

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
ЛЕКЦИЯ № 16семестр)
Тема 3. Ассортимент, требования и свойства вспомогательных материалов. Ассортимент, требования и свойства прокладочных материалов. (6 часа)
Вопросы, рассматриваемые на лекции №16-18.
1. Артикул, ассортимент, требования и свойства ветрозащитных прокладочных тканей.
2. Артикул, ассортимент, требования и свойства прокладочных материалов без клеевого покрытия,
3. Артикул, ассортимент и свойства прокладочных материалов с клеевым покрытием. Требования к клеям и материалам.
Ассортимент, требования и свойства прокладочных материалов
В качестве прокладочных материалов применяют: ветрозащитную прокладку, бортовые тканые и нетканые материалы с клеевым покрытием и без него.
Прокладочные материалы применяют: во-первых, для придания деталям одежды определённой формы и её сохранения; во-вторых - для упрочнения участков одежды и предохранения их от растяжения.
1. Ветрозащитная прокладочная ткань
Наибольшее распространение получили ветрозащитные прокладочные ткани арт. 35123, 52118, 55030, 56146 и 56356.
Ветрозащитная прокладочная ткань арт. 35123 вырабатывается саржевым переплетением. В основе и утке она содержит ацетатную нить линейной плотности 11 текс, её поверхностная плотность 80 г/м2.
Остальные ветрозащитные прокладочные ткани вырабатываются также саржевым переплетением из капроновых нитей линейной плотностью 5 текс, и поверхностной плотностью 50-65 г/м2. Получают их, пропуская между нагретыми валами каландра. Каландр нагревают до температуры плавления-размягчения полимера волокна так, чтобы с одной стороны ткань слегка подплавилась и закрыла все поры тканей. В результате воздухопроницаемость ветрозащитной прокладки приближается к нулю, а сама она остаётся мягкой и эластичной.
2.2.2.Бортовые тканые и нетканые материалы без клеевого покрытия.
В качестве прокладочных бортовых материалов используют льняные, полушерстяные, хлопчатобумажные и нетканые полотна. Бортовые ткани чаще всего используют в качестве основных и дополнительных слоёв бортовой прокладки одежды для придания изделиям необходимой формы и предохранения их от деформаций.
Бортовые ткани должны отвечать следующим требованиям, таблица 1.
Таблица 1
Требования к показателям свойств бортовых тканей
Наименование показателя | Для костюмов | Костюмов облегч. из п/ш ткани | Для пальто |
1. Поверхностная плотность, г/м2 2. Толщина, мм 3. Жёсткость по утку, сН, для тканей: n с полушерстяным утком n с утком из химических волокон и нитей n с утком из льна или хлопка с хим. волокн. 4. Несминаемость, %, не менее 5. Усадка после замачивания, %, не более 6. Усадка после ВТО, %, не более | 180-230 0,5-0,8 10-20 15-25 8-12 60 2 1,5 | 180-230 0,5-0,8 10-20 15-25 8-12 60 2 1,5 | 240-280 - 0,8-1,1 15-30 15-30 12-15 70 2 1,5 |
Изменение показателей после трёхкратной химической чистки не должно превышать 20%.
Бортовые ткани чаще всего используют в качестве основных и дополнительных слоёв бортовой прокладки одежды, для придания изделиям необходимой формы и предохранения их от деформаций.
В качестве прокладочных тканей используют льняные бортовки (арт. 10114, 10116, 10122, 10129, , 10150, 10152), полульняные бортовки (арт. 10208, ), хлопчатобумажные ткани бортовые (арт. 3837, 3840, 3842), ткань прокладочная хлопчатобумажная (арт. 7067, 7175, 7236), ткань бортовая с конским волосом (арт. 7086 ) ткань бортовая с капроновой щетиной (арт. 7216, 7176), ткань межподкладочная (арт. 7111), коленкор (арт. 3803), полушерстяная бортовая ткань с капроновой щетиной (арт. 2875), шелковые прокладочные ткани (арт. 75069, 75088, 86040). Ассортимент и свойства бортовых тканей представлены в таблице 2.
Таблица 2
Ассортимент и характеристика бортовых тканей
Ткань | Арти- кул | Шири- на, см | Мs, Г/м2 | П, на 10 см | Вид пряжи, текс | ||
основа | уток | основа | уток | ||||
1.Бортов. ма- лоусад. суров. или аппретир. 2.Бортов. ма- лоусад. суров. 3.Бортов. ап- претированн. 4.Бортов. суров. Малоусадочн. 5.Бортовая 6.Бортовая льнолавсанов. 7.Бортовая льнолавсанов. аппретиров. 8.Бортов. мало- усад. аппрет. 9.Бортов. суров. аппретирован. 10.Бортовая малоусадочная аппретирован. 11.Бортов. суров. аппретирован. 12.Бортовая льношерстяная аппретирован. 13.Ткань бортов гладкокрашен. 14.Ткань бортов с капроновой щетиной. 15.Бортов. льно лавсановая. 16.Бортов. суровая. 17.Бортовая суровая аппрет 18.Бортовая суров малоусад. аппретирован. 19.Бортовая малоусадочная аппретирован. 20.Бортовая малоусад. аппрет 21.Бортовая суров. аппретир. 22.Бортов. суров. аппретир. | 10114 10116 10122 10138 10147 10148 10163 10164 10208 10210 10214 10217 3887 7216 10152 10156 10159 10160 10165 10212 10213 10216 | 90 90 90 110 90 160 110 100 90 90 102 96 80 22-70 90 90 90 90 90 90 90 90 | 290 256 230 344 362 210 290 192 304 296 195 257 230 159 252 246 207 230 265 296 198 302 | 122 142 160 112 113 124 116 159 158 156 156 111 59 - 122 119 160 152 121 156 156 158 | 116 144 155 92 90 111 102 145 124 124 112 138 46 - 110 105 150 143 106 124 115 124 | 118- оч- есков. льнян. 83- лён 60-лён 118-лён 130-лён 83(лн. оч +33лавс) 118(33лс +лён ) 60(33 лс. +лён) 84 х/б 84 х/б 72( х/б+ 33 лс) 69( лён+ 33 лс) 58 х/б 25х2 х/б 105(33лс +оческ.) 100(15лс +оческ) 60(33лс +лён) 68(33лс +лён) 100(15лс +18виск. +очёск.) 84-х/б 72(33лс +х/б) 72 х/б | 118- оч- есков. льнян. 83-оческ. 60 лён 200льнян очески 200 оческ 83(оч. лён +33 лс) 118(33 лс. +лён) 60(33 лс. +лён) 118 оческ лён 100(15лс+ 18 виск.+ лён) 60(33 лс. +лён) 110(50-ш +30виск+ 20 лавс) 71.9 х/б Капр. щет d=0,27мм 105(33 лс +оческ) 100(15лс +оческ) 60(33лс +лён) 68(33лс +лён) 100(15лс +18виск. +очёск.) 100(15 лс +оческ.) 60(33 лс. +лён) 118(33 лс. +оческ) |
Нетканые прокладочные полотна. Чаще всего используются для второго слоя бортовой прокладки верхней одежды, для изготовления головных уборов для нижних воротников изделий и т. д., и должны отвечать следующим требованиям:
Показатели | Для 2-го слоя бортовй прокладки | Для головн. уборов | Для нижних воротников | |
|
935563- тип А |
934510- тип Б |
934504 | ||
Пов-ая плотность, г/м2 Толщина, мм Жесткость, сН Несминаемость, % не менее Разрывная нагрузка, даН Усадка после замачивания, %, не более Усадка после ВТО,%, не более Неровнота по массе, % менее Водухопроницаемость, дм3/м2с, не менее Устойчивость окраски, баллы, не менее | 80-100 1.3-1.8 5-9 80 5 2 1.5 7 - - | 110-180 1.5-2 10-13 80 5 2 1.5 7 - - | 100-120 0.7-1.2 4-8 75 5 2 1.5 7 100 - | 220 2 6 65 1 2 1.5 7 - 4 |
Ассортимент нетканых прокладочных материалов типа “Сюнт”, “Альмар” и др. рассмотрен в разделе “Ассортимент нетканых полотен”.
Они используются: полотна арт. 935562 в качестве прокладок для мелких деталей костюмов и плащей, и бортовой прокладки в хлопчатобумажных костюмах,
полотна арт. 935558 и 935561 в качестве прокладки для мелких деталей женских лёгких платьев, блузок, для планок и подбортов мужских сорочек,
полотна арт. 935563- в качестве дополнительного слоя бортовых прокладок основных деталей верхних плечевых прокладок верхней одежды,
полотна 934510 применяют в качестве дополнительных накладок бортовой прокладки, прокладки в мелкие детали, костюмы и пальто,
полотна 935551- применяются для курток и комбинезонов из капроновых тканей на утепляющей прокладке, для того, чтобы не просвечивала прошивка ватина,
полотна 934505- для нижних вортников костюмов,
полотно 934516- применяют для верхних плечевых накладок при изготовлении верхней одежды. Его поверхностная плотность 180 г/м2, ширина 165 см., и полотно арт. 934556 поверхностной плотности 140 г/м2, шириной 30 см из смеси волокон ( 30%-нитрон, 40%-капрон, 30%-вискоза) применяют для верхнего слоя плечевых накладок.
3. ПРОКЛАДОЧНЫЕ МАТЕРИАЛЫ С КЛЕЕВЫМ ПОКРЫТИЕМ
Термоклеевые прокладочные материалы ( ТКПМ). В швейном производстве клеи применяют давно. Растительными клеями (крахмальным, мучным) пользовались при изготовлении погон, петлиц, воротников мундиров. Однако эти клеи обладают рядом недостатков: они неводостойкие, разрушаются насекомыми и плесневыми грибками, придают повышенную жесткость изделиям. По этим причинам растительные клеи не нашли применения для соединения деталей других швейных изделий.
Создание клеев новых видов на основе синтетических полимеров позволило расширить их применение для скрепления основных деталей при изготовлении разнообразных швейных изделий. Разработана клеевая технология соединения деталей одежды (клеевой метод), внедрение которой повышает производительность труда, позволяет осуществлять широкую механизацию и автоматизацию производства, улучшать качество швейных изделий.
Теории склеивания материалов
Прочность склеивания материалов определяется тремя основными факторами: адгезией, когезией и аутогезией.
Адгезия (прилипание) — связывание клея (адгезива) с поверхностью склеиваемого материала (субстрата).
Прочность самого клея, определяемая силами взаимного сцепления между его частицами, определяется когезией.
Аутогезия — явление самослипания при контакте однородных материалов, в результате которого в зоне контакта образуется структура, свойственная данному материалу.
Склеивание как метод скрепления материалов в настоящее время широко применяется в различных отраслях промышленности. Однако нет единого мнения, объясняющего сущность процессов, происходящих при склеивании. Известно несколько теорий, объясняющих процесс склеивания материалов:
механическая, адсорбционная (молекулярная), диффузионная и электрическая.
Сторонники механической теории адгезии считают, что при склеивании клей проникает непосредственно в поры материала, отвердевает и прочно в них удерживается. Образовавшиеся при этом «заклепки» обеспечивают прочное соединение пленки клея со склеиваемым материалом. Согласно этой теории прочность склеивания зависит от двух основных факторов: степени шероховатости материала и когезионных свойств клея.
Действительно, материалы, имеющие шероховатую поверхность и пористую структуру, склеиваются лучше.
Однако с позиции механической теории адгезии нельзя объяснить склеивание гладких поверхностей. Кроме того, эта теория не раскрывает физико-химической сущности процесса склеивания.
Адсорбционная теория склеивания основывается на том, что силы, действующие между веществом клея и склеиваемой поверхностью, не отличаются от сил, обусловливающих когезионные явления, т. е. силы склеивания имеют химическую или межмолекулярную природу. На первой стадии адгезии полимеров происходит миграция больших молекул адгезива к поверхности субстрата, при этом полярные группы и группы, способные образовывать водородные связи, приближаются к соответствующим группам субстрата. На второй стадии устанавливается адсорбционное равновесие. Согласно этой теории основную роль при склеивании играют два фактора: смачивание и полярность клея и склеиваемого материала. Для получения прочного соединения полярные материалы необходимо склеивать полярными клеями, хорошо смачивая ими склеиваемые поверхности.
Адсорбционная теория является более полной, чем механическая, и раскрывает физико-химическую сущность процесса склеивания. Однако отдельные случаи склеивания эта теория объяснить не может. Так, не находит объяснения тот факт, что действительная работа отрыва (отслаивания) превышает работу отрыва, рассчитанную по адсорбционной теории. Трудно также объяснить случаи склеивания неполярных материалов неполярными веществами.
Диффузионная теория адгезии, предложенная , основывается на том, что при склеивании происходит взаимная диффузия молекул клея (адгезива) и склеиваемого материала (субстрата). Согласно этой теории на границе клей — склеиваемый материал образуется «спайка» — слой, в который входят молекулы клея и склеиваемого материала.
Авторы диффузионной теории считают, что для получения прочного соединения при склеивании необходимо, чтобы как клей, так и склеиваемый материал были либо полярные, либо неполярные. Однако наблюдаемая в отдельных случаях высокая адгезия между неполярным клеем и полярным материалом не согласуется с основным положением диффузионной теории и требует других объяснений.
и для объяснения сущности процесса склеивания предложили электрическую теорию адгезии, которую они основывают на следующих двух положениях: адгезия твердых пленок обусловливается электрическим притяжением зарядов двойного электрического слоя (микроконденсора), образованного на поверхности системы пленка—подкладка. Отрыв пленки от подкладки в области больших скоростей представляет собой процесс разведения обкладок микроконденсора, сопровождающийся наступлением газового разряда.
В подтверждение своей теории авторы опытным путем доказали, что, во-первых, при расслаивании системы пленка — подкладка появляется электрический разряд; во-вторых, фактическая работа отрыва пленки от подкладки превышает энергию ван-дер-ваальсовых сил, водородных и химических связей. При этом сторонники электрической теории адгезии не отрицают существования адсорбционных явлений при склеивании, но считают, что они имеют второстепенное значение.
Некоторые исследователи склонны объяснить процессы склеивания химическим взаимодействием адгезива и субстрата и полагают, что химические связи возникают при склеивании почти всех полимеров.
Таким образом, ни одна из рассмотренных выше теорий адгезии не дает всестороннего объяснения сущности процессов склеивания разнообразных материалов различными клеями. Многие исследователи считают, что в большинстве случаев склеивания наблюдается суммарный эффект от проявления механической, адсорбционной, диффузионной и электрической адгезии с возможным преимущественным проявлением одной из них.
Пористая структура и шероховатая поверхность текстильных материалов, большое количество отдельно выступающих волокон создают благоприятные условия для получения прочных клеевых соединений. Кроме того, вещества, из которых построены текстильные волокна (целлюлоза, белки, синтетические полимеры), характеризуются высокой полярностью. Все это позволяет отнести текстильные материалы к группе материалов, которые могут хорошо склеиваться и при соответствующем подборе клея обеспечивать прочные клеевые соединения. При склеивании текстильных материалов, видимо, проявляется суммарный эффект механической, адсорбционной, диффузионной и электрической адгезии, сил химического взаимодействия.
СПОСОБЫ ПОЛУЧЕНИЯ ТЕРМОКЛЕЕВЫХ
ПРОКЛАДОЧНЫХ МАТЕРИАЛОВ ( ТКПМ)
ТПМ представляют собой текстильные прокладочные материалы: ткани, трикотажные и нетканые полотна, многозональные материалы - на одну или обе стороны которых нанесено клеевое покрытие из термопластичных полимеров.
Клеевое покрытие наносится регулярно или нерегулярно, точечным, сплошным или прерывистым способом: для его нанесения в основном применяют три метода - глубокой и трафаретной печати и напылением порошка. Покрытие наносится в виде точек, точечных шестиугольников, линий сетки и др.
Лучшими свойствами характеризуются матариалы с прерывистым нанесением термоклеевого покрытия. При таком способе нанесения снимаются внутренние напряжения, повышаются паропроницаемость, уменьшается расход полимера.
Материалы мягкие, имеют высокую формоустойчивость. Количество наносимого порошка - от 5 до 100 г/м2 (предпочтительно 15-40 г.)
Метод напыления состоит из дозирующего вала, напыляющего устройства (щёточного или вибрационного) и термокамер. Основа (ткань, трикотаж или нетканое полотно) проходит под напыляющим устройством, и затем поступает в термокамеру для закрепления покрытия.
Этот способ высокопроизводительный, скорость движения материала 50 м/мин. Недостаток - прокладочные материалы, полученные этим способом имеют повышенную жёсткость и невысокую адгезионную прочность при расслаивании.
Метод глубокой печати. Схема установки. Ткань 6 нагревается при соприкосновении с горячим валом 1 и контактирующей с дозирующим валком 3, на поверхности которого равномерно нанесены гравированные углубления в форме полусферы 4. Эти углубления через воронку 2 заполняются порошкообразным полимером.
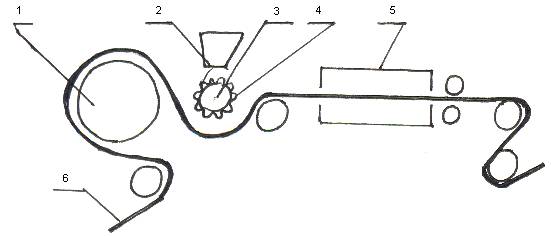
Рис. 50. Метод глубокой печати.
При контакте с нагретой тканью частицы порошка спекаются в точку и без потерь извлекаются из гравированных отверстий. Затем материал поступает в термокамеру 5. Величину точек, и расстояние между ними можно регулировать, используя различные гравированные валы.
Метод трафаретной печати. Материал поступает на направляющие валки 1, рис.51, затем проходит между трафаретным валом 2 и валом противодавления 5. Полимер в виде порошка подаётся внутрь трафаретного вала, а затем горизонтально и вертикально передвигаемой раклей 3 продавливается полимер через отверстие в валу на основу.
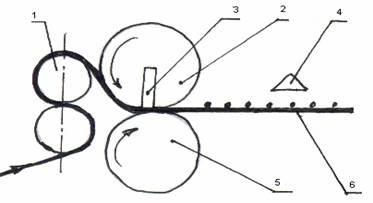
Рис. 51. Метод трафаретной печати.
Нанесённый в виде точек, полимер спекается под нагревателем 4. Этот метод позволяет использовать не только порошки, но и пасты.
Способ нанесения точечного регулярного клеевого покрытия из паст, получаемых из тонкодисперсных сополиамидных порошков, разработан фирмой «Куфнер». При покрытии из паст появляется возможность использовать более низкие температуры обработки по сравнению с температурами при нанесении клеевого покрытия из порошков.
Этой же фирмой разработан другой способ нанесения точечного регулярного клеевого покрытия (из сополиамидов) на прокладочный материал, получивший международную торговую марку «Даблспот». Термоклеевые прокладочные материалы, изготовленные с применением этого способа, предназначены для дублирования деталей изделий из тканей с водоотталкивающей (силиконовой) пропиткой, в частности из плащевых силиконизированных тканей. Для материалов, чувствительных к высоким температурам и давлению, а также ворсовых материалов. Клеевое покрытие на основу наносят в два приёма. Каждая точка клея при этом состоит из двух слоёв. Первый слой из полиэтилена, второй из сополиамида или полиуретана. При дублировании первый слой, то есть нижний мешает проникновению адгезива в прокладку. Второй слой полимера с низкой температурой плавления легко течёт в материал и закрепляются в нём.
Такой тип покрытия имеют термоклеевые прокладочные материалы, например арт. SNB-50EP, выпускаемые фирмой «Куртольдз» (Великобритания), которые применяются в отечественной швейной промышленности.
КЛЕИ.
Для склеивания текстильных материалов могут применяться клеи, удовлетворяющие следующим требованиям:
-обладать хорошей адгезией к текстильным материалам, и образовывать соединения с высокой когезией:
-клеевые соединения должны быть достаточно эластичными; стойкими к влаге, светопогоде, химчистке, старению:
-не должны содержать веществ, вредно действующих на организм человека:
-быть технологичными.
Клеевые материалы получают, используя синтетические термопластичные полимеры: полиамид, полиэтилен, поливинилхлорид и др. и их сополимеры.
Полиамидные клеевые материалы. Клеевые материалы с полиамидным покрытием характеризуются: высокой упругостью и несминаемостью, устойчивостью к растворителям. Однако они неустойчивы к воде, особенно при кипячении. Поэтому их рекомендуется применять в изделиях, не подвергающихся стирке.
Из отечественных полиамидов применяют полиамидные смолы 3-х типов: ПА-54 ( ПА-6\6.6 ); ПА-548 ( ПА-6\6.6\10 ) и ПА-12 АКР ( ПА 12\6\6.6 ).
Полиамидная смола ПА-54 образуется сополимеризацией капролактама с гексометилендиаммонийадипинатом (соль АГ). Температура плавления смолы ПА-54 равна 165+-5 С. Высокая температура ограничивает его применение.
Полиамидная смола ПА-548 получается сополимеризацией капролактама, соли АГ, соли СГ (гексометилендиаммонийсебацианат). Температура плавления 155±5 оС. Смола ПА-548 является сырьём для получения клеевых нитей и клеевой паутинки, а так же сырьём для получения точечного нерегулярного клеевого покрытия материалов.
При добавлении в смолу ПА-54 и ПА-548 продуктов взаимодействия малеинового ангидрида, глицерина и е-капролактама, температура плавления снижается до 90-120 оС.
Смолы типа ПА-12 АКР образуются сополимеризацией додекалактама ( ДЛ ) с капролактамом ( КЛ ) и солью АГ.
Использование ДЛ обеспечивает температуру плавления смолы до 90 С, увеличение эластичности, водо - и морозостойкости.
В зависимости от состава смола характеризуется:
Состав смолы ПА 12\6\6.6 | Температура плавления, Со | Дисперсность, мкм. | Устойчив к стирке | Устойч. к химической чистке |
ДЛ\КЛ \ соль АГ,% 53\36.6\16.4 45\40\15 33.3\33.3\33.3 61\12\21 81\5.6\13.4 | 90-95 110-113 128-130 132-135 144-149 | 0-200 50-200 200-400 160-500 160-500 | Устойчив к зама- чиванию | Очень хорошая |
Из них изготавливают клеевые нити, паутинки, прокладки.
Полиэтиленовые клеи высокого давления с температурой размягчения 108-120 С и морозостойкостью -80 С, обладают низкой устойчивостью к химчистке, но устойчивы к стирке, поэтому их используют для прокладок в изделия, подвергающиеся стирке.
Полиэтленовые клеевые прокладочные материалы должны отвечать следующим требованиям:
-при толщине 0.35 мм сопротивление расслаиванию должно быть не менее 150 сН\см, жёсткость 12-22 сН до стирки, и 8-12 сН после стирки;
-несминаемость 40%.
Сополимеры из этилена и винилацетата характеризуются ещё меньшей температурой плавления 80-95 С, но они неустойчивы к действию химчистки ( кроме бензина ) и стирке.
Поливинилхлоридные клеи применяются в виде паст и пластикатов. Они образуют устойчивые к действию влаги клеевые соединения. Поэтому их применяют для образования водостойких швов. Пластикаты прессуют при t=170-180 С, а пасты при 160С. Однако при склеивании появляется неприятный запах, вследствие чего применение ПВХ ограничено.
Полиэфиры и полиуретаны используются меньше ввиду экономической нецелесообразности, они неустойчивы к действию химчистки и стирки. Исследования по созданию полиэфирных смол для клеевых прокладочных материалов продолжаются.
Клей БФ-6 и ПВБ. Клей БФ-6 спиртовый раствор модифици-рованной фенолформальдегидной смолы БФ. Клей ПВБ - спиртовый раствор пластифицированного поливинилбутираля клеевого. Выпускают их в виде клеевой плёнки шириной 6-3 мм и 10-12 мм. Используются для склеивания деталей одежды. Однако, ввиду их недостаточной устойчивости к химчистке их применение ограниченно. Склеивание производят на прессах при температуре 160-170 С, давлении 1-5 *104 Па в течении 20-60 сек. в зависимости от вида материала.
ПРОКЛАДОЧНЫЕ МАТЕРИАЛЫ С КЛЕЕВЫМ ПОКРЫТИЕМ
На основе тканей: льняных и льнолавсановых бортовых тканей, коленкора, ситца, мадаполама, бязи и др. нанесением ПА\66\6 марки 1 и 2 получают следующие прокладочные клеевые материалы:
Артикул клеевой ткани | Наименование (арт.) исходной ткани | Марка полиамида | Ширина, см |
75 78 79 80 105 109 18Н5 23Н5 7169Н5 7176Н5 10139Н5 10150Н5 10151Н5 10152Н5 10156Н5 10157Н5 10159Н5 10164Н5 10166Н5 10210Н5 10212Н5 10213Н5 | Мадаполам арт. 302 Льняная бортовая 10114 Льняная бортовая 10116 Льняная бортовая 10122 Х\Б бортовая с односторонним начёсом арт. 7067 Х\Б бортовая с односторонним начёсом арт. 7175 Ситец арт. 18 Ситец арт. 23 Бортовая с полиамидной нитью в утке арт. 7169 Бортовая с полиамидной нитью в утке арт. 7176 Льняная бортовая арт. 10139 Льняная бортовая арт. 10150 Льняная бортовая арт. 10151 Льнолавсановая бортовая арт.10152 Льнолавсановая бортовая арт. 10156 Льнолавсановая бортовая арт. 10157 Льнолавсановая бортовая арт. 10159 Льнолавсановая бортовая арт. 10164 Льнолавсановая бортовая арт. 10166 Полульняная бортовая арт. 10210 Полульняная бортовая арт. 10212 Полульняная бортовая арт. 10213 | 1 2 2 2 2 2 1 1 2 2 2 2 2 2 2 2 2 2 2 2 2 2 | 75.5+-2.5 88.5+-2 88.5+-2 88.5+-2 76+-2 86+-2 76+-2 80+-2 65+-2 80+-2 88+-2 98+-2 96.5+-2 88+-2 88+-2 88+-2 88+-2 98.5+-1.5 88+-2 88+-2 88+-2 88+-2 |
Хлопчатобумажные клеевые прокладочные материалы арт. 105 и 109 применяют для дублирования крупных и мелких деталей (полочек, подбортов, лацканов, шлиц и т. п.) мужских, женских и детских пальто.
Ткань арт. 75 используется для закрепления срезов и краёв деталей, бортов, пройм, горловины.
Ткани арт. 7169Н5 и 7176Н5 применяют для дополнительных накладок бортовых прокладок в мужских костюмах и пальто.
Бортовки арт. 80, 10159Н5, 10150Н5, 10164Н5 используются в качестве прокладки в воротники мужских костюмов.
Бортовки 78, 79, 10139Н5, 10151Н5, 10152Н5, 10156Н5, 10157Н5, 10166Н5, 10212Н5, 10210Н5, 10212Н5 применяются при изготовлении пальто.
Кромочные клеевые ткани арт. 176 и 179 на основе бязи 208 или 252 и мадаполама или миткаля арт. 301, 302 соответственно. В качестве клеевого покрытия используются клеи БФ-6. Их применяют для закрепления срезов и краёв деталей при изготовлении пальто.
Воротничковая прокладочная ткань арт. 54 и 253-5 с полиэтиленовым покрытием на основе бязи предназначена в качестве прокладки в воротники и манжеты мужских сорочек.
Режимы дублирования выбираются с учётом свойств основного материала и температуры плавления клея. Температура подушек пресса выбирается на 20-30 С выше, чем температура плавления клея, время 10-60 с, в зависимости от материала.
Требования к клеевым прокладочным материалам на тканой основе
Показатели | Для лацканов пиджака, жилета, мелких деталей | Кромочные ткани для костюмов и пальто | Материалы для дублиро- вания мужских сорочек, по группам жёсткости. | ||
1 | 2 | 3 | |||
Мs, г/м2 Толщина, мм Жёсткость, мкН·см2, осн/уток Усадка, %, стирка, не более ВТО Прочность клеевых соединений, Н\см, не менее Устойчив. клеевого соединения %, не менее, к химчистке/ стирке | 80-90 0.5-0.6 2500 900 2.0 1.5 3.0 70\ - | 80-95 0.4-0.5
500-700 2.0 1.5 3.0 70\- | 100+-5 0.2-0.6 2000±500 2000±500 2.0 - 2.0 -\80 | 120+-5 0.2-0.6 8000± 500 2.0 - 2.0 -\80 | 160+-5 0.2-0.6 1800± 500 2.0 - 2.0 -\80 |
Термоклеевые многозональные прокладочные ткани предназначены для дублирования полочек пиджаков. Отличительной особенностью многозональных тканей является наличие ярко выраженных зон, чаще всего 3 зоны, объединённые в раппорт и расположенные либо вдоль основы, либо вдоль утка в такой последовательности: 1 зона - жёсткая, 2 зона - полужёсткая (переходная), 3 зона - мягкая.
Каждая зона характеризуется определёнными свойствами: толщиной, волокнистым составом, шириной, видом переплетения, жёсткостью, поверхостной плотностью, количеством связующего и т. д.
Термоклеевое покрытие - сополиамидный порошок или паста.
Многозональные прокладочные материалы должны отвечать следующим требованиям:
Требования к свойствам многозональных прокладок
Показатели | Зоны | ||
1 | 2 | 3 | |
Поверхностная плотность, г/м2 Толщина, мм Жёсткость, мкН·см2, осн./уток Усадка, %, не более (стирка/ВТО) Прочность клеевого соединения, Н/см Стойкость клеевого соединения к химчистке, %, не менее | 175-200 0.6-1.0
2\2 более 3 70 | 150-170 0.6-0.8
2\2 более 3 70 | 120-140 0.5-0.7
2\2 более 3 70 |
Основными поставщиками многозональных прокладок в Россию являются фирмы: “Пафикс Комби” и “Хунгаротекс” (Венгрия), “Куфнер” (Германия ). Они характеризуются следующими свойствами.
Характеристика свойств многозональных прокладок
Показатель | “Пафикс Комби” | Е-421 “Куфнер” | ||||
1 | 2 | 3 | 1 | 2 | 3 | |
Ширина, см Мs, г\м2 Толщина, мм Жёсткость, мкН*см2, осн\уток Усадка,%, от замачиван. о\у Усилиерасслаиван. клеевого соединения, даН\см | 29 198 0.76 2467 3598 0\0.7 0.5 | 16 149 0.68 1948 2385 0\0.9 0.6 | 48 132 0.57 1618 1631 0.1\0.8 0.5 | 24 212 0.9 2318 27014 1.2\1.6 0.5 | 22 162 0.73 2795 10238 0.9\1.1 0.5 | 39 107 0.65 1565 4103 0.1\0.2 0.6 |
Режимы дублирования: температура прессующей поверхности 145-150 оС, давление 0.04-0.50 МПа, время 18-25 с.
Всё большее распространение получают трикотажные полотна с клеевым покрытием, выработанные по ткацко-вязальной технологии.
Такие полотна более мягкие и упругие, и применяются для дублирования польто, клеевое покрытие ПА-6/6.6.
Нетканые полотна с клеевым покрытием.
Полиамидное клеевое покрытие наносят на нетканые полотна “Вива”, “Лийва” и “Сюнт”, а также полотна арт. 934509 и флизелин и прокламелин. Характеристика исходных полотен рассмотрена в разделе “Ассортимент нетканых полотен”.
Для фронтального дублирования основных деталей костюмов и пальто применяют: прокламелин 935507 и флизелин сюнт - 100, арт. 934501; сюнт- 140, арт. 934502 и др. Их поверхностная плотность равна 70-180 г\м2.
Для упрочнения отдельных участков ( низа рукавов костюмов, пальто, прорезей карманов и др.) применяют полотна арт. 935510 и др. с покрытием ПА-54 с Мs=30-70 г\м2. Полотна 934509 и 934510 имеют так же ПА-54 покрытия.
Для платьев, костюмов женских, юбок и блузок рекомендуется применять полотна с клеевым покрытием арт. 935544 с Мs<=50 г\м2.
Характеристика нетканых полотен с клеевым покрытием.
Наимено-вание полотна | Арти- кул | Мs, г\м2 | Шири- на, см | Жёст- кость, сН | Р соед. Н\см | Волокнистый состав, % |
“Лийва-140” “Сюнт-120” “Сюнт-160” “Полотно прокладоч.” “Полотно прокладоч.” “Термолан”- - ПА 6\6.6 | 934512 934509 934510 935556 935599 935587 | 140 120 160 30 30 58 | 70 70 70 90 70 70 | 15\2 13.5\1.9 14.2\2.3 7.2\0.8 5.5\0.8 8\1.2 | 8.7 3.4 4.9 3.0 9.0 7.5 | 60-ш 20-к 20-вв 30-н 30-вв 40-к 30-н 30-вв 40-к 90-лс 10-вв 80-лс 20-вв 70-вв 30-н |
Клеевая паутинка - очень тонкий изотропный нетканый материал из сополиамидных смол. Выпускают двух марок: А-Мs=30 г\м2 и Б-Мs=55 г\м2 шириной 60 см, толщиной 0.17 и 0.25 мм соответственно.
Применяются для соединения подбортов с бортами, низа изделия при подгибании краёв деталей одежды.
