Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
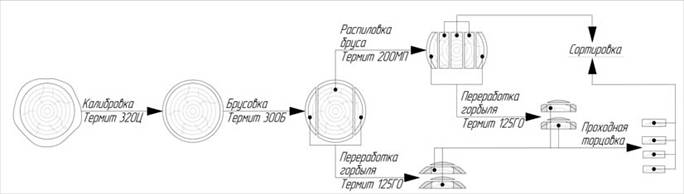
Описание лесопильной линии на базе станков "Термит"
В условиях финансового кризиса вопросы повышения рентабельности производства выходят на первый план. Для лесопильного производства решающим фактором рентабельности является максимальный процент полезного выхода пиломатериалов ликвидных сечений (заготовка под «евровагонку», пол, «блок-хаус», клееный брус и т. п.) в единицу времени при минимальном влиянии человеческого фактора. Из вышесказанного очевидно, что организация конкурентоспособного лесопильного производства невозможна без профессиональной технологической и технической проработки на стадии проекта. Многим переработчикам древесины в нашей стране и ближнем зарубежье, известно оборудование под торговой маркой «Термит» и его производитель Кироввнешторг». Основываясь на своем опыте и опыте своих многочисленных клиентов, наши специалисты разработали на базе станков «Термит» оригинальную технологию лесопильного производства обрезных пиломатериалов ликвидных сечений из пиловочных бревен диаметром 14-28 см по ГОСТ 9463-88 с полезным выходом для пильных размеров (с припуском на усушку до влажности 8-10%) от 52 до 66 процентов ( в том числе от 14 до 20 % из делового горбыля) при годовой производственной программе переработки до 60 тыс. куб. м по сырью при двухсменном режиме работы. ИННОВАЦИИ ТЕХНОЛОГИИ 1. Рассортированные по одному четному диаметру бревна подаются вершинным торцем с поперечного транспортера при помощи механизма поштучной выдачи бревен и загрузочного транспортера в калибровочный (оцилиндровочный) станок Термит-320Ц. Настоящая технология предусматривает оптимизацию режимов резания древесины в указанных станках по максимальной производительности, то есть в них определена такая комбинация элементов режимов резания (скорость подачи, скорость резания, число зубьев на пилах и фрезах, число оборотов на пильных и фрезерных валах), которая обеспечивает максимально возможную в заданных условиях производительность при заданном качестве обработки. Оптимальные режимы по максимальной производительности всегда соответствуют минимальной себестоимости в части потребления электроэнергии и расхода инструмента! |