

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Некоммерческая организация «Ассоциация московских вузов»
Государственное образовательное учреждение
высшего профессионального образования
Московский государственный индустриальный университет
ГОУ ВПО МГИУ
Научно-образовательный материал
Круглый стол на тему «Тела вращения. Построение траектории обработки и получение управляющей программы»
Состав научно-образовательного коллектива:
, к. п.н., доцент
, ведущий инженер
, к. т.н.
Москва 2010 г.
Тела вращения. Построение траектории обработки и получение управляющей программы.
1. Создание новой механообработки с именем VAL. MFG.
1.1. Задайте рабочую директорию c:\users\student\*.
1.2. Нажмите Файл > Новый.
1.3. Выберите тип Производство и подтип ЧПУ Сборка.
1.4. Введите имя VAL и нажмите OK.
1.5. В менеджере меню нажмите Настройка > Единицы в появившемся окне выберите пункт Миллиметр. Килограмм. Секунда и нажмите Задать, в появившемся окне выбираем интерпретировать 1 мм = 1” и нажимаем ОК.
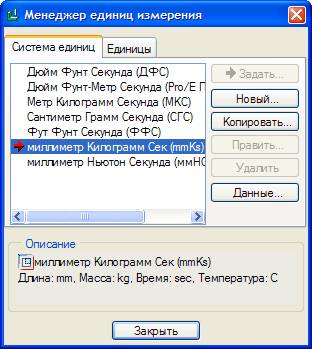
Рисунок 9: Менеджер единиц. Рисунок 10: Менеджер меню.
1.6. В менеджере меню (рис. 10) нажмите Модель производства > Собрать > Ссылочная модель.
1.7. Выберите VAL. PRT и нажмите Открыть. Появится модель, как показано на следующем рисунке 19.

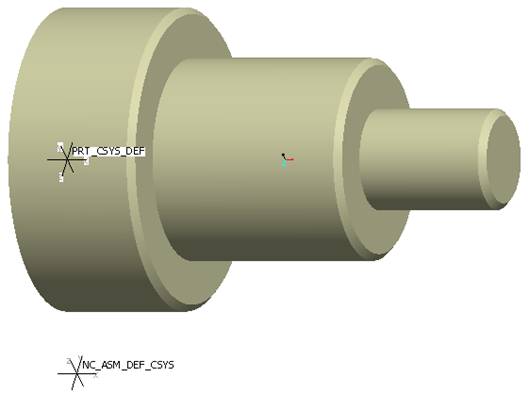
Рисунок 11: Ссылочная модель.
1.8. Закрепление заготовки. Курсором укажите систему координат сборки, а потом систему координат детали как показано на рисунке. Нажмите ![]() , ОК.
, ОК.
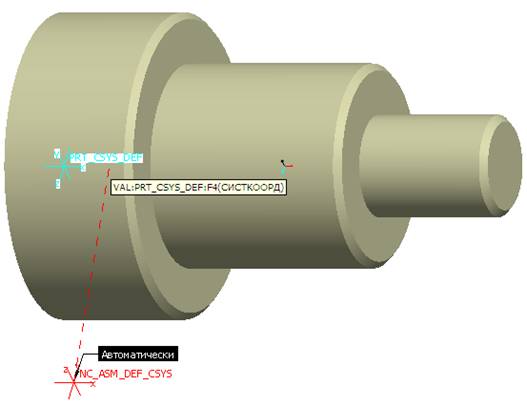
Рисунок 12: Выбор привязок.
1.9. Нажмите Сделано / Возврат.
2. Создание заготовки.
2.1. Нажмите в менеджере меню Модель производства > Создать > Заготовка.
2.2. Введите VAL_ZAG и нажмите OK.
2.3. Нажмите Твердотельный >Выступ
2.4. Нажмите ![]() Рисование. Выберите большей торец детали и нажмите кнопку «Эскиз». Откроется меню Эскиза, в меню Привязки выберете в качестве привязки систему координат детали.
Рисование. Выберите большей торец детали и нажмите кнопку «Эскиз». Откроется меню Эскиза, в меню Привязки выберете в качестве привязки систему координат детали.
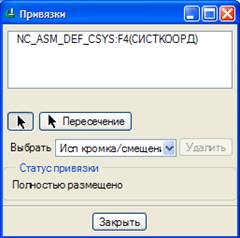
Рисунок 13: Привязки.
2.5. Нарисуйте окружность как показано на рисунке 14, используя команды ![]() ,
, ![]() и нажмите Готово
и нажмите Готово ![]() .
.
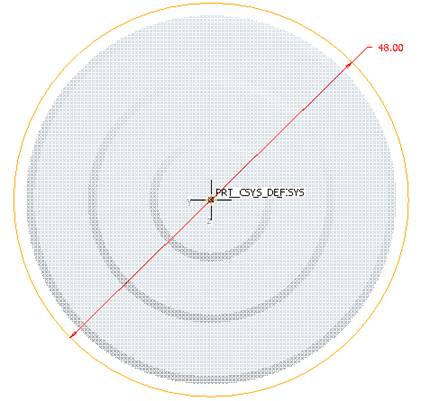
Рисунок 14: Эскиз заготовки.
2.6. В менеджере меню нажмите Сделано.
2.7. Введите значение выступа 72мм убедитесь, что вытягивание происходит в тело детали и нажмите ![]()
Модель примет вид как показано на рисунке 15.
Рисунок 15: Заготовка.
3. Настройки производства.
3.1. Нажмите Настройка производства > Операция в менеджере меню. Появится диалоговое окно Настройка операции.
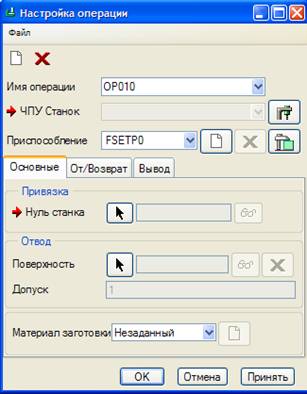
Рисунок 16: Окно настройки операции.
3.2. Нажмите ![]() [Параметры станка] в диалоговом окне Настройка операции.
[Параметры станка] в диалоговом окне Настройка операции.
Появится окно Настройка станка. Заполняем поля имя станка и управление ЧПУ согласно рисунку 17.
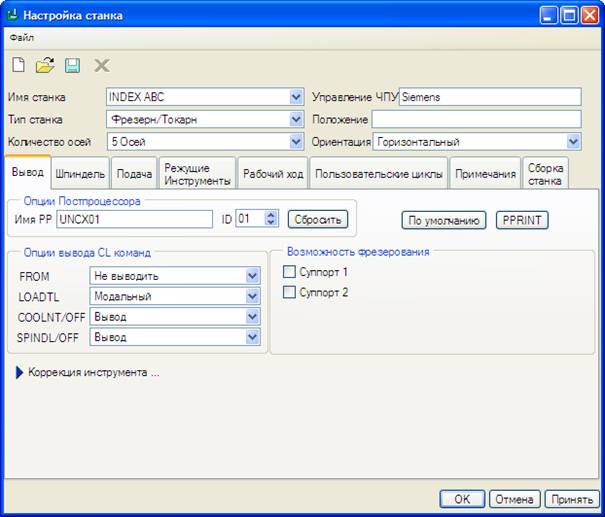
Рисунок 17: Окно настройки станка.
Далее переходим на вкладку Режущие инструменты и заходим в меню настройки инструмента нажатием на значок ![]() .
.
Задаем параметры инструмента, нажимаем Применить, затем ОК. (Рис. 18)
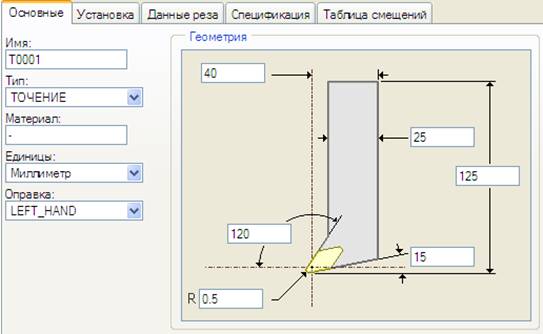
Рисунок 18: Параметры инструмента.
3.3. Нажмите OK в диалоговом окне Настройки станка.
3.4. Не закрывая окно настройки операции, создайте систему координат детали. Нажмите иконку на панели инструментов ![]() и выберете с нажатой клавишей Ctrl поверхность, перпендикулярно которой будет направлена ось Х. Выбираем плоскость перпендикулярную оси Y и разворачиваем, как показано на рисунке 19. Далее выбираем торец заготовки со стороны меньшего диаметра с нажатой клавишей Ctrl, нажимаем ОК.
и выберете с нажатой клавишей Ctrl поверхность, перпендикулярно которой будет направлена ось Х. Выбираем плоскость перпендикулярную оси Y и разворачиваем, как показано на рисунке 19. Далее выбираем торец заготовки со стороны меньшего диаметра с нажатой клавишей Ctrl, нажимаем ОК.
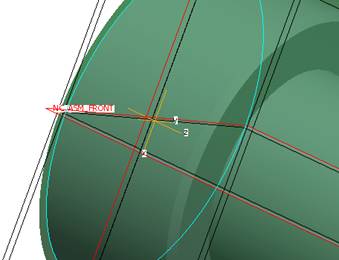
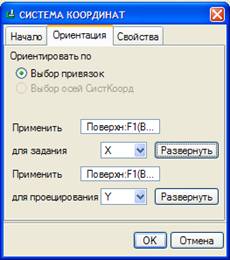
Рисунок 19: Нуль станка.
3.5. В окне настройки операции нажмите ![]() (напротив Ноль станка) в диалоговом окне Настройки операций для выбора системы координат, выбираем созданную систему.
(напротив Ноль станка) в диалоговом окне Настройки операций для выбора системы координат, выбираем созданную систему.
3.6. Нажмите ![]() [Выбор или Создание] в диалоговом окне Настройки операций для создания плоскости безопасности (Отвода).
[Выбор или Создание] в диалоговом окне Настройки операций для создания плоскости безопасности (Отвода).
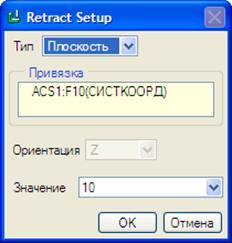
Рисунок 20: Плоскость безопасности.
3.7. Введите безопасное расстояние равное 10мм.
3.8. Нажмите OK для закрытия диалогового окна Выбор отвода.
3.9. Нажмите OK в диалоговом окне Настройка операций для завершения создания операции.
4. Построение траектории обработки профиля.
4.1. Нажмите Обработка > ЧПУ последовательность > Площадь > Сделано для создания перехода обработки профиля.
4.2. Выберите Инструмент, Параметры и нажмите Сделано.
Примечание: |
В меню Настройка последовательности выбраны только требуемые параметры. Дополнительные параметры могут быть выбраны для дальнейшего модифицирования перехода. |
4.3. Выберите T1 как инструмент для обработки по профилю и нажмите ОК.
4.4. В окне правки параметров последовательности заполните строки, подсвеченные желтым цветом, согласно приведенным значениям в таблице 1. Выберите отображение параметров как Все, измените все параметры ММ / МИН на ММ / ОБ (Рис. 21)
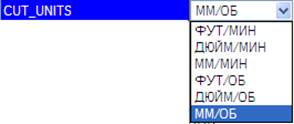
Рисунок 21: Тип перемещения.
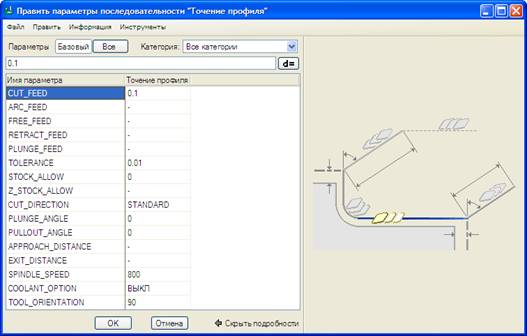
Рисунок 22: Параметры.
Таблица 1
CUT_FEED (подача) | 0.1 |
SPINDLE_SPEED (скорость вращения шпинделя) | 800 |
TRIM_TO_WORKPIECE | ДА |
STEP_DEATH | 1 |
ROUGH_OPTION | ROUGH_&_PROF |
4.5. Нажмите ОК для сохранения параметров и закрытия окна.
4.6. В открывшемся диалоговом окне выберете Вставить Автоматическое резание. (Рис. 23)
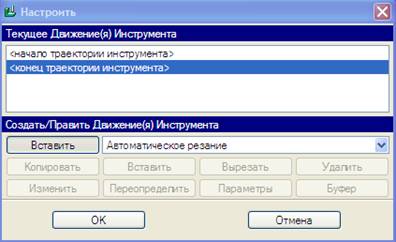
Рисунок 23: Резание.
4.7. На панели инструментов выбираем ![]() Профиль точения и располагаем точки начала и конца траектории как показана на рисунке.
Профиль точения и располагаем точки начала и конца траектории как показана на рисунке.
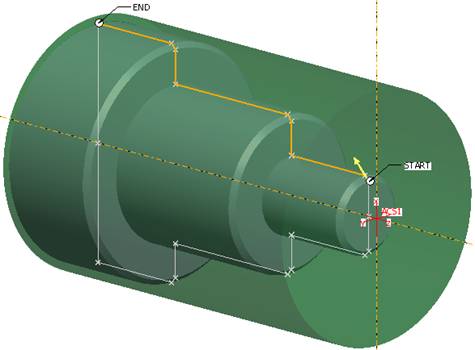
Рисунок 24: Профиль точения.
4.8. Нажмите Х Положит > Сделано, Z Положит > Сделано. Для завершения создания траектории выберите Завершить рез.
5. Просмотр анимации пути инструмента.
5.1. Выберете в дереве конструирования траекторию, нажмите правой кнопкой мыши и выберете пункт Анимация пути. Появится диалоговое окно Показать траекторию.
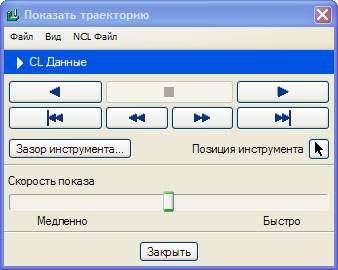
Рисунок 25: Анимация пути.
5.2. Нажмите ![]() [Проиграть вперед] для отображения пути инструмента.
[Проиграть вперед] для отображения пути инструмента.
Примечание: |
Используйте ползунок скорости для изменения скорости прорисовки пути инструмента. Вы можете использовать кнопки в диалоговом окне для просмотра пути инструмента шаг за шагом. |
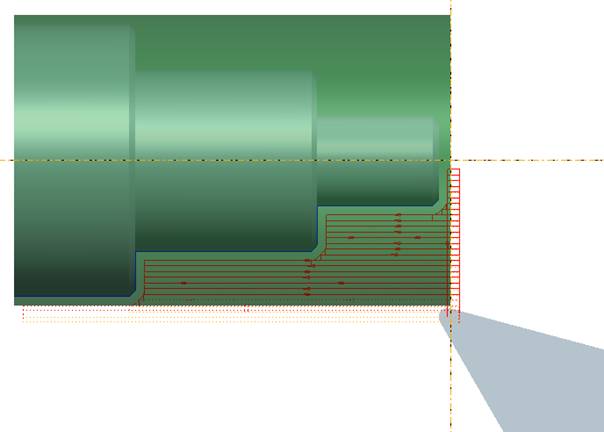
Рисунок 26: Траектория движения инструмента.
5.3. Нажмите Закрыть в диалоговом окне Показ траектории.
6. Отображение удаления материала.
6.1. Нажмите Удаление материала в меню Обработка.
6.2. Нажмите 1: Токарная обработка зоны > Автоматически > Сделано.
В менеджере пересечения компонентов выбрать заготовку.
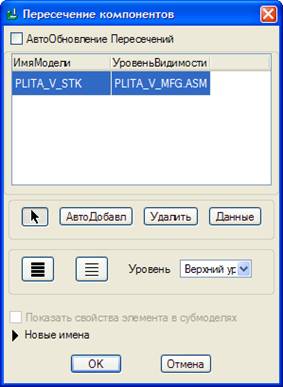
Рисунок 27: Выбор заготовки.
Модель должна выглядеть, как показано на рисунке 28.
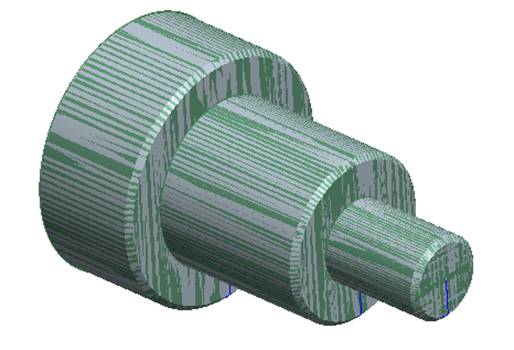
Рисунок 28: Материал удален.
7. Получение управляющей программы.
7.1. Нажмите CL Данные в меню Производство.
В дереве конструирования выбираем курсором созданную траекторию обработки профиля, в менеджере меню ставим маркер напротив Сделать CL и нажимаем Сделано.
7.2. В открывшемся меню показа траектории выбираем Фаил > Сохранить как и указываем директорию и название CL файла в понятном для станка формате. Выходной файл имеет формат CL DATA (Cutter Location DATA)
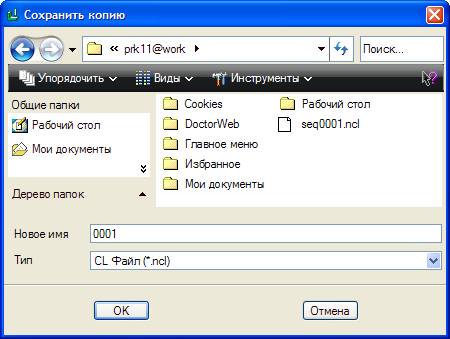
Рисунок 29: Сохранение траектории.
После этого в менеджере меню выбираем пункт Завершить вывод.
8. Генерирование управляющей программы обработки в кодах ISO, используя встроенное приложение GPost.
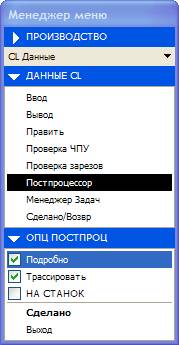
8.1. В разделе производство менеджера меню выбираем пункт CL Данные > Постпроцессор.
Открывается окно выбора CL файла. Нам необходимо выбрать только что созданный файл траектории.
8.2. Отмечаем маркеры, как показано на рисунке 30 и нажимаем Сделано.
Открывается список постпроцессоров, где нам необходимо выбрать постпроцессор для данного станка (UNCX01.P03).
 После этого программа генерирует файл с расширением *.i и помещает его в рабочую директорию.
После этого программа генерирует файл с расширением *.i и помещает его в рабочую директорию.
Создание траектории для станка завершено, программа готова для отработки на станке.
Рисунок 30: Меню СL данных.
Текст готовой программы в СL-коде выглядит следующим образом:
$$* Pro/CLfile Version Wildfire 4.0 - M050
$$-> MFGNO / VAL
PARTNO / VAL
$$-> FEATNO / 41
MACHIN / UNCX01, 1
$$-> CUTCOM_GEOMETRY_TYPE / OUTPUT_ON_CENTER
UNITS / MM
HEAD / 1
MODE / TURN
TURRET / 1
$$-> CSYS / 1., 0., 0., 0., $
0., 1., 0., 0., $
0., 0., 1., 0.
SPINDL / RPM, 800. CLW
RAPID
GOTO / 25., 0., 0.
FEDRAT / 1. MMPM
GOTO / 23., 0., 0.
GOTO / 23., 0., -71.
GOTO / 25., 0., -71.
RAPID
FEDRAT / 1. MMPM
GOTO / 0., 0., 0.
GOTO / 0., 0., -1.
GOTO / 24., 0., -1.
RAPID
GOTO / 25., 0., -1.
RAPID
GOTO / 25., 0., 0.
RAPID
GOTO / 0., 0., 0.
FEDRAT / 1. MMPM
GOTO / 0., 0., -1.
GOTO / 6., 0., -1.
CIRCLE / 6., 0., -2., $
0., 1., 0., 0.
GOTO / 6., 0., -1.
GOTO / 7., 0., -2.
CIRCLE / 7., 0., -3., $
0., 1., 0., 0.
GOTO / 7., 0., -3.
GOTO / 7., 0., -21.
GOTO / 13., 0., -21.
CIRCLE / 13., 0., -22., $
0., 1., 0., 0.
GOTO / 14., 0., -21.
GOTO / 15., 0., -22.
CIRCLE / 15., 0., -23., $
0., 1., 0., 0.
GOTO / 15., 0., -23.
GOTO / 15., 0., -51.
GOTO / 21., 0., -51.
CIRCLE / 21., 0., -52., $
0., 1., 0., 0.
GOTO / 21., 0., -51.
GOTO / 22., 0., -52.
CIRCLE / 22., 0., -52., $
0., 1., 0., 0.
GOTO / 22., 0., -52.
GOTO / 22., 0., -71.
GOTO / 24., 0., -71.
SPINDL / OFF
$$-> END /
FINI
