

РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
Автомат-брошюровщик ЛБ-700
Москва
2009
Содержание
1. Техника безопасности
2. Основные технические характеристики
3. Таблица типоразмеров металлической пружины
4. Общая информация
5.Пульт управления. Дисплей. Установки дисплея
5.1 Пульт управления
5.2 Переключатели пульта управления
5.3 Дисплей
5.3.1. Общие принципы работы с дисплеем
5.3.2. Экраны дисплея
6. Установка разматывающего устройства.
7. Настройка переплетного узла
7.1 Приемная планка
7.2 Регулировка положения ножа
7.3 Регулировка обжимных планок
7.3.1. Съем и установка планок
7.3.2. Регулировка зазора по всей длине
7.3.3. Регулировка положения направляющей планки
7.3.4. Регулировка соосности в горизонтальной плоскости
7.3.5 Регулировка степени обжима
7.3.6. Регулировка передних фиксирующих планок.
8. Регулировка стола и упорной планки.
9. Натяжение цепи.
10. Таблица углов поворота кулачков.
11. Настройка ригеля
12. Техническое обслуживание
13.Неисправности и их устранение
14. Электрические схемы
15. Гарантии поставщика
1. Основные технические характеристики
Ширина навивки до 700 мм
Толщина переплетного материала до 9 мм
Размер спирали 1/4"; 5/16"; 3/8"; 7/16";1/2”
Шаг навивки 3:1
Подача переплетного материала горизонтальная
Длительность цикла от 2 сек.
Возможность вставки ригеля есть
Управление ножная педаль
Питание 220 В
Габариты: длина 1,7 м
ширина 0,9 м
высота 1,7 м
Вес: 390 кг
2. Таблица типоразмеров металлической пружины
Диаметр | Шаг | Максимальна толщина блока | Максимальная ширина переплета | Минимальный размер перфорации | |
Дюйм | мм | ||||
1/4" | 5,4 | 3:1 | до 4,0 мм | до 700 мм | 4,0 х 4,0 |
5/16" | 8,0 | 3:1 | до 6,0 мм | до 700 мм | 4,0 х 4,0 |
3/8" | 9,5 | 3:1 | до 7,0 мм | до 700 мм | 4,0 х 4,0 |
7/16" | 11,0 | 3:1 | до 8,5мм | до 700 мм | 4,0 х 4,0 |
1/2" | 12,7 | 3:1 | до 9,0 мм | до 700 мм | 4,5 х 4,5 |
1. Рекомендуется руководствоваться данными, приведенными в таблице.
2. Отверстия перфорации предпочтительны квадратные, но не исключены и круглые, только при этом сокращается толщина блока на 20 %.
3. Общая информация
Перед началом работы внимательно прочтите это руководство и убедитесь в том, что оператор и обслуживающий персонал ознакомлен с аппаратом и мерами безопасности.
Это руководство по эксплуатации содержит важные сведения о том, как работать на машине в соответствии с правилами пользования.
Обязанности оператора:
За работу на аппарате допускаются лица, которые ознакомились с данной инструкцией и обучены работе на этой машине.
Усвоить раздел о мерах технической безопасность и подтвердить это своей подписью.
Последовательность операций при переплете:
· Поместить переплетный блок на рабочий стол и выровнять его относительно фронтального и бокового упора
· Нажать педаль
· Прижимная планка прижимает блок к столу, фронтальный упор уходит вниз
· Если установлена вставка ригеля, то сформированный ригель транспортируется в обжимной узел
· Переплетный блок подается в обжимной узел с раскрытой металлической пружиной
· Нижняя обжимная планка поднимается вверх и обжимает пружину
· Нижняя обжимная планка опускается вниз и освобождает переплетный блок
· Рабочий стол отходит назад, одновременно поднимается прижимная планка и фронтальный упор встает в исходное положение
· переплетный блок готов
· В это время, согласно заданной программе, продвигается, отрезается и подается в обжимной узел металлическая пружина
· Установка готова к последующему переплету
Предназначение аппарата ЛБ – 700
Автомат-брошюровщик ЛБ-700 - это переплетный аппарат для работы с металлической пружиной. Использование для других целей не рекомендуется. Компания-производитель не возьмет на себя ответственность за повреждения, возникшие в результате несанкционированного применения. Каждый оператор должен быть ознакомлен с мерами безопасность и назначением аппарата.
4. Меры безопасности
Автомат-брошюровщик ЛБ-700 изготовлен в соответствии с последними техническими достижениями и отвечает стандартам безопасности. Внутри автомата находятся большое количество подвижных частей. При попадании постороннего предмета внутрь автомата существует опасность повреждения частей механизма и попавшего туда предмета. По этой причине все закрывается металлическим кожухом.
ВНИМАНИЕ: Не снимайте металлический кожух с аппарата!
Опасность, связанная с электрическим напряжением
Корпус машины сделан из металла, который необходимо правильно заземлить во избежание опасности для оператора, которая могла бы возникнуть, например, в результате короткого замыкания. Для этого предусмотрено резьбовое соединение с тыльной стороной ножки.
- При ремонте или обслуживании отсоединить машину от электросети.
- Все ремонтные работы, связанные с электрическими неполадками, должны осуществляться квалифицированными специалистами.
ВНИМАНИЕ: Опасность повреждения в обжимном узле. Смена обжимных узлов производится только при отключенном аппарате.
ВНИМАНИЕ: Для работы с контрольным ящиком недостаточно выключить главный выключатель. Аппарат должен быть полностью обесточен.
Установка автомата. Не устанавливать аппарат в месте с повышенной влажностью. Аппарат должен быть установлен ровно и устойчиво. Убедиться, что требования электрики ЛБ-700 совпадают с возможностями вашей сети.
5. Пульт управления. Дисплей. Установки дисплея.
5.1. Пульт управления
Пульт управления полуавтоматической машиной ЛБ-700 находится в левой верхней части машины и состоит из сенсорного дисплея и нескольких тумблеров и кнопок под ним.
Внешний вид пульта показан на рис. 5-1.

Рис. 5-1 Внешний вид пульта управления
5.2. Переключатели пульта управления
Под сенсорным дисплеем находится 5 вертикальных рядов тумблеров и кнопок.
Переключатель «Режим» (находится в первом ряду): обеспечивает возможность перехода из режима «Работа» (горит зеленая лампочка в первом ряду) в режим «Настройка»(горит красная лампочка в первом ряду). При работе в первом режиме («Работа») машина выполняет все предписанные программой операции в полуавтоматическом режиме по нажатию педали. Во втором случае (режим «Настройка») выполняется только цикл движения стол-обжим (без подачи проволоки в обжимное устройство) по нажатию кнопки «Обжим»(третий ряд). В режиме «Настройка» функции полуавтоматического режима недоступны. Этот режим предназначен для осуществления пошаговых регулировок стола, обжимных планок, устройства вставки ригеля - поэтапно. Для этого оператор кратковременно нажимает кнопку «Обжим» (находящуюся в третьем ряду), останавливая машину в необходимых фазах регулировки, например для регулировки положения стола относительно обжимных планок и проволоки. Этот режим позволяет легко обнаружить возможные неправильные настройки.
Регулятор «Обжим Работа» (второй ряд) - верхний резистор (не комплектуется кнопкой во избежание несанкционированных изменений скорости работы основного вала) – предназначен для регулировки скорости цикла машины. Рекомендуется выставлять цикл в пределах 2,5- 3 сек. При изменении скорости основного цикла потребуется изменение в параметре «Задержка остановки пресса» (второй экран раздела «Настройки») – увеличить при увеличении длительности цикла и уменьшить при уменьшении.
Регулятор «Обжим Насторойка» (второй ряд) - нижний резистор, также не комплектуется кнопкой регулировки. Предназначен для регулировки скорости вращения главного вала в режиме «Настройка». Рекомендуемая скорость – 1 цикл за 10 сек.
Кнопка «Нож» (третий ряд) – работает только в режиме «Настройка». Кратковременное нажатие этой кнопки позволяет останавливать нож в любой из точек цикла реза, чтобы проанализировать возможные причины неправильного реза или ошибок в цикле подачи проволоки после цикла реза.
Внимание! После проверки цикла реза следует выводить нож в нулевое положение. Если этого не сделать, нож может остаться в зоне срабатывания датчика и рез в режиме «Работа» не осуществится. В этом случае следует стронуть нож кнопкой «Нож» в режиме «Настройка». Затем перейти в режим «Работа» при выключенном тумблере «Цепь» (пятый ряд) – зеленая лампочка не горит - и запустить выполнение текущей программы или нажать педаль, если программа запущена. В этом случае машина придет в исходное положение автоматически.
Кнопки «Магнит» (третий ряд) – предназначены для проверки хода магнита в режиме «Настройка». Работают только в этом режиме.
Переключатель «Бумага» (четвертый ряд) – отключает датчик управления подмоткой бумаги. При выключенном положении переключателя мотор-редуктор подмотки бумаги не включается. Используется при переустановке бобин или для экстренного отключения мотор-редуктора подмотки бумаги.
Переключатель «Бобина» - (четвертый ряд): - отключает датчик размотки проволоки. При выключенном положении переключателя мотор-редуктор размотки проволоки не работает. Используется при переустановке бобин, для экстренного отключения мотор-редуктора размотки проволоки или в режиме «Настройка».
Регулятор «Время задержки размотки» (четвертый ряд) – регулирует время размотки бобины. Вращение по часовой стрелке увеличивает время работы мотор-редуктора размотки проволоки.
Переключатель «Цепь» (пятый ряд) – отключает питание серводвигателя и позволяет при включенной машине перемещать цепь вручную. При включенном питании горит зеленая лампочка, при отключении – лампочка гаснет.
Переключатель «Дисплей» (пятый ряд) – отключает питание дисплея и контроллера. Служит для перезагрузки контроллера и дисплея. При перезагрузке все введенные и наработанные до перезагрузки данные (тираж и т. п.) сохраняются.
5.3. Дисплей
Внимание! Установленный на машине дисплей срабатывает от легкого прикосновения к нему рукой. Ни в коем случае не нажимайте на экран с усилием. Это может привести к повреждению экрана. Рекомендуем не удалять пленку, закрывающую поверхность экрана, во избежание механических повреждений экрана, а также периодически (1 раз в год) менять эту пленку.
5.3.1. Общие принципы работы с дисплеем.
Контроллер и дисплей запрограммированы таким образом, что информация, отображаемая на 9-ти стационарных и одном всплываемом экранах является самодостаточной и понятной оператору. Семь рабочих экранов доступны оператору в режиме работы, а два дополнительных (экран настроек узлов машины) – только после ввода пароля, который сообщается руководству и (или) наладчику во время установки или поставки машины.
Поля, которые подсвечены белым фоном, доступны для изменения содержащегося параметра, за исключением тех случаев, когда параметр является зависимым – например, параметр остающихся к исполнению операций (параметр является разностью заданного тиража и выполненных операций). Для изменения параметра (например, номера программы или количества крючков в изделии) необходимо выбрать этот параметр легким касанием подсвеченной области, где обозначен этот параметр. В этот момент всплывет экран ввода цифр. Для изменения параметра Вы должны ввести нужную последовательность цифр и обязательно нажать “ENT” (в верхней строке всплывшего экрана Вы сможете контролировать вводимое число). В этом случае параметр изменится, а всплывающий экран исчезнет. Если параметр выходит за пределы допустимого, то всплывающая подсказка предупредит Вас об этом. Если Вы случайно коснулись изменяемого параметра или передумали вводить изменения, то следует нажать на всплывшем экране на “CLR” и Вы вернетесь к ранее сохраненным данным.
5.3.2. Экраны дисплея
Порядок включения машины описан в части… Через 5-6 сек после включения машины на дисплее появляется логотип компании «Лобачевский и Ко» и телефон для экстренной связи (рис. 5-2).

Рис. 5-2 Заставка при включении
Для вхождения в Главное меню следует легко коснуться логотипа – кружок в центре экрана. Вслед за эти всплывает Главное меню (рис. 5-3)
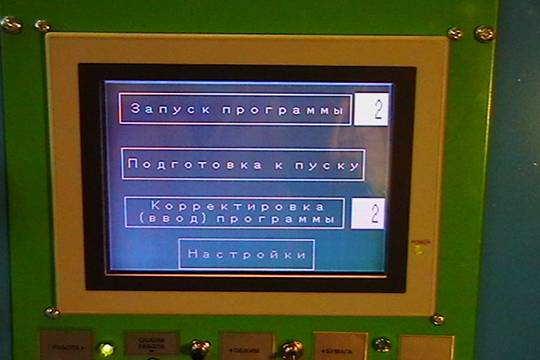
Рис. 5-3 Главное меню
Главное меню имеет четыре поля. Касание каждого из них приводит к переходу к описанному процессу:
1.Запуск программы – запускается программа с указанным номером. Перед этим вы можете изменить номер программы и вернуться к ранее сохраненной программе (все данные сохраняются на момент последнего действия, в том числе данные сохраняются и при экстренном отключении машины).
2. Подготовку к пуску – переход в меню «Подготовка к пуску»
3. Корректировка (ввод) программы – переход в меню «Корректировка (ввод) программы»
4. Настройки – переход в меню «Ввод пароля»
При нажатии в «Главном меню» поля «Запуск программы» появляется рабочее меню (Рис. 5-4)
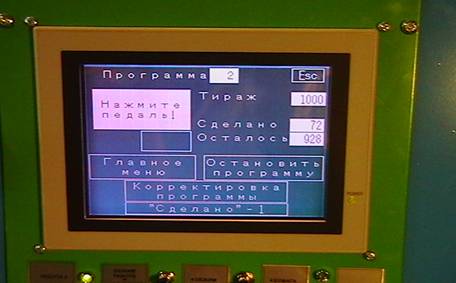
Рис. 5-4. Рабочее меню
Прямо из Рабочего меню Вы можете изменить (откорректировать) тираж и число выполненных циклов. Из этого меню Вы также можете попасть в Главное меню, можете откорректировать программу, нажав на поле Корректировка программы.
Если в течение работы один из циклов привел к браку, Вы можете, нажав на поле «Сделано»-1, уменьшить на единицу сосчитанное число произведенной продукции.
Сообщение «Нажмите педаль!» появляется всякий раз, когда нарезанная проволока попадает в зазор между обжимными планками и машина готова к обжатию.
Поле «Остановить программу» приведет к появлению нового меню (Рис. 5-5)

Рис. 5-5. Меню «Остановка программы»
После появления этого меню (по нажатию педали) проволока не будет подаваться в зазор между обжимными планками и Вы сможете завершить работу, не израсходовав лишней проволоки.. Из этого меню Вы также сможете попасть в Главное меню либо продолжить выполнение программы, нажав соответствующее поле – Вы попадете снова в Рабочее меню.
При нажатии в Главном меню поля «Подготовка к пуску» появится меню «Подготовка к пуску» (Рис. 5-6)

Рис. 5-6. Меню «Подготовка к пуску»
1. Подача проволоки – при удерживании нажатым этого поля медленно перемещается цепь. Обычно это используют при начале работы для выставления начального положения проволоки относительно механизма резки.
2. Сделать рез – однократное касание приведет к срабатыванию ножа
3. Сделать обжим – совершится только цикл обжатия
4. Запуск программы – Вы запускаете программу с номером, который видите на экране и автоматически появляется рабочее меню, а проволока подается в зазор обжимных планок.
5. Главное меню – выход в Главное меню
При нажатии в Главном меню поля «Корректировка программы» Вы попадаете в меню «Корректировка программы» (рис. 5-7)

Рис. 5-7 . Меню «Корректировка программы»
В этом меню Вы можете отредактировать количество нарезок и крючков в них.
Максимальное количество нарезок – 5. Минимальное количество крючков в них – 5. Все вводимые в левой колонке значения представлены в крючках, то есть – отступ между двух нарезок задан в крючках.
Из этого меню Вы можете попасть в Главное меню, а также в рабочее, нажав поле «Выполнять программу».
Естественно, из этого же меню можно изменить тираж и количество выполненных циклов или перейти в другую программу.
Последнее, четвертое, поле Главного меню – Настройки.
Внимание! Просим внимательно относится к работе с экраном настроек. Введение неверных настроек может привести к выходу из строя машины. Поэтому рекомендуем не сообщать пароль для доступа к настройкам работникам, не ознакомившихся с данной инструкцией.
При выборе этого поля всплывает экран входа в Настройки (рис. 5-8). Для входа в Настройки необходимо выбрать поле «Ввод пароля», ввести пароль, нажать ENT и выбрать поле «Экран настроек». При этом появится первый из двух экранов Настроек (соответственно, рис. 5-9 и рис. 5-10)
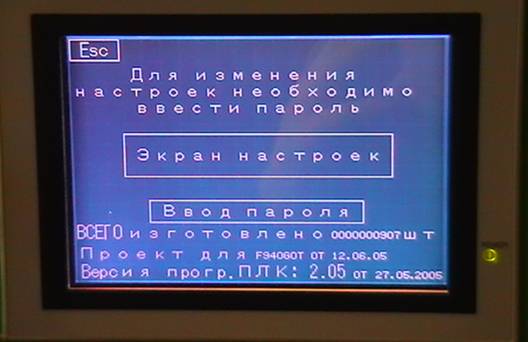
Рис. 5-8. Экран входа в Настройки

Рис. 5-9. Первый экран меню «Настройки»

Рис. 5-10. Второй экран меню «Настройки»
Переход между первым и вторым экраном осуществляется с помощью поля «Далее» в правом нижнем углу первого экрана, а возврат из второго в первый экран – с помощью поля «Назад». Выйти из меню «Настройки» можно с помощью поля “ESC” (верхний левый угол первого экрана).
Внимание! Рекомендуется иметь установки, описанные на этих экранах.
По своему усмотрению Вы можете менять только следующие установки:
Первый экран:
Вы можете выбирать между «Педаль статична» и «Педаль автомат» (при касании этого поля меняется установка - одна из двух приведенных). Разница между этими установками следующая - при выборе педаль статична машина работает только по нажатию педали (следующий цикл не наступает, пока педаль снова не нажмут), а режиме «Педаль автомат» оператор, удерживая нажатой педалью может продолжать работу в автоматическом режиме, пока не уберет ногу с педали.Второй экран:
Вы можете изменить параметр «Макс. Скорость» в нужном Вам диапазоне – от 1000 доот тысячи до двадцати тысяч!). Этот параметр изменяет скорость протяжки цепи. Задержка остановки ножа – регулируется один раз во время наладки, но возможна дополнительная регулировка по мере увеличения выбега ножа. При правильном подборе задержки нож в исходном положении должен находиться на максимальном удалении от проволоки. Задержка остановки пресса – регулируется в зависимости от скорости цикла основного вала. При увеличении скорости Вы должны уменьшить время задержки, и наоборот, при уменьшении скорости – увеличить. При правильном положении датчика типичный диапазон регулировок – 100-250мс. При правильно выставленной задержке остановки пресса стол останавливается таким образом, что планка, удерживающая бумагу на столе, находится в максимально поднятом положении.6. Установка разматывающего устройства.
Внешний вид разматывающего устройства показан на рис. 6-1.
Катушка с проволокой помещается на верхнюю ось, а пустая катушка – на нижнюю.
Внимание! Катушки прижимаются шайбами с нарезанной левой резьбой!
Верхняя катушка с проволокой помещается так, чтобы проволока выходила с нее по часовой стрелке, а бумага на подмотку уходила бы так, как это показано на рис. 6-1. Оба вала вращаются по часовой стрелке, если на устройство смотреть как на рисунке.
При размотке проволоки бумага из-под проволоки освобождается и обеспечивает провис подвижной планки, что приводит к срабатыванию механического датчика подмотки бумаги.
Устройство следует располагать на расстоянии приблизительно 1м от направляющего устройства с датчиком, чтобы обеспечить достаточный провис проволоки.
Принцип работы разматывающего устройства следующий.
Отклонение проволоки от датчика на расстояние 4-5мм приводит к одновременному срабатыванию мотор-редуктора размотки проволоки на заданное оператором время. Предполагается, что устройство разматывает за один раз столько проволоки, сколько ее хватает на 2-3 обжимных цикла. Это время подбирается оператором с помощью регулятора «Время задержки размотки» (четвертый ряд кнопок пульта управления). Важным моментом настройки является положение датчика – плоскость датчика должна находиться приблизительно под углом 45 градусов к вертикали. При этом датчик не должен срабатывать на качание провисшей проволоки. Изменяя положение плоскости датчика необходимо добиться, чтобы не было влияния качания проволоки на срабатывание датчика. После регулировки положения датчика следует прочно затянуть фиксирующие направляющее устройство болты.

Рис. 6-1. Разматывающее устройство
Таким образом, правильно отрегулированное устройство срабатывает каждые 2-3 цикла обжатия и не реагирует на естественное покачивание проволоки после процесса отмотки.
Также необходимо отрегулировать боковые планки приемно-направляющего устройства

Рис. 6-2 Приемно-направляющее устройство
таким образом (рис. 6-2), чтобы проволока свободно входила в зазор между планок вертикально, а не горизонтально, а поверхность датчика находилась бы строго по центру между двумя боковыми планками.
Для самой первой наладки положения датчика и самого приемно-направляющего устройства рекомендуется снять обе катушки (во избежание излишней размотки и запутывания проволоки) и проверить как реагирует датчик на отклонение проволоки от плоскости датчика, а также отрегулировать время размотки катушки.
По мере расходования проволоки следует немного увеличивать время размотки бобины. Рекомендуем это делать 2-3 раза в течение всей работы на одной катушке.
7. Настройка переплетного узла
7.1. Приемная планка.
Из приемно-направляющего устройства проволока поступает в направляющую планку, которая изготавливается строго под размер проволоки (то есть, для проволок размера ¼ и 5/16 эти планки будут разные).
Внимание! Важное значение имеет качество употребляемой проволоки. Проволока, изготовленная не по стандарту может иметь неправильные геометрические параметры в закрытом состоянии.
На рис. 7-1 показана направляющая планка, укрепленная на штоке магнитного переключателя, цепь и звездочка.
Направляющая планка изготовлена в форме жёлоба, что в какой-то мере защищает машину от проволоки с разными геометрическими параметрами. Звездочка нужна для улучшения захода проволоки на направляющую и правильной ее фиксации на таскалках цепи.
Внимание! Звездочка строго устанавливается по центру прорези. Неправильное расположение звездочки может привести к её поломке.
После промотки проволоки внутрь обжимного устройства и осуществления реза шток опускается на 8-10мм и выводит проволоку из зацепления с цепью и звездочкой. Это позволяет
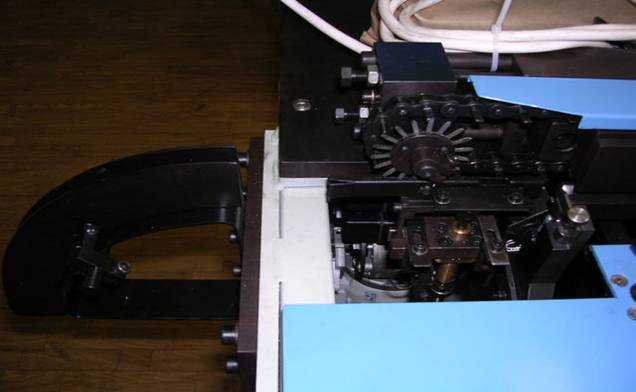
Рис. 7-1. Направляющая планка
отрезанный кусок проволоки протащить на необходимое расстояние внутрь обжимного устройства.
Направляющая планка крепится на штоке магнитного переключателя двумя болтами и устанавливается таким образом, чтобы без всяких помех входила в обжимные планки. Высота планки относительно
Рис. 7-2 Магнитный переключатель направляющей планки
цепи и звездочки регулируется положением штока (рис. 7-2). Высота штока регулируется болтом с контргайкой в конце штока. Магнитный переключатель легко крепится на плите с помощью винта М10. Его положение выбирается таким образом, чтобы регулировочные пазы направляющей планки позволяли легко регулировать зазор между планкой и таскалками. На магнитном переключателе имеются также настройки усилия переключения, глубины хода и сочленения с магнитным толкателем. Усилие выбирается таким, чтобы было невозможно переключить направляющую планку в нижнее положение от небольшого усилия. И наоборот, переход в верхнее положении из нижнего делается максимально облегченным. Глубина хода выставляется на 8-10мм. Регулировка сочленения с магнитным толкателем производится на заводе.
На магнитном переключателе устанавливаются также два специальных фиксатора (рис.7-3), которые предназначены для фиксации проволоки в заданном положении
Рис. 7-3. Фиксатор проволоки
при движении штока вниз. Их положение должно быть совмещено с положением ножа (см. раздел 7.2) таким образом, чтобы при фиксации проволоки в нижнем положении рез приходился бы на серединку перекладинки проволоки. Сами фиксаторы в нижнем положении штока должны обеспечивать прочную фиксацию проволоки в нижнем положении штока, чтобы при движении штока вверх проволока точно попадала бы в такскалки цепи. Это удобно настраивать на небольшом кусочке проволоки в режиме Настройка с помощью кнопок «Магнит».
7.2. Регулировка положения ножа
Нож, разрезающий проволоку, приводится в действие отдельным мотор-редуктором. Время срабатывания ножа составляет около 0,3 сек. Для регулировки положения ножа относительно проволоки предусмотрена кнопка «Резка» (см. раздел 5). При переводе машины в режим Настройка с помощью кнопки «Резка» проверяем положение ножа во всех циклах реза. Проволока должна заходить на 2-2,5мм в глубь ножа и располагаться до начала реза на 1 мм выше ножен и на 2 мм ниже ножа. Ход ножа должен быть отрегулирован таким образом, чтобы нож входил в ножны во время реза на глубину не менее 1- 1,5мм. В крайнем (исходном) положении нож должен отстоять от проволоки на 3-5 мм. Узел ножа легко крепится на плите с помощью двух винтов М10 на подвижной направляющей. Узел может быть легко снят и автономно настроен под необходимый рез (рис. 7-4)

Рис. 7-4. Узел реза
Все необходимые настройки для регулировки высоты положения ножа, глубины реза и крайних положений ножа видны из рис. 7-4. Исходное положение ножа в работе регулируется с помощью датчика, находящегося на оси мотор-редуктора. Однако точное положение ножа выставляется с помощью параметра задержки (второй экран меню «Настройки»). При правильном положении датчика параметр задержки должен находиться в пределах 10-30мс.
Режущая часть ножа легко снимается и может быть заточена.
Рекомендуем производить заточку ножей после резов.
7.3 Регулировка обжимных планок
После реза проволока поступает в обжимные планки. Регулировка этих планок является самым ответственным этапом в подготовке машины к работе и может быть разбита на следующие этапы:
1. Съем и установка планок
2. Регулировка зазора по всей длине
3. Регулировка положения направляющей планки
Регулировка соосности в горизонтальной плоскости Регулировка степени обжима Регулировка передних фиксирующих планок.7.3.1 Съем и установка планок
Для снятия планок нужно снять стол (см. раздел 8). Снять упорную планку (см. раздел 8). Снять верхнюю планку, выкрутив 3 винта М8, снять нижнюю планку (2 винта М8). Установку планок произвести в обратном порядке. Упорную планку до окончания регулировки можно не ставить.
7.3.2. Регулировка зазора по всей длине
Для регулировки зазора между обжимными планками по всей длине нужно отрезать проволоку длиной 20-30 крючков и с помощью двух винтов, поддерживающего нижнюю планку (рис. 7-5), отрегулировать зазор таким образом, чтобы проволока не опрокидывалась и
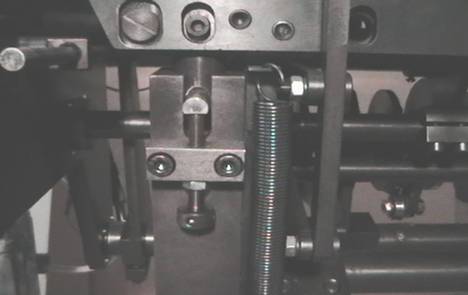
Рис. 7-5 Винт регулировки зазора между планками
легко скользила по направляющей. Перемещение проволоки следует осуществлять при полностью выключенной машине, перемещая цепь рукой. При регулировке нужно иметь ввиду, что винты, удерживающие нижнюю планку, должны быть слегка ослаблены. После регулировки винта регулировки зазора он должен быть зафиксирован контргайкой, а винты крепления нижней планки затянуты. При правильно отрегулированной нижней планке она должна легко двигаться вверх-вниз. Если этого не происходит, то нужно снова ослабить винты крепления нижней планки и снова их затянуть, устранив перекос. Правильное положение проволоки в зазоре обжимных планок показано на рис. 7-6.
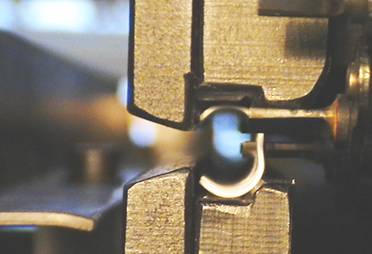
Рис. 7-6. Правильное расположение проволоки
В зазоре обжимной планки
7.3.3. Регулировка положения направляющей планки
Направляющая планка должна быть отрегулирована таким образом, чтобы при заходе в зазор проволока не цепляла за края планок. С этой целью на верхней и нижней обжимных планках сделаны заходы. Тем не менее, положение планки (высота и направление – не должно быть ни малейшего перекоса) играет решающее значение в реализации качественной (без брака) работы. Обратите на это особенное внимание!
7.3.4. Регулировка соосности в горизонтальной плоскости
После регулировки соосности в вертикальной плоскости наладьте соосность в горизонтальной. Проверка соосности состоит из двух последовательных операций - проверка соосности визуально (с правого торца заметны отклонения до 0,05мм) и проверка обжимом. И в том, и в другом случае регулировка достигается следующим способом. Ослабляются два стопорных винта (рис. 7-7), фиксирующих подачу комплекса «цепь-верхняя планка», и с помощью подающего винта этот комплекс сдвигается относительно нижней планки.

Рис. 7-7. Стопорная гайка и подающий винт
регулировки соосности в горизонтальной плоскости
При выверенной соосности верхней и нижней планок в результате обжима проволоки получается правильно замкнутое круглое кольцо.
Следует помнить, что регулировка соосности в горизонтальной плоскости требует последующей регулировки положения направляющей и звездочки!
7.3.5. Регулировка степени обжима
Степень обжима регулируется винтами, изображенными на рис. 7-8.

Рис. 7-8 Винт регулировка степени обжима
Регулировку следует начинать с одного винта, ослабив контргайку и подав (или вывинтив) винт регулировки, а затем вновь зафиксировать его контргайкой. Обязательно параллельный винт выставить синхронно отрегулированному! Для этого нужно вывинтить второй винт, а первый прислонить к упору (шестигранная головка). Затем второй винт ввинтить до касания с шестигранной головкой и прочно зафиксировать контргайкой. Синхронность действия упора очень важна для избежания перекосов в обжатии, когда при выверенной сооности планок получается разница в степени обжатия.
7.3.6. Регулировка передних фиксирующих планок
Передние фиксирующие планки выполняют роль ограничителей проволоки при движении проволоки по зазору между планками. Скосы, выполненные на этих планках, служат для направления обжимного блока в обжимной створ. Одновременно эти планки защищают проволоку от удара бумаги по крючкам и связанного с этим брака в обжиме. Поэтому передние планки должны лишь чуть-чуть закрывать проволоку. Обычно верхняя планка ниже верхнего края проволоки, а нижняя выше нижнего края проволоки на 0,3-0,5мм. Это хорошо видно из рис. 7-6. Регулировка положения передней планки осуществляется с помощью пары винтов, расположенных в верхних и нижних плоских (нескошенных) торцах соотвественно верхней и нижней планок с фронтально расположенными стопорными винтами.
8. Регулировка стола и упорной планки
Стол движется по двум параллельным плоским направляющим на четырех парах подшипников, люфт хода которых выбирается в нижней части пары подшипников с помощью эксцентриков. Движение стола от обжимного створа осуществляется за счет пары толкателей, а движение к створу – за счет пружин, соединяющих стол и корпус машины. Параллельность движения стола направляющим достигается с помощью симметричных регулировок, расположенных в нижней части стола (рис. 8-1).
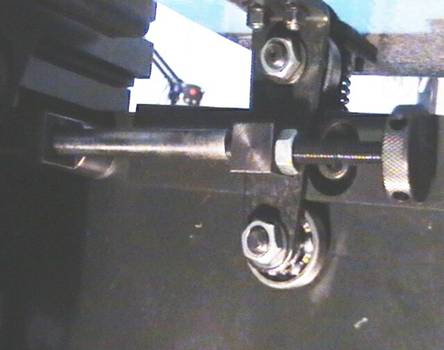
Рис. 8-1. Регулировка параллельности хода стола.
Из рисунка видно, что толкатель стола соприкасается с регулировочным винтом, выбирая тем самым возможную механическую ошибку.
Очень важно, чтобы во время обжима проволокой стол правильно подходил к створу обжимных планок. Рекомендуется устанавливать плоскость стола на уровне или чуть выше уровня нижней фиксирующей планки.
Регулировка положения (наклона) стола относительно обжимного створа осуществляется винтом, показанным на рис. 8-2.

Рис. 8-2. Регулировка наклона стола
Для этого снимается стол, освобождаются контргайки регуляторов положения (наклона) стола, расположенных с нижнего торца косяков, освобождаются два винта, удерживающие направляющие стола и производится регулировка положения этих направляющих. Сборка в обратном порядке.
Подход обжимного блока к нужной точке в обжимном створе регулируется с помощью положения упора. Для этого включенную машину переводят в режим «Настройка» и пользуясь кнопкой обжим подводят обжимаемый блок к створу. В крайней точке движения стола останавливают процесс и с торца замечают, находятся ли отверстия напротив крючков проволоки. При необходимости следует освободить 2 винта упора и передвинуть упор в нужном направлении.
9. Натяжение цепи.
В течение работы цепь разрабатывается и со временем возможен ее провис. На рис. 9-1 показана регулировка натяжения цепи. Цепь должна быть всегда натянута (без провисов) и должна без значительных усилий перемещаться по направляющим и звездочкам.
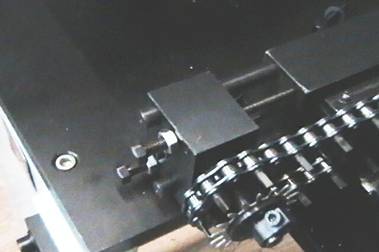
Рис. 9-1. Регулировка натяжения цепи
Регулировка натяжения цепи осуществляется симметричной распоркой двух винтов, зафиксированных контргайками.
10. Таблица углов поворота кулачков
Установка углов поворота кулачков машины происходит на заводе изготовителя, их не рекомендуется менять. Однако в случае их смещения, для восстановления ниже приведена таблица значений.
Таблица 10.1
1 | Кулачек завода ригеля | 35 |
2 | Кулачек, подъем верхней планки | 60 |
3 | Кулачек упорной планки блока | 28,5 |
4 | Кулачек механической вставки ригеля | 87 |
5 | Кулачек прижимной планки стола | 19 |
6 | Кулачек движения стола | 13 |
7 | Кулачек движения обжимной планки | 3 |
11. Настройка ригеля
Все настройки ригельного устройства проведены в заводских условиях применительно к данной машине. Для запуска машины при работе с ригелем вам необходимо произвести следующие действия.
11.1 Устанавливаем устройство для подачи ригеля на рабочее место.
11.2 Переключаем тумблер для работы машины в настройке и кнопкой «обжим» доводим ригельное устройство в нижнее положение (момент подачи ригеля)
- выставляем нижний упор.
- переводим в верхнее положение (т. е. исходное) и выставляем верхний упор
11.3 Выставить необходимое количество крючков и пробел в три крючка для ригеля.
11.4 Загрузить ригель и провести испытание вместе с блоком.
Внимание! При работе с ригельным устройством очень важно, что бы все настройки были выполнены очень тщательно правильное положение стола, расположение упорной планки, а так же положение прижимных планок обжимного устройства.
12. Техническое обслуживание
Автомат-брошюровщик ЛБ-700 не требует специального технического обслуживания. Необходимая смазка заложена в редукторе и подвижных узлах машины на весь срок эксплуатации.
Ежедневное техническое обслуживание включает в себя осмотр машины и очистку от бумажной пыли.
Ежемесячное техническое обслуживание:
- проверка натяжения цепи (пункт №3)
- смазка цепи производится маслами отечественного производства ИГП-30, ИГП-38 или аналогами импортного производства.
- проверка и протяжка резьбовых соединений.
13. Неисправности и их устранения
№ | Неисправность | Причина | Способ устранения |
1 | Не включается в цикле | Сбой программы | Обесточить машину на 2-3 минуты |
2 | Не работает подмотка бумаги | Не сработал датчик. Нет питания сети. Отсутствует контакт разъемов | Проверить работу датчика. Проверить сеть. Проверить разъемы. |
3 | Не работает резка проволоки. | Сбой программы | Отключить машину на 2-3 минуты. Проверить разъем двигателя механизма резки. При этом может высветится ошибка ОС-П |
Внимание! Самостоятельная переустановка программного обеспечения машины категорически запрещается (может привести к выходу всей электронной системы машины из строя)
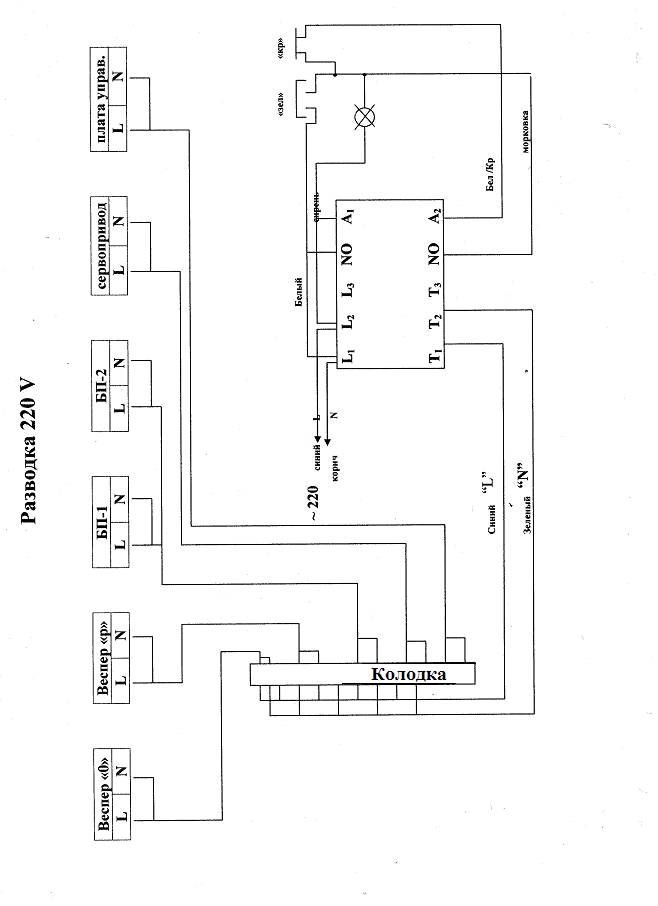
14. Электрическая схема
15. Гарантии поставщика
Компания – изготовитель гарантирует длительную и бесперебойную работу аппарата ЛБ-700, при соблюдении всех требований указанных в данном руководстве. Мы готовы произвести обучение ваших специалистов со стажировкой их в нашей компании.
Мы готовы принимать все предложения по улучшению конструкции и работе аппарата. Однако все претензии будут отклонены если:
- машина была использована в целях, для которых она не предназначена
- неправильная эксплуатация или обслуживание машины
- если в конструкцию были внесены изменения
- в случае катастроф, стихийных бедствий и попадания внутрь посторонних предметов
