

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
7 Управление качеством. TQM
Стремление стимулировать производство товаров, конкурентоспособных на мировых рынках, инициировало создание нового общеорганизационного метода непрерывного повышения качества всех организационных процессов, производства и сервиса. Этот метод получил название — всеобщее управление качеством. Total Quality Management — философия всеобщего управления качеством, успешно стартовавшая много лет назад в Японии и США с практики присуждения наград компаниям, достигшим высшего качества производимой продукции. Главная идея TQM состоит в том, что компания должна работать не только над качеством продукции, но и над качеством организации работы в компании, включая работу персонала. Постоянное параллельное усовершенствование 3-х составляющих: качества продукции качества организации процессов уровня квалификации персонала — позволяет достичь более быстрого и эффективного развития бизнеса. Качество определяется следующими категориями: степень реализации требований клиентов рост финансовых показателей компании повышение удовлетворенности служащих компании своей работой Принцип действия TQM можно сравнить с удержанием мяча на наклонной плоскости. Для того чтобы мяч не скатывался, его нужно либо подпирать снизу, либо тянуть сверху. TQM включает 2 механизма: Quality Assurance (QA) — контроль качества — поддерживает необходимый уровень качества и заключается в предоставлении компанией определенных гарантий, дающих клиенту уверенность в качестве данного товара или услуги. Quality Improvements (QI) — повышение качества — предполагает, что уровень качества необходимо не только поддерживать, но и повышать, соответственно поднимая и уровень гарантий. Два механизма: контроль качества и повышение качества — позволяют «удерживать мяч в игре», то есть постоянно совершенствовать, развивать бизнес. Что такое Всеобщее управление качеством Всеобщее управление качеством — это система управления, основанная на производстве качественных с точки зрения заказчика продукции и услуг. TQM определяется как сосредоточенный на качестве, сфокусированный на заказчике, основывающийся на фактах, управляемый командный процесс. TQM направлен на планомерное достижение стратегической цели организации через непрерывное улучшение работы. Принципы TQM также известны как «всеобщее улучшение качества», «качество мирового уровня», «непрерывное улучшение качества», «всеобщее качество услуг» и «всеобщее качество управления». Слово «всеобщее» в понятии «Всеобщее управление качеством» означает, что в данный процесс должен вовлекаться каждый сотрудник организации, слово «качество» означает заботу об удовлетворении потребностей клиента, и слово «управление» относится к сотрудникам и процессам, необходимым для достижения определенного уровня качества. Всеобщее управление качеством — это не программа; это систематический, интегрированный и организованный стиль работы, направленный на непрерывное ее улучшение. Это не управленческая прихоть; это проверенный временем стиль управления, успешно десятилетиями используемый компаниями по всему миру.
8 Управление качеством. Шесть сигм. Методология «Шесть сигм» - это методология, служащая для измерения и повышения производительности компании посредством определения и выявления дефектов в процессах производства или предоставления услуг. Сигма — знак, который используется в статистике для обозначения стандартного отклонения значений в генеральной совокупности. «Шесть сигм» — таков уровень эффективности процесса, при котором на каждый миллион возможностей или операций приходится всего 3,4 дефекта. Дефектом считается все, что лежит вне требований клиента. Часто под «Шестью сигмами» понимают просто меру качества, применяемую для уменьшения количества дефектов в процессе производства или доставки продуктов и услуг. Цель методологии «Шесть сигм» — сокращение отклонений в ходе производственного процесса и его совершенствование путем реализации так называемого проекта совершенствования «Шесть сигм», который распадается на последовательность шагов DMAIC (define, measure, analyze, improve, control): определение, измерение, анализ, совершенствование и контроль. На этапе «определения» (define) ставятся цели и определяются рамки проекта, выявляются проблемы, которые должны быть решены для достижения определенного уровня отклонений. Цели могут различаться на разных уровнях организации — так, например, на уровне высшего руководства это может быть большая отдача от инвестиций или завоевание большей доли рынка. На уровне операций целью может быть увеличение объемов выпуска какого-либо цеха. На проектном уровне — снижение количества брака или увеличение эффективности отдельного процесса. На этапе «измерения» (measure) происходит сбор информации о текущем состоянии дел для получения данных, характеризующих базовый уровень показателей работы, и выявления участков, требующих наибольшего внимания. На этом этапе также определяются метрики, позволяющие оценить степень приближения к намеченным целям. На этапе «анализа» (analyze) выявляются основные причины возникновения проблем в обеспечении качества, после чего правильность выбора этих причин проверяется при помощи специальных инструментов анализа данных.
На этапе «совершенствования» (improve) внедряются решения, ориентированные на устранение основных причин тех проблем, которые были определены на этапе анализа. В число таких решений могут входить средства управления проектами и другие инструменты управления и планирования. Цель этапа «контроля» (control) — оценка и мониторинг результатов предшествующих этапов. На данном этапе улучшения подкрепляются модификацией системы стимулов и поощрений, наборов правил, процедур, систем MRP, бюджетов, инструкций для персонала и других рычагов управления. Для гарантии корректности документации можно обеспечить, например, ее соответствие спецификации ISO 9000. Еще одним важным моментом реализации проекта «Шесть сигм» является распределение ролей между специалистами. Должны быть назначены «исполнители» следующих ключевых ролей: «лидер» (champion) — член высшего руководства предприятия, который, собственно, и должен принять решение о запуске проекта «Шесть сигм», а затем обеспечить его реализацию, устраняя все возможные препятствия и предоставляя требуемые ресурсы; «черный пояс» (black belt) — высококлассный специалист, эксперт в области «Шести сигм»; он инструктирует проектную группу, руководит и обучает использованию методов и инструментария «Шести сигм»; он отвечает за выполнение полной программы повышения квалификации; конкретную работу по внедрению проводит проектная группа «Шести сигм». В нее входят специалисты в тех областях, которые затрагиваются в рамках проекта, прошедшие обучение основам методологии. Они оказывают необходимую поддержку в ходе реализации проекта и делятся своими знаниями. Термин «Шесть сигм» ввела в практику компания Motorola в середине 80-х гг. XX века. Среди компаний, применяющих эту методологию, — сама Motorola, General Electric, Honeywell, Samsung Electronics, Seagate Technology, Microsoft, Nokia Mobile Phones и др.
17 Интеграция САПР и PDM
Современная интегрированная САПР не может существовать без средств интеграции с системами электронного документооборота ( EDM и PDM системами) на основе OLE - технологии. Эта технология позволяет любому пользователю программы создавать свои приложения, использующие имеющееся в САПР графическое ядро. Для создания своих приложений можно использовать любые инструментальные средства, поддерживающие OLE. Например, Visual C++, Visual Basic или встроенные макроязыки систем Excel и Access. Указанные инструментальные средства позволят создать приложение под Windows, которое запустит вашу программу расчета, подставит расчетные параметры или вывести пересчитанные чертежи и 3D модель в окно требуемого приложения. Поддержка стандарта OLE позволяет рассматривать САПР как расширение привычного набора функций электронного офиса. Возможна интеграция с Word, Excel, Access.
Для машиностроительного предприятия в первую очередь представляет интерес интеграция с PDM -системами, реализующими электронный документооборот технической подготовки производства предприятия и ведение проектов. Системы электронного технического документооборота - один из важнейших компонентов автоматизации процесса проектирования и конструирования. В промышленно развитых странах они используются практически всеми компаниями, занятыми разработкой проектно-конструкторской документации.
Успешное внедрение таких систем на предприятии решает массу организационных проблем, повышая производительность проектирования. При ведении одного, но достаточно сложного, проекта накапливается огромное количество чертежей, моделей, текстовых и других документов создаваемых в различных программах и приложениях. Еще более усложняется процесс, когда в одном коллективе проектировщиков параллельно ведется ряд различных проектов разными рабочими группами. А если еще и требуется разграничение прав доступа к информации.
В такой ситуации использование системы PDM является жизненно необходимым. В наших условиях, когда автоматизация проектирования и подготовка производства реально началась не так давно, наличие PDM - систем особенно актуально. Даже одиночный пользователь может получить определенный выигрыш от применения такой системы за счет структурированной организации хранения документов.
При выборе PDM - системы должен срабатывать основной фактор - она должна быть хорошо интегрирована с той САПР, которая применяется на данном предприятии.
20 Виды движения предметов труда
Существует три основных вида движения:
- последовательное
- параллельное
- параллельно - последовательное.
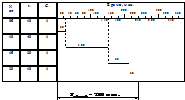 При последовательном виде движения обработка партии деталей на каждой последующей операции начинается лишь после того, как вся партия прошла обработку на предыдущей операции. Определение технологического цикла изготовления партии n на m операциях рассчитывается по следующей формуле:
При последовательном виде движения обработка партии деталей на каждой последующей операции начинается лишь после того, как вся партия прошла обработку на предыдущей операции. Определение технологического цикла изготовления партии n на m операциях рассчитывается по следующей формуле: ![]() где: n – количество деталей в партии; m – число операций обработки; ti – норма времени i-ой операции; Ci – количество рабочих мест на i-ой операции. Положительные моменты: - просто организовать производственный процесс; - оборудование и рабочие работают бесперебойно; - простой учет. Отрицательные моменты: - большая длительность производственного процесса; - большое незавершенное производство (партионное пролеживание); Область применения: обработка малыми партиями.
где: n – количество деталей в партии; m – число операций обработки; ti – норма времени i-ой операции; Ci – количество рабочих мест на i-ой операции. Положительные моменты: - просто организовать производственный процесс; - оборудование и рабочие работают бесперебойно; - простой учет. Отрицательные моменты: - большая длительность производственного процесса; - большое незавершенное производство (партионное пролеживание); Область применения: обработка малыми партиями.
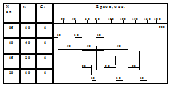 При параллельном движении передача предметов труда (деталей) на последующую операцию осуществляется поштучно, либо транспортной партией сразу после обработки на предыдущей операции. Длительность операционного цикла равна:
При параллельном движении передача предметов труда (деталей) на последующую операцию осуществляется поштучно, либо транспортной партией сразу после обработки на предыдущей операции. Длительность операционного цикла равна: ![]() где: Р - величина транспортной партии (или поштучно), шт; tmax – время выполнения наиболее продолжительной операции, мин.; Cmax – число рабочих мест на наиболее продолжительной операции. Положительные моменты: - длительность производственного цикла снижается по сравнению с последовательной обработкой деталей. Отрицательные моменты: - простои рабочих мест при условии не равенства или не кратности операций (простои на коротких операциях). Применяется в том случае, когда время операций примерно равно или кратно друг другу
где: Р - величина транспортной партии (или поштучно), шт; tmax – время выполнения наиболее продолжительной операции, мин.; Cmax – число рабочих мест на наиболее продолжительной операции. Положительные моменты: - длительность производственного цикла снижается по сравнению с последовательной обработкой деталей. Отрицательные моменты: - простои рабочих мест при условии не равенства или не кратности операций (простои на коротких операциях). Применяется в том случае, когда время операций примерно равно или кратно друг другу
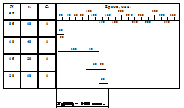 При параллельно-последовательном виде движения детали передаются на последующую операцию по мере их обработке на предыдущей – поштучно или транспортной партией, при этом время выполнения смежных операций частично совмещаются таким образом, что партия деталей обрабатывается на каждой операции без перерывов.
При параллельно-последовательном виде движения детали передаются на последующую операцию по мере их обработке на предыдущей – поштучно или транспортной партией, при этом время выполнения смежных операций частично совмещаются таким образом, что партия деталей обрабатывается на каждой операции без перерывов. ![]()
Положительные моменты: - длительность производственного цикла снижается по сравнению с последовательной обработкой деталей. - - отсутствуют простои рабочих мест на коротких операциях. Необходимо учесть межоперационное время и время естественных процессов. Область применения: обработка малыми партиями
21 Жизненный цикл продукции, инновации
Жизненный цикл - период времени между моментом возникновения и прекращения использования продукта. Фазы жизненного цикла являются общими и включают: создание, освоение, рост, зрелость старение.
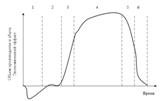
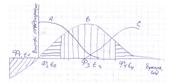
Рисунок 7.1 – Характерные зоны промышленного выпуска изделия: 1¾ Создание;2 ¾ Освоение и начало промышленного производства; 3 ¾ Рост сбыта, расширение выпуска; 4 ¾ Устойчивый сбыт и выпуск; 5 ¾ Падение сбыта и выпуска; 6 ¾ Снятие с производства.
Инновация – вновь созданный материал, продукция или технология, впервые внедряемая в производство. Внедрение инноваций нарушает внутреннее равновесие производства, но создаёт экономическую основу для его перехода в новое качество, в новое равновесное состояние.
Жизненный цикл инновационного продукта представлен на рисунке.
Ф1 – исследовательская фаза
Ф2 – техническая подготовка
Ф3 – стабилизация объёмов производства
1) насыщение продуктами рынка
2) затоваривание
Ф4 – снижение объёмов производства и товаров
22 Техническая подготовка производства
Техническая подготовка пр-ва - комплекс техн., орг. и экон. мероприятий, обеспечи-вающих создание и освоение развернутого производства новых изделий в заданных масштабах. Техническая подготовка производства включает: 1) создание новых и совершенствование ранее освоенных видов продукции; 2) проектирование новых и совершенствование действующих техноло-гических процессов; 3) внедрение новых видов продукции и технологических процессов в промышл. произ-во; 4) организацию и планирование работ по техн. подготовке производства. Техническая подготовка состоит из нескольких этапов: 1) проектно-конструкторской; 2) технологической;
3) организационно-экономической подготовки; 4) промышленного освоения новых изделий
