


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Глава 3
ОРГАНИЗАЦИЯ АВТОМАТИЗИРОВАННОГО ПРОИЗВОДСТВА
Глава 3. 1
ОРГАНИЗАЦИЯ АВТОМАТИЗИРОВАННОГО ПРОИЗВОДСТВА.. 1
2.3.1. Автоматические линии. 2
2.3.2. Робототехнические комплексы.. 4
2.3.3. Гибкие производственные системы.. 7
2.3.4. Расчет емкости склада ГПС.. 9
Задачи. 10
2.3.1. Автоматические линии
В условиях массового и крупносерийного производства широкое применение находят автоматические линии (АЛ). Количество включенного в состав линии оборудования зависит от сложности обрабатываемых деталей: от 5—10 (для деталей средней сложности) до 100—150 единиц (при массовом производстве деталей сложной формы).
Производительность АЛ (цикловая) при условии полного отсутствия простоев
![]()
где ![]() — число изделий, изготовленных за один цикл;
— число изделий, изготовленных за один цикл; ![]() — время одного цикла;
— время одного цикла;
![]()
где ![]() и
и ![]() - основное и вспомогательное время обработки изделия.
- основное и вспомогательное время обработки изделия.
При учете затрат времени на техническое ![]() и организационное
и организационное ![]() обслуживание можно рассчитать потенциальную
обслуживание можно рассчитать потенциальную ![]() и фактическую
и фактическую ![]() производительность автоматической линии:
производительность автоматической линии:
![]() .
.
Для отражения уровня цикловых непроизводительных потерь АЛ рассчитывается коэффициент технического использования ![]() , а для учета всех потерь — коэффициент общего использования
, а для учета всех потерь — коэффициент общего использования ![]() :
:

Показателем, определяющим функционирование АЛ, служит такт
где ![]() — время транспортирования изделия с одной позиции линии на другую.
— время транспортирования изделия с одной позиции линии на другую.
При расчленении линии на участки с различным тактом создаются компенсационные заделы

где — время создания задела; ![]() — минимальные и максимальные такты на соседних участках;
— минимальные и максимальные такты на соседних участках; ![]() — допустимая величина колебания тактов (при условии фиксированных объемов накопителей).
— допустимая величина колебания тактов (при условии фиксированных объемов накопителей).
Автоматическая роторная линия (АРЛ) — система роторных автоматов, расположенных в технологической последовательности, объединенных системой управления, автоматическими механизмами и устройствами для транспортирования предметов обработки и удаления отходов.
На АРЛ в машиностроении выполняются следующие операции: холодная и горячая штамповка; прессование из металлопорошков; обработка пластических масс; точное литье; токарная обработка тел вращения (сверление, подрезание и др.); нанесение покрытий; сборка и упаковка; контроль формы и размеров изделия.
На начальном этапе проектирования требуется определить основные технико-экономические параметры роторных линий. Основанием для проведения предварительных расчетов служат чертежи изделия, технологические процессы обработки, характеристики действующего оборудования, программа выпуска изделия. При расчете производительности следует иметь в виду, что в качестве теоретической производительности ![]() можно использовать минимальную производительность АРЛ
можно использовать минимальную производительность АРЛ ![]() и технически достижимую
и технически достижимую ![]()
В практике расчетов минимальную производительность определяют как производительность АРЛ, при которой суммарные затраты на высвобождение одного рабочего не превышают суммарных затрат на оплату труда этого рабочего в течение нормативного срока окупаемости (5 — 7 лет). Величина затрат равна примерно 15 — 16 тыс. руб. В используемых в промышленности АРЛ сумма затрат на высвобождение одного рабочего составляет от 2000 до 8000 руб. Величина ![]() (шт/мин) в общем виде рассчитывается как
(шт/мин) в общем виде рассчитывается как
![]()
где ![]() — лимитная скорость транспортировки, м/мин;
— лимитная скорость транспортировки, м/мин; ![]() — шаг технологического ротора, м.
— шаг технологического ротора, м.
Таблица 2.3.1. Скорость транспортирования, м/мин
Длина, мм | Диаметр, мм | ||
До 30 | 30 – 100 | 100 – 120 | |
До 10 | 90 | 80 | 65 |
10 –30 | 85 | 75 | 55 |
30 – 50 | 75 | 60 | 50 |
Скорость ![]() не может превышать требуемых значений, так как при этом становится невозможной надежная передача предметов обработки. Предельные линейные скорости, которые можно выбрать при разработке АРЛ, в зависимости от габаритов деталей сведены в табл. 2.3.1.
не может превышать требуемых значений, так как при этом становится невозможной надежная передача предметов обработки. Предельные линейные скорости, которые можно выбрать при разработке АРЛ, в зависимости от габаритов деталей сведены в табл. 2.3.1.
Для предметов обработки, не требующих дополнительных затрат времени, шаг может быть рассчитан по эмпирической формуле, мм:

где Р — технологическое усилие, Н; kn — коэффициент; kn = 1,3— 1,0 (при росте усилия Р kn убывает).
Для ряда операций, в которых определяющим параметром служит время обработки, ![]() назначается исходя из допустимых размеров ротора (учитывая число позиций
назначается исходя из допустимых размеров ротора (учитывая число позиций ![]() и диаметр ротора d):
и диаметр ротора d):

где ![]() — число позиций, необходимых для обработки в заданное время
— число позиций, необходимых для обработки в заданное время ![]() ;
; ![]() — время обработки (выдержки);
— время обработки (выдержки);
где ![]() — общее число позиций ротора;
— общее число позиций ротора; ![]() — число позиций, нужное для приемки, выдачи деталей и холостого пробега;
— число позиций, нужное для приемки, выдачи деталей и холостого пробега;
Коэффициент ![]() зависит от характера механической операции (при резании
зависит от характера механической операции (при резании ![]() = 0,75 — 0,85).
= 0,75 — 0,85).
Необходимое количество АРЛ для выполнения программы выпуска

где N — программа выпуска; ![]() — производительность АРЛ;
— производительность АРЛ; ![]() — действительный фонд времени работы АРЛ;
— действительный фонд времени работы АРЛ; ![]() — коэффициент, учитывающий потери по организационным и технологическим причинам.
— коэффициент, учитывающий потери по организационным и технологическим причинам.
При W<0,8 следует рассмотреть эффективность работы линии в одну смену и определить возможность создания многономенклатурной АРЛ.
При проектировании АРЛ возникает необходимость рассчитать сметную стоимость вновь создаваемой линии:
где ![]() — трудоемкость ОКР, чел-мес.;
— трудоемкость ОКР, чел-мес.; ![]() — стоимость одного человеко-месяца;
— стоимость одного человеко-месяца; ![]() — стоимость оборудования.
— стоимость оборудования.
Трудоемкость определяется как
![]()
где ![]() — трудоемкость создания базового объекта при наличии типовых проектных решений (равна 30 чел-мес.);
— трудоемкость создания базового объекта при наличии типовых проектных решений (равна 30 чел-мес.); ![]() — коэффициент поправки.
— коэффициент поправки.
Коэффициент поправки определяется на основании данных о сложности, новизне и производительности линии:
где ![]() — коэффициент, зависящий от размеров и числа объединяемых операций;
— коэффициент, зависящий от размеров и числа объединяемых операций; ![]() — зависит от новизны разработки;
— зависит от новизны разработки; ![]() — зависит от общей кинематической схемы.
— зависит от общей кинематической схемы.
Коэффициент ![]() новизны изменяется в пределах 1,0 — 5,5: (1,0 — использование типовых линий, 5,5 — разработка линий, не имеющих прототипа).
новизны изменяется в пределах 1,0 — 5,5: (1,0 — использование типовых линий, 5,5 — разработка линий, не имеющих прототипа).
Коэффициент кинематической сложности ![]() зависит от типа линии. Принимается равным единице для простых АРЛ (1 — 2 ротора) и достигает 3,0 для АРКЛ (автоматическая роторно-конвейерная линия).
зависит от типа линии. Принимается равным единице для простых АРЛ (1 — 2 ротора) и достигает 3,0 для АРКЛ (автоматическая роторно-конвейерная линия).
Коэффициент сложности ![]() зависит от
зависит от ![]() и числа объединяемых операций (табл. 2.3.2).
и числа объединяемых операций (табл. 2.3.2).
Одним из показателей эффективности применяемых АРЛ является величина затрат на высвобождение одного рабочего:
где ![]() — число высвобождаемых рабочих;
— число высвобождаемых рабочих; ![]() — стоимость высвобожденного реализованного оборудования;
— стоимость высвобожденного реализованного оборудования; ![]() — стоимость высвобожденных площадей; величина
— стоимость высвобожденных площадей; величина ![]() не должна превышать определенного уровня затрат на высвобождение одного рабочего (15—16 тыс. руб.).
не должна превышать определенного уровня затрат на высвобождение одного рабочего (15—16 тыс. руб.).
Таблица 2.3.2. Коэффициент сложности
Количество объединенных операций | Для АРЛ с малым временем обработки | Производительность, шт/мин | ||||
До 100 | 100 – 200 | 200 – 300 | 300 – 400 | 400 –1000 | ||
Для АРЛ с длительным временем обработки | До 10 | 10 –20 | 20 – 30 | 30 – 40 | 40 –100 | |
1 | 1 | 1,6 | 2 | 2,5 | 3 | |
2 –3 | 1,3 | 2 | 2,5 | 3,2 | 3,8 | |
4 – 6 | 1,6 | 2,5 | 3 | 4 | 4,7 | |
7 – 9 | 1,9 | 3 | 4 | 4,7 | 5 | |
10 – 15 | 2,3 | 3,6 | 4,5 | 5 | 5,5 |
2.3.2. Робототехнические комплексы
Робототехнические комплексы (РТК) в механообработке требуют при внедрении решения ряда задач, связанных с автоматизацией смены изделий и инструмента на оборудовании, с автоматизацией транспортных операций по перемещению изделий в процессе обработки.
В отличие от АЛ и АРЛ критерием функционирования РТК служит условие наиболее полной загрузки включенного в его состав оборудования.
На загрузку оборудования оказывают влияние следующие факторы: схема компоновки РТК и выбор транспортных средств; трудоемкость обрабатываемых деталей; соотношение времени работы станков и обслуживающих средств.
В РТК в качестве транспортного средства используются промышленные роботы. Оптимальный режим функционирования робота выбирается путем моделирования большого количества производственных ситуаций (т. е. задача имеет комбинаторный характер).
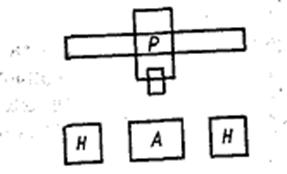 Для несложных схем компоновок (рис. 2.3.1 и 2.3.2) возможно построение циклограмм и определение аналитических зависимостей загрузки робота и оборудования. Так, для системы,
Для несложных схем компоновок (рис. 2.3.1 и 2.3.2) возможно построение циклограмм и определение аналитических зависимостей загрузки робота и оборудования. Так, для системы,
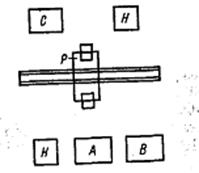
Рис. 2.3.1. Планировка РТК:
Р - робот; Н – накопитель; Рис. 2.3.2. Планировка РТК:
А - станок Р – робот, Н – накопитель,
А, В, С – станки
приведенной на рис. 2.3.1, длительность цикла изготовления деталей
![]()
где ![]() —время транспортирования детали;
—время транспортирования детали; ![]() —время загрузки накопителя;
—время загрузки накопителя; ![]() - время разгрузки накопителя;
- время разгрузки накопителя; ![]() - время (основное) обработки детали.
- время (основное) обработки детали.
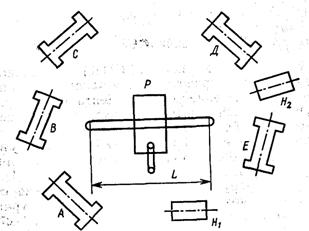
Рис. 2.3.3. Планировка РТК:
А, В, С, Д, Е – станки; Н1, Н2 – накопители; Р – робот
Более сложные (и не выраженные аналитически) зависимости возникают при изучении ситуации, когда деталь обрабатывается на трех и более станках, предметы труда не передаются от станка к станку и время обработки на каждом станке разное.
Пример. Рассчитать возможные коэффициенты загрузки оборудования и робота при компоновочной схеме рис. 2.3.3.
Расстояние перемещения робота 10 м, скорость его перемещения на это расстояние изменяется от 0,2 до 1 м/с (0,2; 0,4; 0,8; 1,0). Среднее время обработки деталей колеблется от 50 до 100, 200, 400, 800 с. Приоритет обслуживания от станка А к станку Е.
Таблица 2.3.3. Коэффициенты загрузки оборудования
Скорость перемещения робота, м/c | Среднее время обработки, с | ||||
50 | 100 | 200 | 400 | 800 | |
0,2 | 11,2 | 22 | 46 | 69 | 74 |
0,4 | 23,12 | 53 | 69 | 77 | 82 |
0,8 | 48 | 76 | 92 | 86 | 90 |
1,0 | 66 | 80 | 92 | 96 | 96,7 |
Расчет проводится перебором всех вариантов следующим образом (данные сведены в табл. 2.3.3).
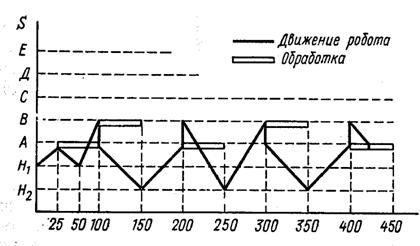
Рис. 2.3.4. Циклограмма работы РТК
Задаемся временем обработки — 50 с. При ![]() м/с на перемещение робот затратит 50 с, при этом он успеет обслужить за 25 с (из накопителя) станок А и вернуться к накопителю за деталью для станка В. Станок А 25 с будет простаивать с обработанной деталью и 100 с без детали (путь к накопителям). Станок В будет обрабатывать 50 с и 75 с простаивать (25 с — пока робот обслужит станок А и 50 с — на ожидание детали). Таким образом, коэффициент загрузки оборудования составит 50: (125+50)/100% =28%. Остальное оборудование робот не успеет обслужить.
м/с на перемещение робот затратит 50 с, при этом он успеет обслужить за 25 с (из накопителя) станок А и вернуться к накопителю за деталью для станка В. Станок А 25 с будет простаивать с обработанной деталью и 100 с без детали (путь к накопителям). Станок В будет обрабатывать 50 с и 75 с простаивать (25 с — пока робот обслужит станок А и 50 с — на ожидание детали). Таким образом, коэффициент загрузки оборудования составит 50: (125+50)/100% =28%. Остальное оборудование робот не успеет обслужить.
Для упрощения расчетов можно строить циклограммы, аналогичные представленным на рис. 2.3.4 и 2.3.5. Все оборудование (условно) загружено на 11,2%  .
.
При  м/с на перемещение по трассе робот затратит 25 с.
м/с на перемещение по трассе робот затратит 25 с.
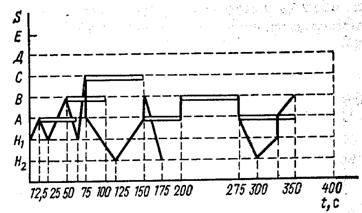
Рис. 2.3.5. Циклограмма работы РТК
Робот успеет обслужить один раз станок С. Далее робот обслуживает только станки А и В. Загрузка станка А составит 53,3%, загрузка станка В — 40,3%. Все оборудование загружено на 23,12% (циклограмма рис. 2.3.5). Далее расчет проводится для всех ![]() и всех времен обработки.
и всех времен обработки.
2.3.3. Гибкие производственные системы
Гибкая производственная система (ГПС), являясь высшей формой автоматизации, включает в себя в различных сочетаниях оборудование с ЧПУ, РТК, гибкие производственные модули и различные системы обеспечения их функционирования.
Производительность оборудования гибкой производственной системы целесообразно оценивать как степень использования фонда времени оборудования, входящего в ее состав:
где ![]() — время работы по управляющей программе;
— время работы по управляющей программе; ![]() — фонд времени
— фонд времени ![]() -го оборудования, входящего в состав ГПС.
-го оборудования, входящего в состав ГПС.
Для оценки производительности отдельного оборудования, кроме того, можно рассчитать коэффициент загрузки:
где ![]() — вспомогательное время за рассматриваемый период;
— вспомогательное время за рассматриваемый период; ![]() — время обслуживания единицы оборудования.
— время обслуживания единицы оборудования.
При использовании групповой технологии обработки деталей на ГПС целесообразно закреплять детали за оборудованием. Критерием закрепления деталей служит минимум переналадок. Таким образом, можно сформировать структуру ГПС.
Для каждой группы деталей i может быть рассчитано необходимое количество оборудования на каждой операции ![]() :
:
![]()
где ![]() — программа выпуска;
— программа выпуска; ![]() — процент потерь времени на восстановление оборудования;
— процент потерь времени на восстановление оборудования; ![]() — процент организационных потерь времени;
— процент организационных потерь времени; ![]() — фонд времени работы оборудования;
— фонд времени работы оборудования; ![]() — производительность оборудования (потенциальная).
— производительность оборудования (потенциальная).
Дополнительное количество станков, простаивающих под переналадкой,
![]()
где ![]() — время переналадки;
— время переналадки; ![]() — размер партии
— размер партии  -й детали.
-й детали.
Условие объединения деталей ![]() и k можно записать:
и k можно записать:
![]()
или, сокращая:
![]()
где ![]() — функция, вычисляющая целую часть от х.
— функция, вычисляющая целую часть от х.
Если имеется несколько пар деталей, удовлетворяющих условию, то выбирается пара деталей по критерию ![]() :
:
![]()
В дальнейших расчетах для объединенной группы деталей величина ![]()
В результате получим список деталей, закрепленных за оборудованием, и количество необходимого оборудования:
![]()
Для расчетов используется программа FLEX, написанная на языке ФОРТРАН. Схема алгоритма приведена на рис. 2.3.6.
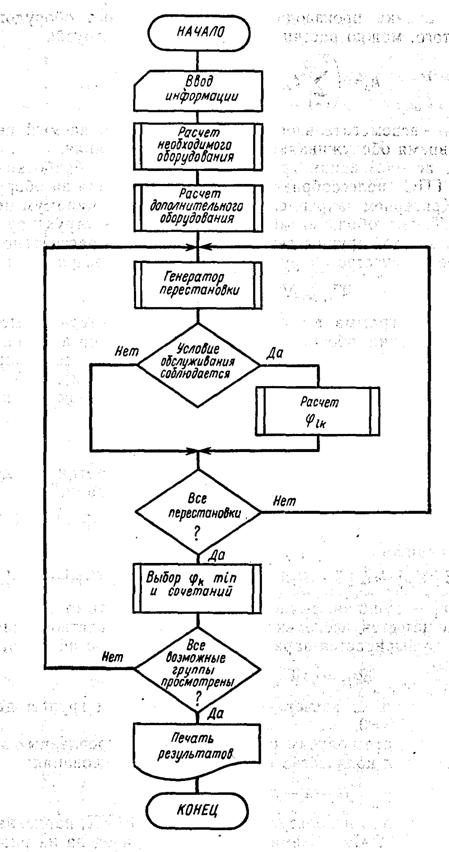
Рис. 2.3.6. Блок-схема алгоритма оптимизации
структуры ГПС
Таблица 2.3.4
Детали | 1 | 2 | 3 | 4 | 5 |
Токарные операции | 5,3 | 2,2 | 2,9 | 3,1 | 6,2 |
| 0,2 | 0,15 | 0,3 | 0,2 | 0,8 |
Таблица 2.3.5
Группы |
|
|
|
1-2 | 8 | 7 | 0,048 |
1-3 | 9 | 8 | 0,06 |
1-4 | 9 | 8 | 0,047 |
1-5 | 12 | 12 | - |
2-3 | 6 | 5 | 0,08 |
2-4 | 6 | 5 | - |
2-5 | 9 | 9 | - |
3-4 | 7 | 6 | 0,06 |
3-5 | 10 | 10 | - |
4-5 | 10 | 10 | - |
1-4-2 | 11 | 10 | + |
1-4-3 | 11 | 11 | - |
1-4-5 | 15 | 16 | - |
1-4-2-3 | 13 | 13 | - |
1-4-2-5 | 17 | 18 | - |
Пример. Проверить возможность объединения деталей на токарной операции. Исходные данные сведены в табл. 2.3.4.
Количество станков задано, поэтому проверим условие объединения (расчет сведен в табл. 2.3.5). Из таблицы видно, что условие соблюдается для сочетаний: (1—2), (1—3), (1—4), (2—3), (2—4), (3—4). Минимум ![]() =0,047.
=0,047.
Объединяем пару (1 — 4): 8.
Рассматриваем дальнейшие возможности объединения: (1 — 4) — 2, (1– 4 )–3 , (1— 4)–5.
Объединяем детали (1 — 4 — 2): 10, так как только для сочетания (1 — 4 — 2) выполняется условие объединения.
Для сочетаний (1 — 4 — 2) —3 и (1 — 4 — 2) —5 условие не соблюдается. Окончательное решение:
(1— 4 –2 ): 10, (3) : 3, (5) : 7.
2.3.4. Расчет емкости склада ГПС
Одним из наиболее возможных критериев определения емкости склада может служить вероятность его переполнения (т. е. сохранение работоспособности).
Склад представляет собой определенное количество ячеек (как в местных накопителях, так и в центральном складе). Емкость ячейки, как правило, может быть принята равной размеру партии деталей. Для надежного функционирования и упрощения оснастки необходимо проводить специализацию ячеек: закреплять их за определенным оборудованием. Тогда вероятность его переполнения
![]()
где ![]() — вероятность переполнения ячеек, закрепленных за -м оборудованием.
— вероятность переполнения ячеек, закрепленных за -м оборудованием.
Величины ![]() могут принимать различные значения. Для расчета количества ячеек можно принять их равными для всех видов оборудования:
могут принимать различные значения. Для расчета количества ячеек можно принять их равными для всех видов оборудования: ![]() .
.
Однако если поставить задачу минимизации общего количества ячеек, то значения ![]() могут быть другими (но задача имеет сложный нелинейный характер).
могут быть другими (но задача имеет сложный нелинейный характер).
Определим вероятность нахождения на складе ![]() партий деталей через коэффициент загрузки оборудования
партий деталей через коэффициент загрузки оборудования ![]() :
:
 .
.
Решив это уравнение, получим
![]() .
.
Учитывая, что поток заявок в сети, обслуживаемой складом, пуассоновский, то ![]() можно определить в
можно определить в ![]() -й группе оборудования, состоящей из
-й группе оборудования, состоящей из ![]() станков:
станков:

где ![]() — среднее время обработки одной партии деталей;
— среднее время обработки одной партии деталей; ![]() — среднее время между поступлениями партий деталей на обработку (в том числе и становящихся в очередь при ее наличии).
— среднее время между поступлениями партий деталей на обработку (в том числе и становящихся в очередь при ее наличии).
Суммарная емкость склада

Пример. Пусть даны три станка с коэффициентами загрузки ![]() .
.
Зададим вероятность переполнения склада 0,989. Рассчитать емкость склада.
Рассчитаем среднюю вероятность:

Тогда ![]()
![]() ячеек.
ячеек.
Задачи
25 Определить, при какой программе выпуска будет эффективно внедрение автоматической линии стоимостью 100 тыс. руб., обслуживаемой двумя операторами в смену (годовой фонд заработной платы операторов принять равным 14,5 тыс. руб.).
Показатели базового варианта: стоимость оборудования — 96,3 тыс. руб.; программа выпуска—125 тыс. шт. изделий в год; годовой фонд заработной платы рабочих — 60,48 тыс. руб.
26. Деталь проходит обработку на 10 операциях (табл. 2.3.6). Определить возможность ее обработки на АЛ при годовой потребности в деталях 200 тыс. шт. (фонд времени рассчитывать для двухсменной работы).
27. Определить емкость накопителей между участками АЛ, если ритмы равны соответственно 0,79 и 0,81 мин, а время создания задела — одна смена.
28. Определить производительность АРЛ, трудоемкость ее создания и количество линий для выпуска крышек электровыключателей, получаемых прессованием (Æ=50 мм, ![]() =40 мм,
=40 мм, ![]() =30 кН). Программа выпуска — 800 тыс. шт/год.
=30 кН). Программа выпуска — 800 тыс. шт/год.
29. Определить количество линий (АРЛ) и их производительность для выпуска деталей: 1) колпачка диаметром 70 мм, длиной 100 мм, Р=70 кН; 2) втулки диаметром 65 мм, длиной 105 мм, P=70 кН; 3) втулки диаметром 75 мм, длиной 94 мм, Р=70 кН. Объем выпуска — соответственно 8 и 12 млн. шт.
Таблица 2.3.6. Длительность операций обработки детали
Операция | Длительность, мин | Оборудование |
1 | 1,28 | Токарный станок |
2 | 0,65 | Фрезерный станок |
3 | 0,25 | Фрезерный станок |
4 | 0,41 | Фрезерный станок |
5 | 2,645 | Сверлильный станок |
6 | 1,15 | Токарный станок |
7 | 1,18 | Токарный станок |
8 | 1,20 | Фрезерный станок |
9 | 0,75 | Токарный станок |
10 | 0,59 | Токарный станок |
30. Рассчитать коэффициент загрузки оборудования и промышленного робота по схеме компоновки (см. рис. 2.3.3). Скорость перемещения робота по трассе может быть выбрана 0,15, 0,30, 0,4, 0,6, 0,8 м/с. Время обработки на станках А и В — 50, 160, 250, 400 с; на станках С, D, Е — 70, 200, 500, 800 с соответственно. Временем разгрузки и загрузки пренебречь. ![]() = 15 м.
= 15 м.
31. Определить диапазон трудоемкостей обрабатываемых деталей на РТК по компоновочной схеме (см. рис. 2.3.3) при условии коэффициента загрузки 80% и изменения скорости робота от 0,4 до 0,75 м/с (L=10 м).
32. Построить циклограмму работы РТК по схеме компоновки (см. рис. 2.3.3) при условии, что станки обслуживаются в порядке А, С, В, время транспортировки может быть принято 10, 20, 30 с, время обработки — 30, 90, 120, 200 с. Время разгрузки и загрузки — 5 с.
33. Определить необходимое количество оборудования при проектировании ГПС для обработки группы деталей. Данные взять из табл. 2.3.6.
34. Используя данные предыдущей задачи и таблиц 2.3.7, 2.3.8 и 2.3.9, провести оптимизацию структуры ГПС по критерию минимума переналадок.
Таблица 2.3.7
Группа деталей | 1 | 2 | 3 | 4 | 5 | 6 |
Размер партии, шт. | 150 | 120 | 120 | 150 | 200 | 100 |
Программа, тыс. шт. | 6000 | 6000 | 4300 | 2700 | 5300 | 6000 |
Таблица 2.3.8
Операции | Производительность оборудования | Потери на восстановление, % | Потери по организационным причинам, % |
1 | 0,2 | 10 | 6 |
2 | 0,5 | 11 | 6 |
3 | 0,72 | 13 | 6 |
35. Рассчитать емкость склада для системы из 5 станков (коэффициенты загрузки соответственно равны 0,67; 0,82; 0,94; 0,89; 0,63) при условии, что вероятность переполнения склада не превышает 0,98.
Таблица 2.3.9. Время переналадки, ч
Операции | Группа деталей | |||||
1 | 2 | 3 | 4 | 5 | 6 | |
1 | 2,5 | 3 | 3 | 6 | 2 | 4 |
2 | 3 | 5 | 10 | 3 | 3 | 4 |
3 | 12 | 5 | 4 | 6 | 8 | 12 |
