

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
 Государственное бюджетное образовательное учреждение
Государственное бюджетное образовательное учреждение
Саратовской области среднего профессионального образования «Саратовский техникум промышленных технологий
и автомобильного сервиса»
Освоение технологии ленточного пиления в условиях производства
Выполнил: студент группы С-124
Зинатулин Никита
Руководитель:
Саратов
2013
Содержание
Введение. 3
Основная часть. 5
Выводы и предложения. 15
Список литературы и интернет-ресурсов. 16
Введение
Актуальность
Ленточная резка металла, обеспечивающая высокие показатели производительности при снижении трудоемкости, энергоемкости и металлоемкости производства, является одной из наиболее востребованных технологий современного металлорежущего производства.
По сравнению с другими традиционными методами обработки ленточнопильная технология имеет существенные преимущества:
- процесс резания осуществляется непрерывно.
- низкая стоимость режущего инструмента.
- высокая производительность.
- практически неограниченные возможности резания различных материалов.
- высокая точность и минимальная шероховатость реза.
- минимальный расход металла в стружку (узкий пропил).
- экономия электроэнергии.
Общий принцип резания в ленточнопильной технологии, характеризуется тем, что пила сваренная в кольцо, вращается на двух шкивах и опускается под действием веса рамы или гидроцилиндра. Ленточнопильное оборудование легко настраивается и быстро переналаживается и позволяет осуществлять разнообразные виды резания - контурное пиление, отрезка под различными углами, резка заготовок собранных в пакеты.
Ленточная пила толщиной 0.6-2 мм обеспечивает минимальные потери материала в стружку при высокой производительности для обеспечения которой необходимо выбрать условия работы инструмента в целом и параметр режимов резания, обеспечивающих ленточное пиление.
Цель и содержание работы. Методы ее решения.
Целью работы является оптимизация выбора параметров обработки и прогнозирование производительности на основе рекомендаций производителей ленточнопильного оборудования, полотен и анализ их применения в условиях производства.
Для достижения поставленной цели в работе решаются следующие задачи:
1. Провести сравнительный анализ выбора параметров обработки рекомендуемых производителем оборудования и фактически установленных в реальных условиях производства.
2. Провести анализ стойкости и критериев отказа ленточных пил для данного типа оборудования.
Основная часть
Условия выбора параметров обработки.
Оценка режимов резания и других параметров резки ленточной пилой производилась в производственных условиях при отрезке заготовок из круга диаметром 32мм, сталь - 45, пакетом из двух прутков, площадью сечении
16,1 см2 , на автоматическом одностоечном ленточнопильном станке PEGAS 235x 315 A CNC с системой PEGAS CNC-1 для программирования девяти программ резки.

Фотография 1 Ленточно-пильный станок PEGAS

Фотография 2 Станок. Пульт управления

Фотография 3 Качество реза
Технические особенности данного оборудования:
- две скорости движения полотна 40 м/мин и 80 м/мин
- регулировка скорости движения подачи дроссельным клапаном от 0 min до 10 max.
- автоматический контроль натяжения полотна.
Применяемый инструмент: биметаллическая пила «EBERLE PEGAS» duoflex R Super M51, типоразмером 2825x27x0.9 мм с переменным шагом 4/6. Данная пила подобрана опытным путем на основе испытаний пил других производителей применяется в производстве при отрезке круга диаметром 32 мм, сталь - 45 в течение пяти лет, обеспечивая максимальную производительность и стойкость пилы.
|
|
Фотография 4 Фото пил «Eberle Pegas» |


Пила изготовлена из быстрорежущей инструментальной стали (HSS) с наличием в сплаве 10% кобальта и 10% вольфрама, твердость зуба в станке с передним углом зуба 100
При отрезке применяется СОЖ «Автокат-Ф-78»разведенная 1:10.
Определение параметров ленточной резки по рекомендациям производителей и на практике.
Технологический процесс ленточной резки характеризуется следующими режимами резания: скорость движения зубьев пилы V(м/мин) – линейная скорость движения пильного полотна, подача S мин (мм/мин)- скорость вертикального перемещения пильной рамы относительно заготовки, производительность ленточного пиления Q (см2/мин)- количество материала в см2- площадь в м2 которую распиливает один метр пильного полотна.
При использовании рекомендаций по выбору режимов резания и производительности ленточного пиления на практике первым этапом следует выбор полотна по шагу. Проводя анализ выбора полотна по шагу в каждой группе материалов и типоразмеров заготовок в справочных данных каждого производителя ленточных полотен, существуют рекомендуемые диапазоны выбора полотен по шагу.
Таблица 1
Диапозон диаметров заготовок (мм) | Рекомендуемый переменный шаг | Шаг 4/6 рекомендуемый для диаметра (мм) | Торговая марка полотна |
20-40 | 8/12 | 60-100 | SWORDMASTER |
25-35 | 6/10 | 55-120 | HONSBERG |
20-40 | 5/8 | 40-80 | EBERLE |
Из таблицы следует, что на практике выбор полотна по шагу может быть скорректирован в соответствии с наибольшей производительностью резки. Для пил «EBERLE» шаг 4/6, рекомендуемый диапазон диаметров 40-80 мм, а на практике данная пила показала наибольшую производительность на диаметре 32 мм – 40 мм.
Далее на втором этапе производится выбор и регулировка параметров резания (скорости ленточной пилы и скорости подачи). Производители рекомендуют подбирать скорость резания и минутную подачу по типу стружки, которая получается при резке:
|
|
Рисунок 1 Виды стружки, рекомендуемые производителем А — очень тонкая и мелкая стружка указывает что зуб не успевает врезаться и поэтому стружка не получается завитой. В этом случае следует постепенно увеличивать подачу консоли или уменьшить скорость ленточной пилы до образования стружки типа "C". В — толстая, крупная или голубоватая стружка указывает, что ленточная пила перегружена, т. е. зуб врезается слишком глубоко тем самым значительно увеличивается нагрузка на режущие зубья и снижается ресурс ленточной пилы. Работая в таком режиме может произойти скалывание или стесывание нескольких зубьев, а если это произошло то через некоторое время все остальные зубья также придут в негодность из-за возникших ударных нагрузок в зоне где выкрошились зубья. Следует уменьшить подачу консоли или увеличить скорость ленточной пилы до образования стружки типа "C". С — нормальная широкоскрученная стружка (типа "кудряшки") указывает на правильные параметры резки | Фотография 5 Фотография вида стружки, практически образующаяся на выбранных режимах резания (соответствует типу С) |

Данное сравнение стружек является субъективным фактором, поэтому на практике при планировании производительности процесса следует поступать следующим образом:
1. Выставляется скорость движения ленточной пилы (скорость резания мм/мин) по таблице производителя в соответствии с маркой обрабатываемого материала.
Таблица 2
Рекомендуемые скорости резания
Марка материала | Скорость резания V (м/мин) | Производительность Q (см2/мин) |
Сталь 20-45 | 60 | 40-60 |
2. Определяется расчетом фактическая минутная подача по средней производительности согласно табл.2.
2.1. Рассчитывается теоретическое время резания:
Трез = S/Q
где S – поперечного сечения разрезаемого материала.
Q = 50 см2/мин средняя величина производительности.
2.2. Определяется величина подачи:
Sмин = d/Tрез
2.3. По графику рис.1. зависимости скорости подачи определяется положение переключателя регулятора гидравлической подачи:
|

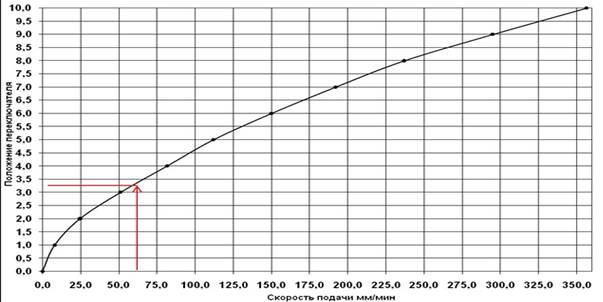
Рисунок 2 Скорость подачи на практике при отрезке круга 

Фотография 3 Фактическое положение регулятора движения подачи
3. Проводится пробная резка заготовок и устанавливаются практически режимы резания согласно планируемой производительности.
Таким образом табличные режимы резания недостаточно точно отражают работу режущего инструмента и являются ориентировочными при выборе параметров обработки.
Анализ стойкости и критериев отказа ленточных пил.
Теоретически за стойкость полотен производители пил принимают отношение площади сечения резов на один погонный метр пилы 1.5 м2/м. п.
Для рассматриваемых условий резки круга диаметром 32 мм из стали 45 пилой 2825x27x0.9мм, получаем теоретическую стойкость (1.5-2.5)x2.82=4,23
Фактическая стойкость рассчитывается по формуле:
C= (SxN)/10000 (м2)
где S – площадь сечения заготовок ( )
)
N – количество резов (шт.)
![]()
![]()
![]()
![]()
Средняя стойкость пил равна - 2,9
Хронометражные наблюдения и статистический анализ на практике показали:
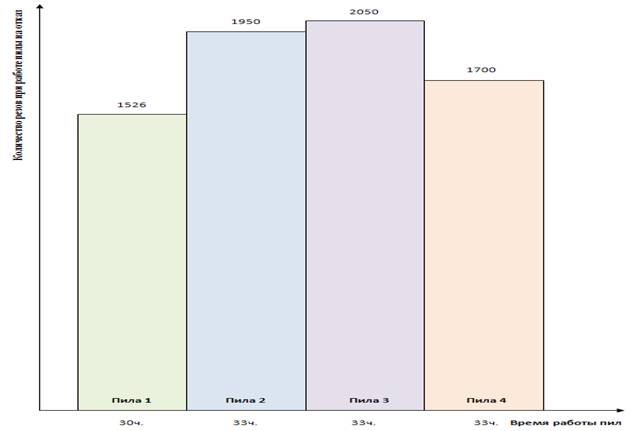
Рисунок 6 Анализ стойкости пил
Из анализа сравнений стойкости пил теоретической и определенной на практике следует, что фактическая стойкость пил на практике составляет 69% от теоретической, т. е. производители полотен завышают теоретическую стойкость пилы.
По данным производителей ленточных пил основными критериями выхода из строя являются:
Таблица 3
Повреждение полотна и их причины
Фототип | Причина |
Преждевременный разрыв полотна
| Неправильно подобранное полотно - зубья слишком крупные С лишком высокое натяжение полотна Боковые направляющие слишком тугие Повреждены или неправильно установлены боковые направляющие Слишком сильная подача Неправильно подобранна охлаждающая жидкость Диаметр колеса слишком мал для полотна Полотно трется о кромку колес Зубья касаются рабочей поверхности до начала работы станка Неправильная скорость пилы |
Преждевременное притупление зубов
| Зубья работают в неправильном направлении - пила установлена в обратном направлении Пила не обкатана, или обкатана неправильно Твердые включения в материале Рабочий материал закаленный Неправильно подобрана охлаждающая жидкость Неправильная концентрация охлаждающей жидкости Слишком легкая подача Слишком маленькие зубья |
Неравномерный разрыв Указывает на движение материала
| Периодическая круговая подача выходит за «маршрут» Материал не закреплен в тисках |
Трещины из межзубной впадины
| Черезмерное натяжение полотна Чрезмерное усилие подачи Проблемы с направляющими: Слишком сжаты Изношены или повреждены Разрегулированы |



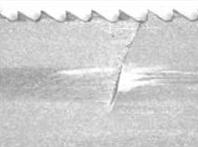
Практически установлено, что при наработке пил на отказ на данном оборудовании основными дефектами пил являются:
|
|
Фотография 4 Трещина одиночная в верхней части | |
|
|
Фотография 5 Разрыв полотна | Фотография 6 Трещина полотна сетчатая в верхней части |




Выявлены дефекты пил:
80% случаев трещины одиночные и сетчатые в верхней части в верхней части полотна, которые не определяют производители пил. Требуют детального изучения параметров обработки в технологической системе: станок - приспособление - инструмент - заготовка.
Выводы и предложения
1. Рекомендуемые табличные нормативы режима резания производителей оборудования и пил недостаточно точно отражают работу режущего инструмента и являются ориентировочными. Для достижения на практике максимальной производительности необходимо выполнить следующие условия:
- обеспечить соответствие норм точности и жёсткости ленточнопильного станка его паспортным данным;
- уточнять режимы резания расчётом для конкретных условий работы;
2. Производить выбор ленточнопильного оборудования с учётом:
- обеспечения широкого диапазона регулировки скоростей ленточной пилы.
- с наличием регулятора скорости подачи тарированного в мм/мин.
- имеющего индикатор натяжения ленточного полотна или встроенный тензометр.
Статистическое исследование характера разрушений ленточного полотна и его стойкость на практике позволяет повысить производительность оборудования и увеличить срок службы инструмента.
Список литературы и интернет-ресурсов
1. Литвинов режимов резания на ленточнопильных станках/ , , // Станки Инструмент(СТИН). -2010.-№10, - с.5-8.
2. Литвинов режимы резания и обоснование выбора шага ленточных пил при обработке материала на ленточнопильных станках/ , // Научный журнал «Успехи современного естествознания» - 2009.-№8, с.89-90
3. Оборудование: рынок и предложение, цены. -2002. - №3
4. Оборудование и инструмент. – 2008. - №4
5. www. *****
