
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral



![]()
![]()
![]()

ОБЩЕСТВО С ОГРАНИЧЕННОЙ ОТВЕТСТВЕННОСТЬЮ
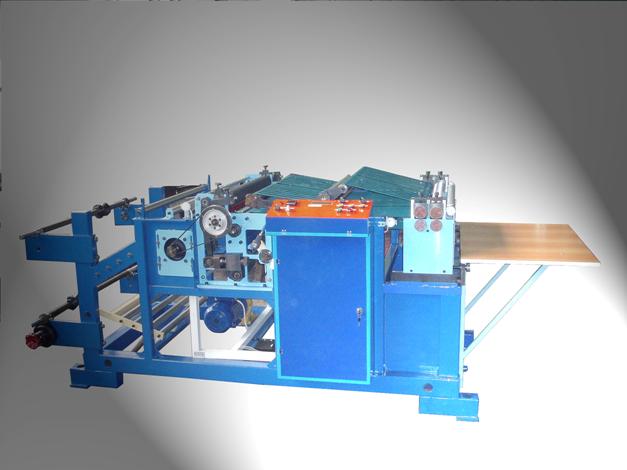
ЛИНИЯ
для производства полиэтиленовых пакетов
Модели ВМ-ПАК 760 Ф2.
Комплект технической документации.
г. Азов
2009 г.
I. ПАСПОРТ
1. Назначение, исполнение и условия эксплуатации линии
1.1. Линия ВМ-ПАК 760 Ф2 (далее ВМ-ПАК Ф2) предназначена для производства полиэтиленовых пакетов, изготовленных из разрезанной рукавной плёнки, произведённой из гранулированного полиэтилена высокого и низкого давления (ПЭВД, ПЭНД), полипропилена, наматываемых в рулоны на шпули.
1.2.Климатическое исполнение линии: УХЛ-4 по ГОСТ (температура окружающего воздуха от +10°С до +35°С; относительная влажность 80% при температуре +25°С).
1.3.Линия предназначена для эксплуатации в условиях закрытого помещения класса П-II а по ПЭУ.
1.4.Категория производства "В" по СНиПП-90-81.
1.5.Для эксплуатации и обслуживания линии должны быть предусмотрены: основные проходы по общему фронту оборудования - не менее 1 метра; проходы между стенками помещения и оборудованием - не менее 1 метра.
1.6. Эксплуатация линии должна осуществляться в полном соответствии с общей действующей системой стандартов по безопасности труда и при соблюдении специфических мер безопасности, приведенных ниже.
1.7. С целью практического устранения возможного техногенного воздействия на окружающую среду изготовитель рекомендует при эксплуатации оборудования использовать следующие инженерные методы ее экологической защиты:
-очистку воздушного потока вытяжной вентиляции;
-переработку технологических отходов во вторичное полимерное сырье
(вторичный гранулят).
На базе данной линии (при модернизации и оснащении дополнительными опциями) возможно изготовление следующих типов пакетов:
· с прорубной ручкой/ с прорубной усиленной ручкой и фальцованным дном пакета;
· куриных пакетов/куриных пакетов с перфорированным клапаном и отверстиями для клипс;
· хлебных пакетов
2. Технические характеристики.
1. | Тип перерабатываемой пленки | ПЭВД, ПЭНД, ПП |
2. | Тип оборудования | 2-х дорожечный |
3. | Толщина пленки, мкм | для ПЭНД 6..50 для ПЭВД 15..50 |
4. | Максимальный размеры отрезаемых пакетов при работе в две дорожки, мм по ширине по длине | 500 360 |
5. | Максимальный размеры отрезаемых пакетов при работе в одну дорожку, мм По ширине По длине | 500 760 |
6. | Минимальная ширина рулона, мм | 90 |
7. | Максимальная производительность при толщине пленки 7…15 мкм, ударов/мин
| 150 шт 300 шт |
8. | Максимальный диметр разматываемого рулона, мм | до 500 |
9. | Рабочее давление сжатого воздуха, кг/см2 | 4..6 |
10. | Максимальная потребляемая мощность линии, кВт в том числе: электродвигатель главного привода электродвигатель сервопривода подачи электродвигатель транспортёра нагревательные элементы | 6,9 1,5 3,0 0,37 2,0 |
11. | Габаритные размеры в плане, мм слева направо спереди назад | 3100 1330 |
12. | Высота, мм | 1200 |
В связи с постоянной работой по совершенствованию линии, направленной на повышение его надежности и улучшение условий эксплуатации, в конструкцию могут быть внесены незначительные изменения, неотраженные в настоящем издании.
3.Состав изделия.
3.1. Состав изделия приведен в таблице 1 и на рис.1.
Таблица 1
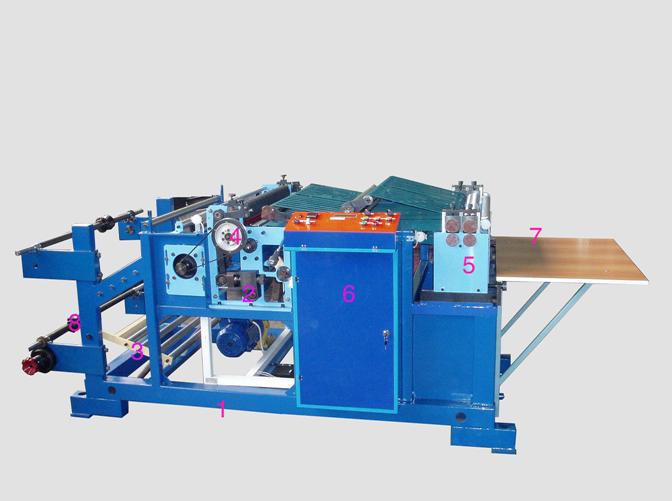 |
Рис.1 Линия по производству полиэтиленовых пакетов
Модели ВМ-ПАК - Ф2
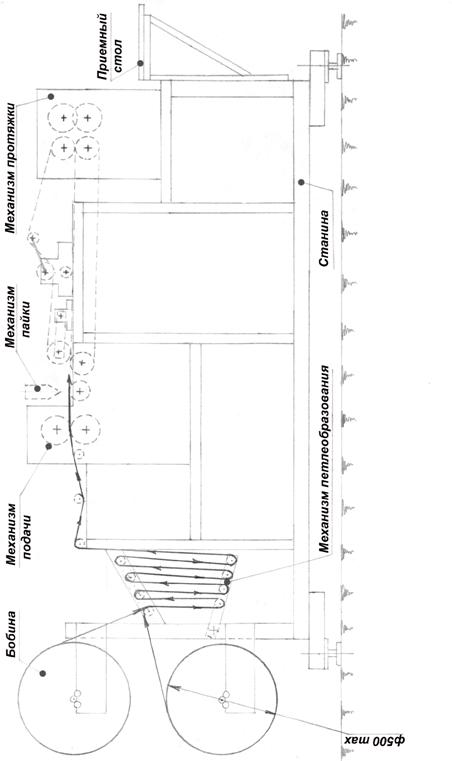 |
Рис. 2 Схема заправки и прохождения пленки.
II. ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ.
1. Устройство и принцип работы линии.
1.1. Принцип работы линии
Намотанная на шпулях пленка в виде рулона, устанавливается на валки с конусами таким образом, чтобы долевой боковой разрез пленки приходился к середине станка, затем катушка плотно закрепляется к валку. После чего валки с катушками устанавливаются на соответствующие кронштейны с роликами, а концы пленки поочередно пропускают через стационарно установленные на станине пассивные валки и через валки, установленные на качающиеся рамки, затем через промежуточные пассивные валки пленку подводят в зону спайки, предварительно пропустив конец пленки через направляющие, выполненные в виде решетки, и обрезиненные валки подачи с заранее приподнятым верхним валком.
Схема заправки и прохождения пленки через механизм петлеобразования показана на рис.2.
Опустить верхний обрезиненный валок подачи и в толчковом режиме проверить правильность подачи без проскальзывания и чрезмерного натяжения полотна, которое обеспечивается тормозом, установленным на соответствующих кронштейнах размотки.
Включить нагреватели, установленные на спаечном ноже, до заданной температуры.
Включить привод транспортера, на тихоходном режиме произвести спайку, отрыв и протяжку пакета на выход к оператору. Опробовать несколько спаянных пакетов на предмет качества свариваемых швов, при необходимости произвести подналадку. При получении положительных результатов станок практически готов к работе. На пульте управления установить необходимую ширину (длину) пакета, производительность и количество пакетов в упаковке (принцип подбора изложен в разделе «Электрооборудование»).
Включить пневматику, которая используется для удержания пакета до момента спайки. В момент подъема сварочного элемента (ножа) нижний ряд сопел отделяет материал от нижнего сварочного элемента (стола) и посредством струи воздуха перемещает на следующий отрезок транспортера с помощью верхнего приводного ведомого валка.
Вдоль пробега материала и пакетов смонтированы антистатические штанги, забирающие с материала статические разряды и обеспечивающие легкую обработку пакетов.
1.2. Краткое описание устройства линии.
1.2.1 Механизм спайки (см. рис.3 и 4)
Механизм спайки является главным узлом линии, служащим для привода и регулировки верхнего спаечного ножа. Привод главного вала 1 осуществляется от мотор-редуктора 2, расположенного в нижней части станины через цепную передачу 21. Далее от кривошипов 3, расположенных по торцам вала 1, привод передается на двуплечий рычаг 4 через серьгу 5. Между серьгой 5 и кривошипом 3 расположена демпферная пружина 6, служащая амортизатором и предохранителем от непредвиденных аварийных ситуаций, а гайкой 7 возможно подрегулирование усилия спайки. На другом конце двуплечевого

Рис.3 Главный приводной вал.

Рис. 4 Механизм спайки.

Рис. 5 Механизм подачи.
рычага 4 крепится спаечный элемент (нож) 8, винтом 9 (см. рис.4) которого можно производить тонкую регулировку зазора по горизонтали между нижним спаечным столом 10 и ножом 8. Нижний спаечный стол 10 выполнен из двух частей, сидящих на общей оси, закрепленной на боковых щеках 11. Нижний спаечный стол 10 с помощью поворота эксцентриковой оси 12 может незначительно переламываться в горизонтальной плоскости, обеспечивая при необходимости удаление выпуклости (вогнутости) верхнего спаечного ножа в процессе длительной эксплуатации.
1.2.2. Механизм подачи (см. рис 5).
Механизм подачи состоит из верхнего 13 и нижнего обрезиненного валка 14, привод которого осуществляется от сервопривода, установленного на плите 15 через зубчатые шкивы 16, 17 и плоский ремень 18. Подъём верхнего обрезиненного валка во время заправки плёнки в зону спайки и опускание его во время подачи осуществляется с помощью винтов 19. Механизм подачи и спайки монтируется между двумя боковыми щеками 11 скрепленными стяжками 20, что создает удобство при ремонтно – восстановительных работах и возможность выемки их из проема станины. В этом блоке также находятся ось 22 (см. рис.3), на которой крепится рычаг с роликом 23, привод которого осуществляется от кулака 24, сидящего на ступице 25, установленной на главном валу 1.
На главном валу 1 (см. рис.3) также установлены ступицы 27 с разрезными противовесами 26 местоположением, которых опытным путем устраняется дисбаланс, что обеспечивает благоприятную работу станка при максимальной производительности. Кроме этого на валу 1 устанавливаются два разрезных кулачка, местоположением которых определяется работа командоаппарата и правильность работы линии в целом.
Между боковыми щеками (см. рискрепится балка 28 в виде швеллера, на которой устанавливается опора 29 под ось 12 привода нижнего спаечного элемента (стола) во время его переламывания.
1.2.3. Механизм протяжки (транспортер) (см. рис 6 и 7).
Механизм протяжки представляет собой две пары ведущих и ведомых валков с установленными на них плоскими ремнями, между которыми происходит транспортировка пакетов из зоны их спайки в зону рабочего места оператора. Нижний транспортер состоит из нижнего ведущего валка 30, установленного в боковых щеках 31, нижнего ведомого валка 32, установленного в щеках 11, широких транспортерных лент 33 (в количестве 8 шт.), установленных между валками, натяжение которых осуществляется винтами 34 с помощью передвижения щек 31 в направляющих 35.
Верхний транспортер состоит из верхнего ведущего валка 36, установленного в подвижных опорах боковых щек 31, верхнего ведомого валка 37,установленного в опорах подвижного рычага 38, качающегося в отдельных опорах 39, узких транспортерных лент 40 (в количестве 16 шт.), установленных между валками, натяжение которых осуществляется через промежуточный верхний валок 41, закрепленный в опорах рычагов 42, установленных на оси нижнего валка 43, поворот которого осуществляется через рычаг 44 с помощью гайки 45.
Привод верхнего ведомого валка 37 осуществляется от кулака 24 (см. рис 3) через систему рычагов, серег верхних 46 и нижних 47 с помощью талрепа 48, поворотом которого осуществляется изменение усилия отрыва спаянного пакета во время смыкания его между неподвижным валком 32 и подвижным валком 37.
Излишнего усилия смыкания валков не допускается, ищите другие причины неотрыва пакета.
 |
Рис. 6 Механизм протяжки.
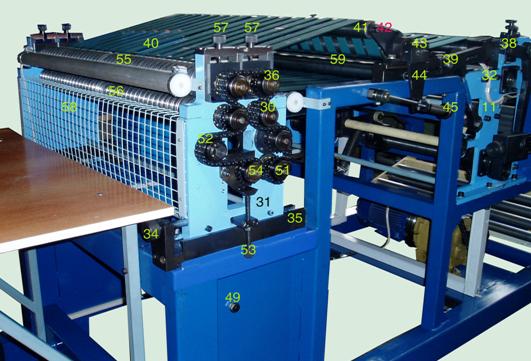
Рис. 7 Привод механизма протяжки.
Привод транспортера осуществляется от электродвигателя, установленного на качающейся подмоторной плите 49 через клиноременную передачу 50 на приводной вал 51 и цепную передачу 52. Натяжение цепной передачи осуществляется с помощью винта 53 через ролик натяжения 54.
В механизме протяжки рядом с приводными ведущими валками установлены дополнительно два приводных валка - верхний 55 и нижний 56 с волнообразными профилями, по поверхностям которых проскальзывает пакет, что придает жесткость ему на выходе. Привод валков осуществляется от цепной передачи 52. Величина смыкания нижних ведущих валков 30 или 56 с верхними подвижными валками 36 или 55 осуществляется с помощью винтов 57, путем перемещения опор подвижных валков вверх или вниз по пазам боковых щек 31.
Для стабильного смыкания верхних и нижних ветвей плоских транспортерных ремней предусмотрен пассивный валок 59, перемещением которого в опорах вверх или вниз определяют необходимую величину смыкания.
Во избежание попадания пакетов внутрь линии со стороны оператора предусмотрена сетка 58, которая крепится на боковых щеках 31 при помощи планок.
1.2.4. Механизм петлеобразования и размотки (рис.8).
Механизм петлеобразования состоит из двух рабочих валков размотки 60, с установленными на них конусами 61, и одиннадцати алюминиевых пассивных валков 62:
o на качающейся подпружиненной рамке-4;
o на косой перемычке станины-4;
o на соответствующих местах на станине-3.
Во избежание распушивания пленки на разматываемой бобине за счет инерционных сил, на щеках крепления бобин предусмотрены тормозные устройства 64, с помощью маховичка 65 устанавливается усилие торможения. Во избежание отрыва валка размотки 60, по мере уменьшения бобины предусмотрена откидная скоба 66, которая удерживается в замкнутом положении с помощью фиксатора 67. Для удержания разматываемой пленки в постоянном натяжении в механизме предусмотрена подпружиненная качающаяся рамка 63 с пассивными валками 62.

Рис. 8 Механизм петлеобразования и размотки.
2.1 Электрооборудование.
2.1.1 Состав электрооборудования.
Электрооборудование линии состоит из шкафа и пульта управления.
В шкафу расположены частотные преобразователи привода ножа 3G3MV AB007 и конвейера 3G3JV-AB007, сервопривод XtrDrive, источник питания =24В, автоматы питания нагревателей ножа, вводной автомат.
На панели управления расположены дисплей и клавиатура контроллера, регулятор ножа E5CN, выключатель и задатчик скорости конвейера, кнопки "Пуск", "Стоп", "Толчок Вал Вперед/Назад", “Толчок Нож”.
Вдоль прохода подаваемого материала установлены два разрядника, предназначенные для снятия электростатического заряда с материала и более легкой укладки пакетов.
На станине расположен антистатический высоковольтный преобразователь.
2.1.2 Описание работы.
При включении питания на дисплее контроллера отображается
Загрузка
Параметров...
В это время контроллер производит загрузку программы в сервопривод и параметров в привод ножа (заданную частоту, состояние выходного реле). Для каждого типа ведомого устройства используется свой протокол обмена. Протоколы обмена описаны в соответствующих руководствах. Для сервопривода скорость обмена – 19200 бод, формат байта 7E1, адрес 0. Для привода ножа скорость обмена – 9600 бод, формат байта 8E1. Адрес привода ножа = 1.
Затем индикация меняется на рабочую:
Кол 000 Нож 120
Длина 300 Стоп,
где «000» - содержимое счетчика пакетов, «120» – скорость привода ножа, ходов/мин, «300» – длина пакета, мм, «Стоп» - состояние линии. Кнопками "Толчок Нож" и «Толчок Вал Вперед/Назад» производится движение соответственно ножа и вала протяжки в толчковом режиме.
При нажатии кнопки "Пуск" контроллер включает привод ножа и антистатик. При наезде кулачка на датчик SQ1 старта протяжки контроллер даёт телеграмму старта протяжки на сервопривод. По окончании протяжки при включенном маркерном датчике сервопривод выдает сигнал длительностью 50 mS на вход контроллера. Отсутствие этого сигнала свидетельствует о пропущенной метке. Счетчик пакетов увеличивается на единицу. При поступлении сигнала с датчика SQ1 старта протяжки контроллер дает телеграмму старта протяжки на сервопривод и начинается изготовление следующего пакета.
При достижении заданного в параметре "кол-во пакетов" количества пакетов контроллер вычисляет время задержки снятия сигнала «Работа» с привода ножа относительно момента прихода сигнала с датчика SQ1. Эта задержка зависит от скорости ножа. По истечении времени задержки снимается сигнал "работа" с привода ножа, и привод выполняет регенеративное торможение вала в верхней мертвой точке.
Затем выдерживается пауза длительностью, заданной в параметре "Пауза" и цикл повторяется.
При нажатии кнопки "Стоп" линия завершает выдачу очередного пакета и выполняет торможение вала в верхней мертвой точке. Показания счетчика пакетов при этом сохраняются. В этом состоянии можно просматривать и изменять параметры машины.
2.1.3 Описание параметров.
«Кол-во пакетов » – количество пакетов в цикле
«Пауза (с)» – пауза между циклами в десятых долях секунды
«Ск. ножа(ход/мин)» – число ходов ножа в минуту (производительнось).
«Длина пакета(мм)» - длина пакета в миллиметрах.
«Ск. серво(об/мин)» - максимальная скорость протяжки пленки в об/мин вала серводвигателя.
«Вр. разгона (с)» - время разгона и торможения сервопривода от 0 до 2500 об/мин
«Маркер(Вкл/Выкл)» – режимы работы маркерного датчика.
- Выкл – выключен
- Вкл – На расстоянии, заданном в параметре «Зона захвата», от конца протяжки сервопривод переходит на пониженную скорость, которая задается в параметре «Ск. захвата», и в момент появления метки останавливает протяжку.
«Зона захвата(мм)» - зона захвата метки.
«Стоп проп. меток » - количество пропущеных меток перед остановкой машины. Если установлен 0, то остановка машины по потере метки не производится
«Ск. захв.(об/мин)» - скорость захвата метки в об/мин серводвигателя.
Для редактирования значения параметра нужно остановить машину, нажать "Ввод", выбрать с помощью кнопок "j","l" нужный параметр, нажать "Ввод", установить требуемое значение параметра с помощью кнопок "j","l", нажать "Ввод" для сохранения параметра и выхода или "Вых" для выхода без сохранения, затем нажать "Вых" для выхода в рабочий режим.
При выходе в рабочий режим контроллер производит запись программы в сервопривод и параметров в привод ножа через последовательный порт (интерфейс RS-485).
2.1.4 Сообщения об ошибках.
В процессе работы машины могут возникать ошибки, сообщения о которых выводятся на дисплей контроллера. Сообщения разделены на три группы:
1.«Ошибка # xxx» - Ошибка цикла. Появляется, если в отведенное на цикл время не пришел сигнал от датчика старта протяжки SQ1. Номер ошибки индицирует состояние машины в момент истечения времени, отведенного на выполнение цикла.
2.«Ошибка сервопривода # xxx». Коды ошибок сервопривода перечислены в руководстве на XtraWare. Перевод на русский в таблице 1.
Таблица 1. Коды ошибок XtraDrive
Код | Сообщение | Описание |
1 | Переполнение последователього буфера | Последовательные команды были переданы в буфер быстрее чем выполнены |
2 | Переполнение буфера немедленного исполнения | Последовательные команды были переданы в буфер быстрее чем выполнены |
4 | Слишком много строк программы или недопустимый номер строки | Номер строки программы или 0, или больше чем 100 |
5 | Ошибка контрольной суммы | Неверная контрольная сумма показывает, что в процессе передачи телеграммы была ошибка(помеха) |
6 | SET_VAR: Недопустимый индекс переменной | В команде SET_VAR (установка переменной) был использован недопустимый индекс |
7 | Переменная только для чтения | Позиция не может быть установлена в ноль пока мотор двигается |
8 | Неверный код команды | Команда не существует в списке команд |
9 | Неверный режим движения для команды SET_ZERO_POSITION. Прежде дайте команду STOP_MOTION | SET_ZERO_POSITION не может быть исполнена, если буфер Команд Движения не пустой, или совершается движение. |
10 | Переполнение буфера ответов | Буфер ответов переполнился из-за слишком частой подачи команды GET_VAR |
11 | Принята неполная телеграмма | Превышен лимит времени на передачу телеграммы |
12 | Телеграмма слишком длинная | Длина телеграммы, переданной в XtraDrive, ограничена 64 символами |
13 | Параметр С-Фазы энкодера не установлен | С-Фаза энкодера не определена в параметре Pn190 |
14 | Недопустомое распределение входов | Дискретный (цифровой) вход сконфигурирован для более чем одной функции |
15 | Недопустомое распределение выходов | Дискретный (цифровой) выход сконфигурирован для более чем одной функции |
16 | Выбраный вход/выход не используется | Выбранный вход/выход не определен как событие |
17 | Команда запрещена в этом Методе Управления | Неверный Метод Управления для последовательных команд. Установите параметр Pn000.1=D |
18 | Ошибка сохранения параметров в процессе Автонастройки | Связывайтесь с изготовителем |
19 | Ошибка сохранения параметров | Связывайтесь с изготовителем |
20 | Мотор движется при подаче команды CONTROL_ON | XtraDrive определил, что мотор движется во время первой после включения питания подачи команды CONTROL_ON |
22 | Автонастройка разрешена только в режиме Программных Команд | Автонастройка разрешена только в режиме Последовательных Команд. Измените Метод Управления, установив параметр Pn000.1=D |
23 | Программа уже выполняется | Требуемая программа перемещения не может быть выполнена, потому что предыдущая программа еще выполняется |
24 | Переменная не существует | |
25 | Неверная установка пользовательских единиц пересчета длины, скорости и ускорения | |
26 | Неверная установка скорости, ускорения или S-сглаживания | |
27 | Недопустимый параметр | |
28 | Переполнение буфера чтения EEPROM | |
31 | Команда HOME: обе скорости в одном направлении | |
33 | Команда HARD_HOME: Момент превышает ограничение момента | |
34 | Невозможно загрузить/удалить программу | |
64 | A.02: ошибка параметров | |
65 | A03: Ошибка энкодера | |
66 | A04: Ошибка установки параметров | |
67 | A05: Неверная комбинация мотора и сервоусилителя | |
68 | A10: Сверхток или перегрев сервоусилителя | Проверьте питание 24 В. Отклонение не должно превышать +/- 5% |
69 | A30: Ошибка регенерации(торможения) | Увеличивайте время разгона или уменьшайте скорость сервопривода или производительность |
70 | A32: Перегрузка при регенерации(торможении) | Увеличивайте время разгона или уменьшайте скорость сервопривода или производительность |
71 | A40: Повышенное напряжение питающей сети | Проверьте питание 380 В |
72 | A41: Пониженное напряжение питающей сети | |
73 | А51: Превышение скорости | |
74 | А71: Перегрузка: повышенная нагрузка | |
75 | А72: Перегрузка: пониженная нагрузка | |
76 | А73: Перегрузка динамического тормоза | |
77 | А74: Перегрузка ограничительного резистора | |
78 | А7А: Перегрев сервоусилителя | |
79 | А81: Ошибка абсолютного энкодера | |
80 | А82: Ошибка контрольной суммы энкодера | |
81 | А83: Ошибка батареи абсолютного энкодера | |
82 | А84: Ошибка данных абсолютного энкодера | |
83 | А85: Превышение скорости абсолютного энкодера | |
84 | А86: Перегрев энкодера | |
85 | АВ1: Ошибка чтения входа заданной скорости | |
86 | АВ2: Ошибка чтения входа заданного момента | |
87 | ABF: Системная тревога | |
88 | AC1: Перебег | |
89 | AC2: Ошибка поиска фазы | |
90 | AC8: Ошибка очистки абсолютного энкодера или ошибка установки многооборотного предела | |
91 | AC9: Ошибка обмена с энкодером | |
92 | ACA: Ошибка параметров энкодера | |
93 | ACB: Ошибка ответа энкодера | |
94 | ACC: Рассогласование многооборотного предела | |
95 | AD0: Переполнение ошибки позиции | |
96 | AE7: Ошибка определения дополнительного модуля | |
97 | AF1: Обрыв фазы питания | Проверьте питание 380 В |
112 | A91: Перегрузка (предупреждение) | Устраните причину перегрузки |
113 | A92: Перегрузка при торможении (предупреждение) | Увеличивайте время разгона или уменьшайте скорость сервопривода или производительность |
128 | Ссылка на недопустимую метку или отсутствует команда END | Выполнение программы было передано на несуществующую метку |
129 | Команда неприменима в этом режиме программирования | Не все команды применимы во всех режимах программирования. Эта команда не применима для этого режима. |
130 | Не могу выполнить это перемещение с данным ускорением (временем разгона) | Требуемое перемещение не может быть выполнено. Установленное время перемещения слишком мало для данного ускорения. |
131 | Не могу выполнить это перемещение с данной скоростью | Требуемая скорость для данного перемещения больше максимальной скорости мотора. Установите меньшую скорость. |
134 | Слишком низкая скорость | |
135 | SET_VAR: Значение переменной выходит за допустимые пределы | Значение переменной в команде SET_VAR выходит за допустимые пределы |
136 | Ошибка потока программы | Ошибка потока программы: RETURN без CALL или слишком глубокая вложенность CALL |
137 | Заданное время перемещения слишком мало для данного времени S-сглаживания | Время S-сглаживания превышает максимум 64000 мкС |
139 | Не указан датчик исходного положения | Не указан датчик исходного положения. См. команды HOME_SW и HOME_SW_C в руководстве XtraWare Manual-RevC |
140 | Перемещение не может быть выполнено пока CONTROL_OFF | Перемещение не может быть выполнено пока мотор заблокирован. Убедитесь, что мотор разблокирован (CONTROL_ON) перед подачей команд перемещения |
141 | TORQUE_LIMITS: Недопустимые пределы момента | Максимальный предел момента меньше минимального |
142 | Недопустимая или повторяющаяся метка | Номер метки или 0 или больше чем наибольший номер строки программы |
143 | Недопустимый номер входа | Вход, на который ссылается команда, не определен как событие |
144 | Недопустимый номер выхода | Недопустимый номер выхода в команде SET_OUT |
146 | Автонастройка уже идет | Процесс автонастройки уже идет. Он не может быть перезапущен пока процесс не закончится. |
149 | Не могу разблокировать мотор | Проверьте питающую сеть |
151 | Положительное ограничение перемещения | |
152 | Отрицательное ограничение перемещения | |
255 | Переполнение буфера ошибок | Связывайтесь с изготовителем |
3. «Ошибка связи с приводом ножа#xxx». Может возникнуть в процессе загрузки параметров в привод ножа.
Таблица 2. Коды ошибок привода ножа 3G3MV
Код | Ошибка | Описание |
1 | Ошибка кода функции | Задан код функции, отличный от 03, 08 или 10 Hex. |
2 | Ошибка номера регистра | Указанный номер регистра не был зарегистрирован. Сделана попытка прочитать регистр команды RUN. |
3 | Ошибка количества данных | Количество читаемых или записываемых регистров не в диапазоне от 1 до 16 Количество регистров сообщения DSR, умноженное на два, не совпадает с числом байтов сопровождающих данных |
33 | Ошибка настройки данных | Установка данных запрещена и вызывает ошибку ОРЕ (с ОРЕ1 по ОРЕ9). Записываемые данные не в пределах допустимого диапазона. |
34 | Ошибка режима записи | Работающий Инвертор принял сообщение DSR на запись данных в параметр, запись в который запрещена в процессе работы. Была принята команда RUN в процессе работы Инвертора. Инвертор принял сообщение DSR на запись данных в момент обнаружения UV (падение напряжения). Инвертор принял команду RUN в момент обнаружения UV (падение Напряжения). Инвертор, обнаруживший F04 (авария инициализации памяти), принял сообщение DSR, отличное от инициализации параметров (при n001 равном 8 или 9). Инвертор, обрабатывающий записываемые данные, принял сообщение DSR на запись новых данных. Было принято сообщение DSR, адресованное к регистрам, доступным только по чтению. |
255 | Инвертор не отвечает | Проверьте кабель связи |
