
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
УДК 681.5
ПОВЫШЕНИЕ ТОЧНОСТИ ТОКАРНЫХ СТАНКОВ ПУТЕМ НАСТРОЙКИ ПАРАМЕТРОВ УЧПУ[1]
Предложен метод настройки станочных параметров, позволяющий определить точность всей технологической системы, идентифицировать влияние каждого из факторов на точность отработки траектории перемещения режущим инструментом.
Ключевые слова: точность, траектория инструмента, оптимизация, станочные параметры, система диагностики, токарный станок с ЧПУ, контур положения.
Технологическое обеспечение эксплуатационных свойств деталей машин и их соединений неразрывно связано с обеспечением геометрической точности деталей.
На формирование геометрии поверхности детали оказывают влияние такие факторы, как погрешность установки заготовки (сюда входят погрешности базирования, закрепления, а также погрешность приспособления), погрешность настройки станка, размерный износ режущих инструментов, упругие перемещения узлов станка, тепловые деформации технологической системы, остаточные напряжения в деталях, геометрическая неточность станка, обусловленная погрешностями изготовления, установки станка, износом его узлов (направляющих, шарико-винтовой пары (ШВП)), а также кинематическими погрешностями, включающими погрешности позиционирования суппортов станка.
Доля каждой из погрешностей, входящих в допуск на размер, при обработке деталей машин на токарных станках различна. На чистовых операциях основной погрешностью, определяющей суммарную погрешность обработки, является погрешность, обусловленная геометрической неточностью станка. Расчет суммарной погрешности, проведенный в соответствии с методикой, представленной в работе [1], показал, что при обработке по 11-му квалитету доля погрешности, обусловленной геометрической неточностью станка, составляет%, при обработке по 9-му квалитету –%, а по 7-му –%.
Уменьшение величины этой погрешности позволит значительно повысить точность деталей машин, обрабатываемых на токарных станках с ЧПУ.
Решению такой задачи, как повышение геометрической точности станка, обусловленной кинематикой станка, посвящено достаточно большое количество работ. В работах [2;3] геометрическая точность станка достигается посредством контроля процесса резания. Требуемая точность достигается с помощью адаптивных систем, позволяющих изменять структуру системы управления станком при изменении динамических процессов во время резания, а также формировании корректирующих управляющих воздействий.
Тем не менее базовая кинематическая точность станка определяется точностью системы управления токарного станка с ЧПУ (рис. 1), в состав которой входят приводы подач, и зависит от точности их настройки. Способы синтеза системы управления приводом подачи представлены в работах [4;5]. Считается, что привод удовлетворяет заданной точности, если логарифмическая амплитудно-частотная характеристика (ЛАЧХ) разомкнутого контура положения этого привода лежит выше запретной зоны, ограниченной некоторой желаемой ЛАЧХ (рис.2).
Рис. 1. Структурная схема системы управления
 Данный метод не позволяет оценить влияние на точность станка коэффициентов усиления ПИД-регулятора контура положения, погрешности, обусловленной частотой задающего воздействия на привод, сухого трения, люфта в ШВП, накопленной погрешности ходового винта и др.
Данный метод не позволяет оценить влияние на точность станка коэффициентов усиления ПИД-регулятора контура положения, погрешности, обусловленной частотой задающего воздействия на привод, сухого трения, люфта в ШВП, накопленной погрешности ходового винта и др.
Современные системы числового программного управления позволяют компенсировать влияние большинства из перечисленных факторов путем настройки соответствующих станочных параметров [6]. Предлагаемый метод позволит определить точность отработки траектории перемещения режущим инструментом, а также влияние на нее каждого из указанных факторов. Компенсируя соответствующие погрешности, можно добиться необходимой точности отработки траектории инструмента (рис.6).
В качестве траектории перемещения исследуется дуга окружности, так как именно при отработке круговой траектории проявляется действие всех перечисленных факторов.
 Для определения траектории перемещения режущего инструмента, а также идентификации факторов, влияющих на эту траекторию, на токарно-револьверном станке с ЧПУ мод. 1В340Ф30 с приводами подач TNP была смонтирована система диагностики. Привод выполнен по одноконтурной схеме с ПИ-регулятором скорости и блоком нелинейного токоограничения. На рис. 3 и 4 представлены соответственно кинематическая и структурная схемы привода [7].
Для определения траектории перемещения режущего инструмента, а также идентификации факторов, влияющих на эту траекторию, на токарно-револьверном станке с ЧПУ мод. 1В340Ф30 с приводами подач TNP была смонтирована система диагностики. Привод выполнен по одноконтурной схеме с ПИ-регулятором скорости и блоком нелинейного токоограничения. На рис. 3 и 4 представлены соответственно кинематическая и структурная схемы привода [7].
|
Рис. 4. Структурная схема следящего привода подач: Uя – напряжение на якоре; Uтг – напряжение на тахогенераторе; Uцап – напряжение на цифро-аналоговом преобразователе; Uε – напряжение величины рассогласования скорости; М – мо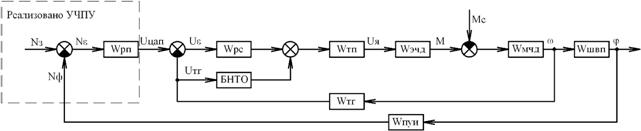 мент на двигателе; w - угловая скорость; j - угол поворота ШВП; Wрп – передаточная функция регулятора положения; Wрс - передаточная функция регулятора скорости; Wтп – передаточная функция тиристорного преобразователя; Wэчд – передаточная функция электрической части двигателя; Wмчд – передаточная функция механической части двигателя; Wшвп – передаточная функция ШВП; Wтг – передаточная функция тахогенератора; Wпуи – передаточная функция преобразователя «угол-импульс»; БНТО – блок нелинейного токоограничения; Nз – код заданной величины перемещения; Nф – код фактической величины перемещения; Nε – код величины рассогласования
мент на двигателе; w - угловая скорость; j - угол поворота ШВП; Wрп – передаточная функция регулятора положения; Wрс - передаточная функция регулятора скорости; Wтп – передаточная функция тиристорного преобразователя; Wэчд – передаточная функция электрической части двигателя; Wмчд – передаточная функция механической части двигателя; Wшвп – передаточная функция ШВП; Wтг – передаточная функция тахогенератора; Wпуи – передаточная функция преобразователя «угол-импульс»; БНТО – блок нелинейного токоограничения; Nз – код заданной величины перемещения; Nф – код фактической величины перемещения; Nε – код величины рассогласования
 Система диагностики состоит из датчиков линейных перемещений ЛИР-8.000, установленных на продольном и поперечном суппортах станка (рис.5), и ЭВМ, позволяющей обрабатывать данные от датчиков. Датчики линейных перемещений имеют дискретность перемещения (0,1 мкм) на порядок выше, чем дискретность перемещения привода станка (1мкм). Помимо этого, возможности датчиков таковы, что они позволяют контролировать перемещения привода во всем диапазоне подач станка без какого-нибудь существенного влияния датчиков на погрешность траектории перемещения инструмента.
Система диагностики состоит из датчиков линейных перемещений ЛИР-8.000, установленных на продольном и поперечном суппортах станка (рис.5), и ЭВМ, позволяющей обрабатывать данные от датчиков. Датчики линейных перемещений имеют дискретность перемещения (0,1 мкм) на порядок выше, чем дискретность перемещения привода станка (1мкм). Помимо этого, возможности датчиков таковы, что они позволяют контролировать перемещения привода во всем диапазоне подач станка без какого-нибудь существенного влияния датчиков на погрешность траектории перемещения инструмента.
С помощью системы диагностики получена реальная траектория перемещения инструмента при отработке круговой интерполяции (рис.6).
На рис. 6 ось абсцисс соответствует идеальной траектории перемещения инструмента, заданной в кадре управляющей программы (УП). По оси ординат откладывается величина, равная разности между радиусом, заданным в УП, и фактическим, измеренным с помощью системы диагностики:
![]() ,
,
где R - радиус, заданный в УП, мм; Rф – фактический радиус, полученный с помощью системы диагностики, мм.
Качество переходных процессов в приводах подач является важнейшим показателем точности их работы, который имеет тем большее значение, чем выше скорость подачи при отработке траектории.
На рис. 6 представлено несколько траекторий инструмента при различных настройках ПИД-регулятора контура положения УЧПУ. При изменении параметров ПИД-регулятора контура положения УЧПУ на выходе регулятора положения формируется различное суммарное управляющее воздействие
![]() ,
,
где kп - коэффициент добротности привода по положению; kд - коэффициент дифференциальной составляющей ошибки по положению; kи - коэффициент интегральной составляющей ошибки по положению; kс - коэффициент компенсации скоростной составляющей ошибки; Nε(i), ΔNε(i) – ошибка рассогласования и ее изменение соответственно; Nз(i), Nз(i-1) - заданные значения перемещения по оси за текущий и предыдущий циклы прерывания соответственно.
|
|
|
|
|
|
|



|
|
|
|

 В результате при отработке приводом траекторий с ускорением (обработка сферических или сплайновых поверхностей) смена задания на ЦАП при определенных скоростях происходит во время переходного процесса (рис.7а). При отработке первого задания на ЦАП возникает переходный процесс (кривая 1). При следующем задании возникает новый переходный процесс (кривая 2). Этот переходный процесс накладывается на переходный процесс от предыдущего задания. Процесс повторяется при последующих задающих воздействиях на ЦАП. В результате возникает накопленная погрешность, вызванная динамикой привода. Это подтверждается экспериментально при отработке единичного воздействия на ЦАП системы ЧПУ NC201M
В результате при отработке приводом траекторий с ускорением (обработка сферических или сплайновых поверхностей) смена задания на ЦАП при определенных скоростях происходит во время переходного процесса (рис.7а). При отработке первого задания на ЦАП возникает переходный процесс (кривая 1). При следующем задании возникает новый переходный процесс (кривая 2). Этот переходный процесс накладывается на переходный процесс от предыдущего задания. Процесс повторяется при последующих задающих воздействиях на ЦАП. В результате возникает накопленная погрешность, вызванная динамикой привода. Это подтверждается экспериментально при отработке единичного воздействия на ЦАП системы ЧПУ NC201M
токарно-револьверного станка (рис.7б). Время регулирования значительно превышает тик УЧПУ, равный 2 мс, и изменяется в зависимости от настройки ПИД-регулятора.
Для компенсации накопленной погрешности следует добиться определенных параметров качества переходного процесса, таких, как время регулирования, перерегулирование, статическая ошибка, число колебаний (рис.8). В идеальном случае время переходного процесса должно быть сведено к минимуму. Однако существуют определенные ограничения: некомпенсируемая постоянная времени привода, предельный коэффициент усиления пропорциональной составляющей, от которого зависит устойчивость привода, коэффициенты усиления дифференцирующей и интегрирующей составляющих, которые определяют величину перерегулирования и время регулирования.
 Для задания коэффициентов цифрового ПИД-регулятора положения системы ЧПУ NC201M в файле характеризации осей AXCFIL в секции 2 программируются две инструкции: GMnn и FRC.
Для задания коэффициентов цифрового ПИД-регулятора положения системы ЧПУ NC201M в файле характеризации осей AXCFIL в секции 2 программируются две инструкции: GMnn и FRC.
Инструкция GMnn определяет параметры скорости быстрого хода и коэффициент усиления пропорциональной составляющей для текущей характеризуемой оси. Инструкция FRC предназначена для определения коэффициентов усиления дифференцирующей и интегрирующей составляющих ПИД-регулятора интерполируемой оси. Помимо этого, имеются станочные параметры, позволяющие компенсировать сухое трение, люфт в ШВП, накопленную погрешность ходового винта и др. [8].
Метод настройки станочных параметров может широко применяться как при наладке новых токарных станков с ЧПУ, так и при модернизации устаревших, проведении планового и капитального ремонтов станочного оборудования. Метод дает возможность принять решение о необходимости проведения капитального ремонта и модернизации станочного оборудования, а также о степени модернизации (модернизировать весь станок или только систему управления).
СПИСОК ЛИТЕРАТУРЫ
1. Справочник технолога-машиностроителя. В 2 т. Т.1/ под ред. , .-М.: Машиностроение, 19с.
2. Заковоротный, процесса резания. Синергетический подход / , .- Ростов н/Д: Терра, 2006. − 876 с.
3. Базров, основы проектирования самоподнастраивающихся станков/ . - М.: Машиностроение, 19с.
4. Каган, электромеханические системы/ , , [и др.]. – М.: Энергоатомиздат, 1985. – 208 с.
5. Коровин, программного управления промышленными установками и робототехническими комплексами: учеб. пособие для вузов/ , , .-Л.: Энергоатомиздат, Ленингр. отд-ние, 19с.
6. Устройство числового программного управления NC201-M. Руководство по характеризации.-СПб.: Балт-Систем, 20с.
7. Чернов, подач станков с ЧПУ: справ. пособие/ , , . - Горький: Волго-Вят. кн. изд-во, 1986. – 271 с.
8. Федонин, повышения эффективности работы токарных станков с ЧПУ / , // Модернизация машиностроительного комплекса России на научных основах технологии машиностроения (ТМ-2011): сб. тр. 3-й Междунар. науч.-техн. конф. (г. Брянск, 19-20 мая 2011 г.)/ под общ. ред. . – Брянск: Десяточка, 2011. – С. 328-329.
Материал поступил в редколлегию 26.09.11.
[1] Исследование выполнено в рамках ФЦП «Научные и научно-педагогические кадры инновационной России» на гг.
