

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
УДК 681.513.1
Автоматизация регулирования скорости плавления
расходуемых электродов при электрошлаковом переплаве
Рассмотрена модель процесса электрошлакового переплава как элемента системы автоматического управления. Предложен способ улучшения показателей регулирования путем замены традиционно применяемого закона стабилизации тока переплава на закон стабилизации подводимой мощности и величины подачи расходуемых электродов.
Основными факторами, влияющими на протекание процесса электрошлакового переплава (ЭШП), являются: положение электродов во флюсовой шапке, выделяемая электрическая мощность в шлаке, теплоотдача через стенки кристаллизатора. При этом единственным параметром, автоматическое управление которым осуществляется большинством имеющихся сегодня в промышленности систем управления установками ЭШП, является ток переплава, значение которого изменяется путем увеличения или уменьшения величины заглубления расходуемых электродов в расплав шлака [1]. С целью исследования эффективности системы управления ЭШП в системе Matlab/Simulink автором разработана модель, схема которой представлена на рис. 1.
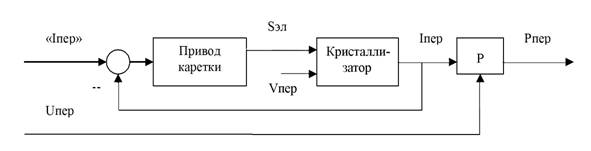
Подсистема состоит из 2 блоков, из которых адекватно идентифицировать классическими средствами теории автоматического управления (на основе их конструктивных и аппаратных характеристик) можно только первый – привод каретки. Привод представляет собой реверсивный тиристорный электропривод с двигателем постоянного тока, механическая часть которого представлена статической нагрузкой (кареткой с весом расходуемых электродов), изменяющейся во времени, приведенной к валу двигателя через соответствующее передаточное звено. Следует учитывать также, что закон изменения статической нагрузки является функцией параметра – скорости переплава. Модель кристаллизатора формируется с использованием метода нейро-нечеткой идентификации на основании обучающей выборки, полученной при проведении серии плавок на реальной установке ЭШП. Данные, использованные для нечеткой идентификации, подвергнуты предварительной нормализации и сглаживанию с целью устранения случайных составляющих и помех.
Схема предлагаемой модели привода каретки представлена на рис. 2.
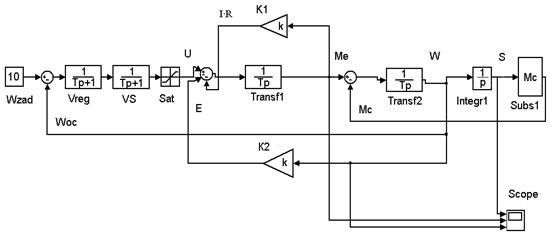
 Для оценки зависимости между скоростью переплава и перемещением каретки примем следующие допущения: шлаковая ванна и электроды представляют собой правильные параллелепипеды, оплавление электродов с торцов происходит равномерно.
Для оценки зависимости между скоростью переплава и перемещением каретки примем следующие допущения: шлаковая ванна и электроды представляют собой правильные параллелепипеды, оплавление электродов с торцов происходит равномерно.
Имеем:
- сплавленная масса за единицу времени ![]() , где
, где ![]() ;
;
- уменьшение общей длины электродов за единицу времени ![]() , где Sэ – площадь сечения электродов;
, где Sэ – площадь сечения электродов;
- площадь поверхности флюса ![]() ;
;
- изменение высоты флюса за единицу времени ![]() .
.
Таким образом, величина  однозначно определяет количество наплавляемого металла и может рассматриваться как задающее воздействие на перемещение каретки электродержателя (электродов) при решении задачи стабилизации скорости переплава.
однозначно определяет количество наплавляемого металла и может рассматриваться как задающее воздействие на перемещение каретки электродержателя (электродов) при решении задачи стабилизации скорости переплава.
Влияние же тока переплава на режим формирования слитка хотя и является бесспорным, однако не имеет пригодного для практических целей автоматического управления переплавом математического описания ввиду сложности протекающих процессов, необходимости учета колебаний напряжения переплава, тепловых и электрических потерь и влияния системы охлаждения. В целом это обусловлено наличием существенно нелинейных связей между электрическими, тепловыми и физико-химическими процессами [2,3]. Перечисленные факторы значительно снижают качество регулирования основного целевого показателя – скорости переплава. Данный параметр может быть косвенно оценен через скорость подачи электродов. Временная диаграмма скорости подачи электродов в процессе плавки приведена на рис.3.
 Анализ приведенной зависимости показывает нестабильность поддержания заданной скорости в процессе плавки при традиционном способе регулирования и значительные ее
Анализ приведенной зависимости показывает нестабильность поддержания заданной скорости в процессе плавки при традиционном способе регулирования и значительные ее
колебания, что, помимо увеличения нестационарности условий формирования наплавляемого слитка, существенно снижает энергетическую эффективность привода подачи, а также увеличивает механический износ элементов привода за счет динамических нагрузок.
 Таким образом, очевидна целесообразность и возможность построения автоматической системы управления скоростью перемещения каретки электродержателя при аппаратном контроле скорости плавления с помощью весоизмерительных датчиков и стабилизации подводимой электрической мощности за счет управления приводом печного трансформатора. Результаты моделирования такой системы приведены на рис.4.
Таким образом, очевидна целесообразность и возможность построения автоматической системы управления скоростью перемещения каретки электродержателя при аппаратном контроле скорости плавления с помощью весоизмерительных датчиков и стабилизации подводимой электрической мощности за счет управления приводом печного трансформатора. Результаты моделирования такой системы приведены на рис.4.

 Анализ результатов моделирования показывает, что система управления ЭШП, построенная на рассмотренных выше принципах, в отличие от традиционно используемых систем стабилизации тока позволяет решить ряд принципиальных проблем с точки зрения повышения управляемости и качества процесса электрошлакового переплава. Становится возможным управляемое поддержание постоянства величин подачи наплавляемого металла, а также лучшая стабилизация размеров металлической ванны, что на сегодняшний день не решено в известных автору системах управления ЭШП. Помимо названных преимуществ такое регулирование обеспечивает более мягкие режимы для механических элементов установки, что ведет к увеличению срока их службы за счет снижения динамических нагрузок на элементы привода и рабочего механизма подачи, а также к улучшению условий труда персонала и повышению энергоэффективности.
Анализ результатов моделирования показывает, что система управления ЭШП, построенная на рассмотренных выше принципах, в отличие от традиционно используемых систем стабилизации тока позволяет решить ряд принципиальных проблем с точки зрения повышения управляемости и качества процесса электрошлакового переплава. Становится возможным управляемое поддержание постоянства величин подачи наплавляемого металла, а также лучшая стабилизация размеров металлической ванны, что на сегодняшний день не решено в известных автору системах управления ЭШП. Помимо названных преимуществ такое регулирование обеспечивает более мягкие режимы для механических элементов установки, что ведет к увеличению срока их службы за счет снижения динамических нагрузок на элементы привода и рабочего механизма подачи, а также к улучшению условий труда персонала и повышению энергоэффективности.
Список литературы
1. Петров, управления электрошлаковым переплавом/ .– Устинов: Удмуртия, 1985.
2. Митчелл, A. Механизм выделения и распространения тепла в процессе ЭШП/ А. Митчелл // Электрошлаковый переплав. – Киев: Наукова думка, 1971. - С. 149-161.
3. Патон, температурных полей крупных ЭШС/ // Специальная металлургия.– Киев, 1982. – Т.2.
Материал поступил в редколлегию 22.06.07.
