

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Одношпиндельный токарный автомат с
подвижным механизмом передней бабки
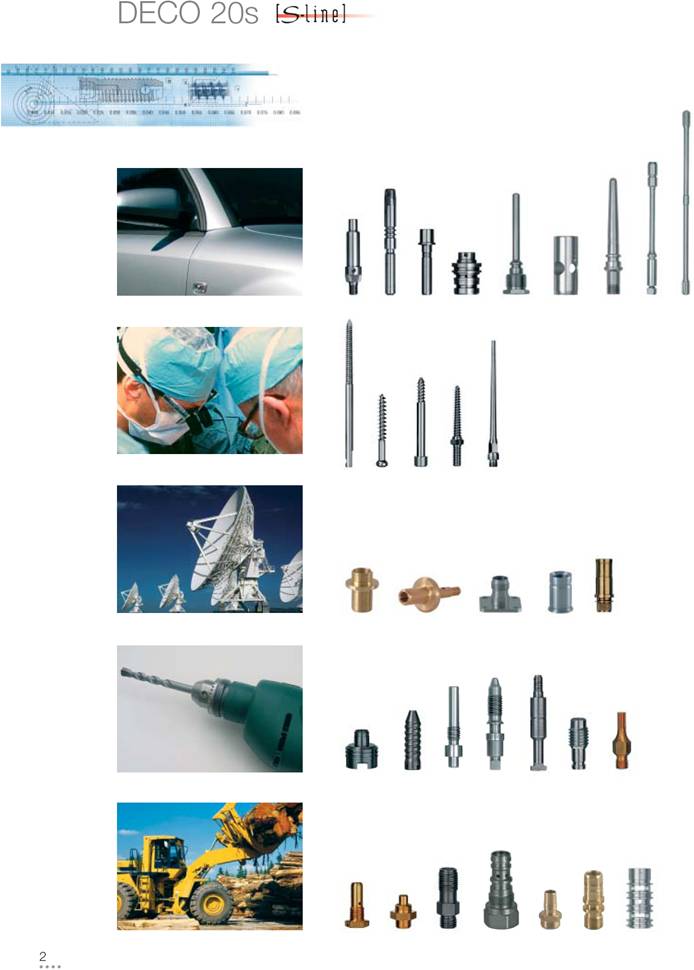
Эффективное и экономичное решение для
производства деталей
средней сложности
Кинематика, направленная на упрощение работы и
повышение производительности!
Гибкость | Все резцедержатели и дополнительные приспособления взаимозаменяемы между двумя системами инструмента. |
Широкий выбор резцедержателей для токарной обработки небольших деталей. 22 позиции для инструмента. |
Простота | Выбор режима программирования: TB-DECO или ISO. Исключительно простое программирование в ISO кодах благодаря применению двух полностью независимых каналов. Оптимальная эргономика, обеспечивающая легкость Система предварительной настройки инструмента. |
Прочность | Исключительно прочная и надежная конструкция, обеспеченная использованием высококачественных узлов и деталей. Высокий к. п.д. шпинделей с прямым приводом. |
Высокие рабочие | Эффективное удаление стружки. Инструмент, специально предназначенный для выполнения операций в главном шпинделе и контршпинделе и обеспечивающий возможность выполнения операций отрезания одновременно двумя инструментами. |

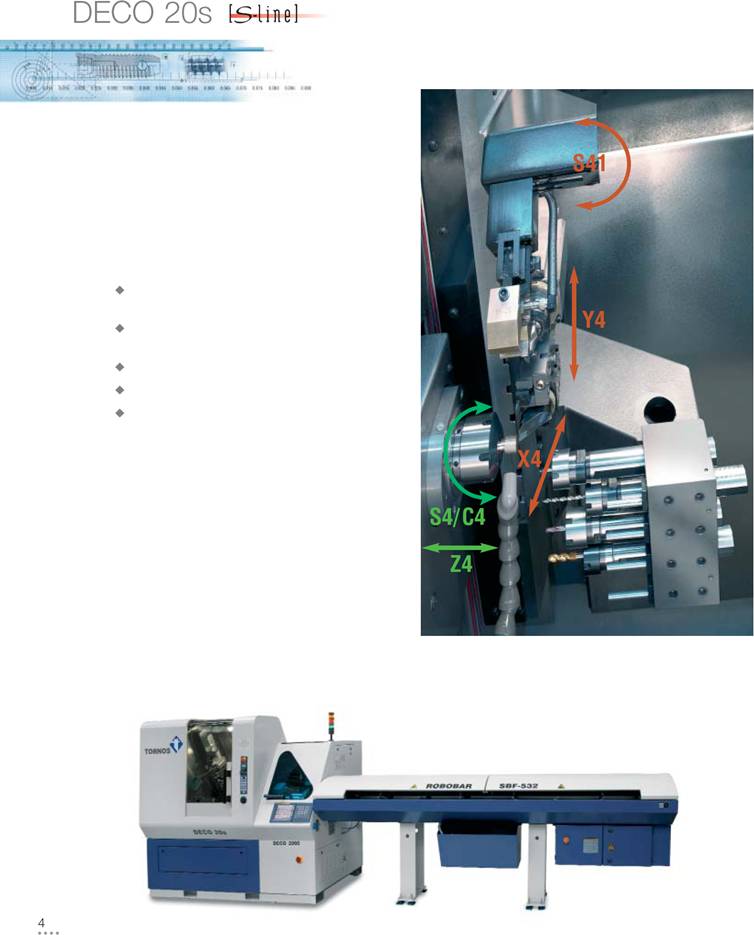
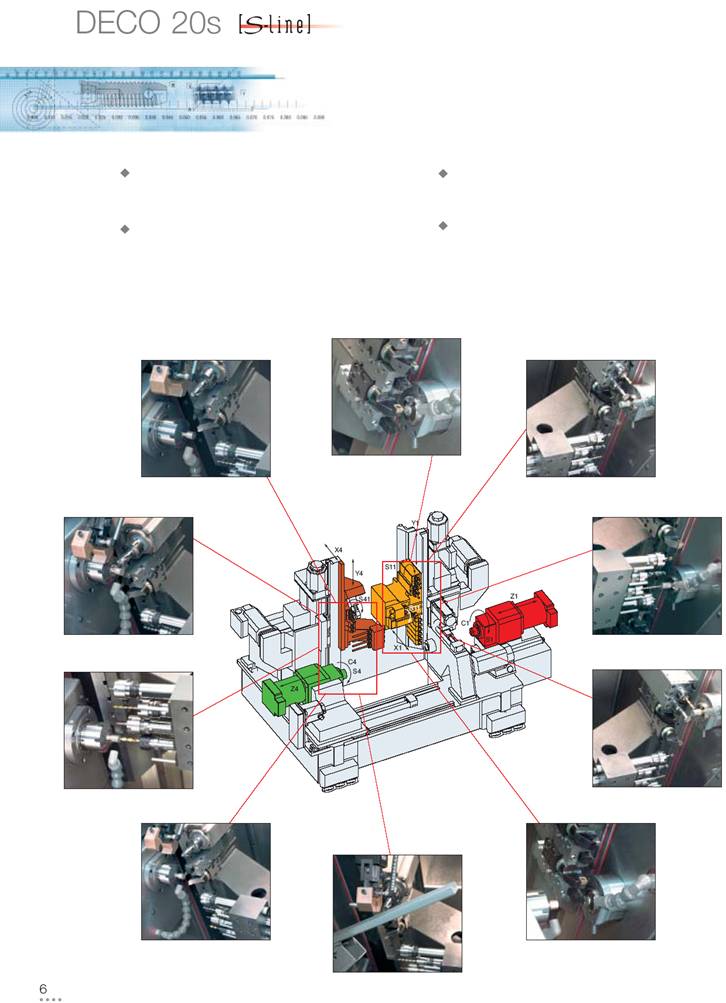
Кинематика, направленная на
упрощение работы и повышение
производительности
Кинематика с двумя полностью независимыми
системами инструмента.
Свободная область обработки обеспечивает
оптимальный способ удаления стружки.
Очень простой доступ к инструменту.
Полностью независимый контршпиндель.
Зеркально-подобная кинематика обеспечивает
высокую гибкость при реализации прямых и
обратных операций.
Cочленение DECO-20s с податчиком прутка SBF-532 обеспечивает
наиболее эффективное и законченное решение задач обработки
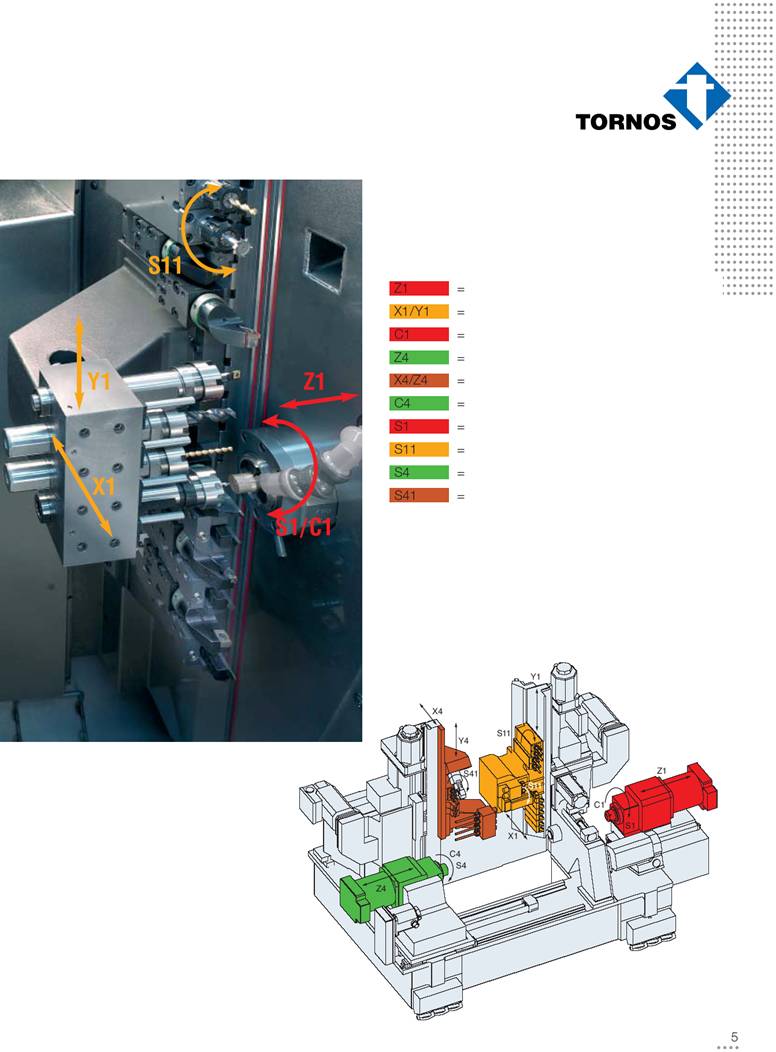
Токарный автомат DECO 20s и
его 6 осей
Подвижная передняя бабка
Плита 1 (работа с направляющей втулкой)
Ось С подвижной передней бабки
Ось контршпинделя
Плита 2 (обработка торца)
Ось С контршпинделя
Главный шпиндель
Приводной инструмент в направляющей втулке
Контршпиндель
Приводной инструмент – обработка с торца
Гибкость: Гарантия высокопроизводительной
обработки!
Система инструмента, сочетающая | 22 позиции для инструментов для выполнения множества различных операций. |
Необходимые рабочие приспособления, | Все резцедержатели разработаны для системы быстрой смены инструмента. |
| |||
|
| ||
| |||
| |||
| |||
| |||
| |||
| |||
|
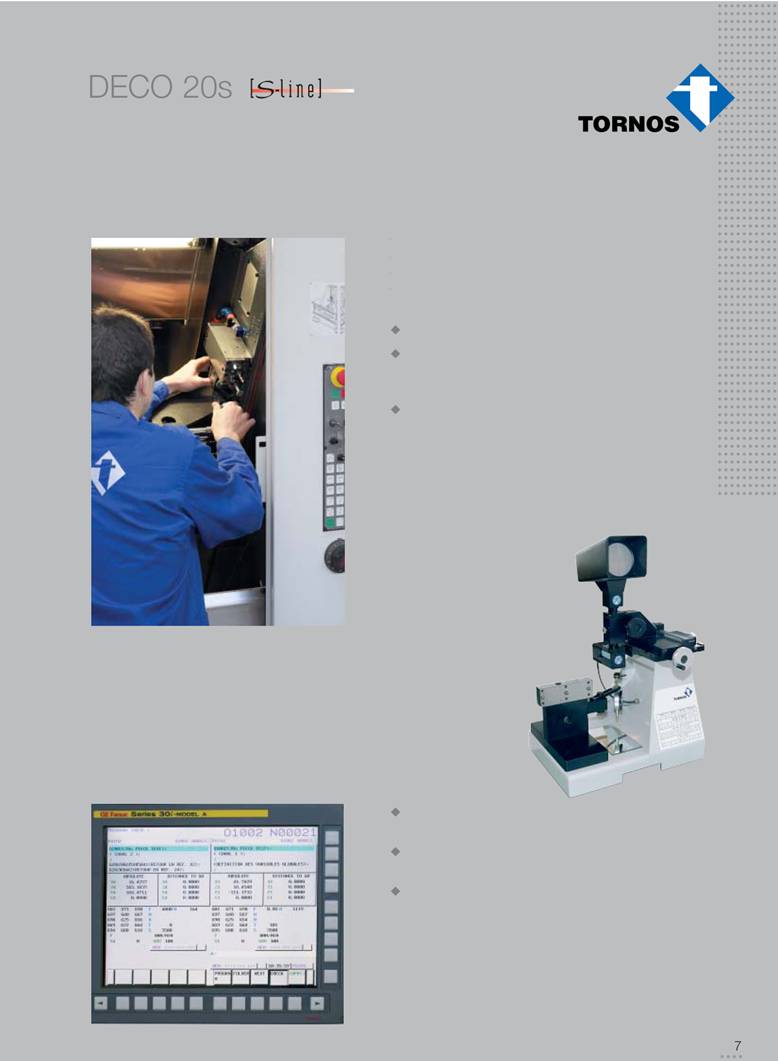
Простота:
Гарантия удобства работы оператора!
Благодаря внедрению инноваций компании TORNOS в сочетании с надежными и проверенными решениями, оператор может очень быстро освоить работу на DECO 20s.
Системы быстрой смены инструмента.
Установка параметров инструмента и настройка осуществляется в цифровом виде (все инструменты установлены на 3-х осях, нет механической настройки).
Очень простое программирование на языке ISO благодаря реализованному подходу к кинематике станка – применение двух полностью независимых систем инструмента.
Макросы компании TORNOS для выполнения операций резания, подачи прутка, обработки прутков и т. п.
Программирование в ISO кодах, а также с помощью программного обеспечения TB-DECO как опция.
Функция "электронного" маховика.
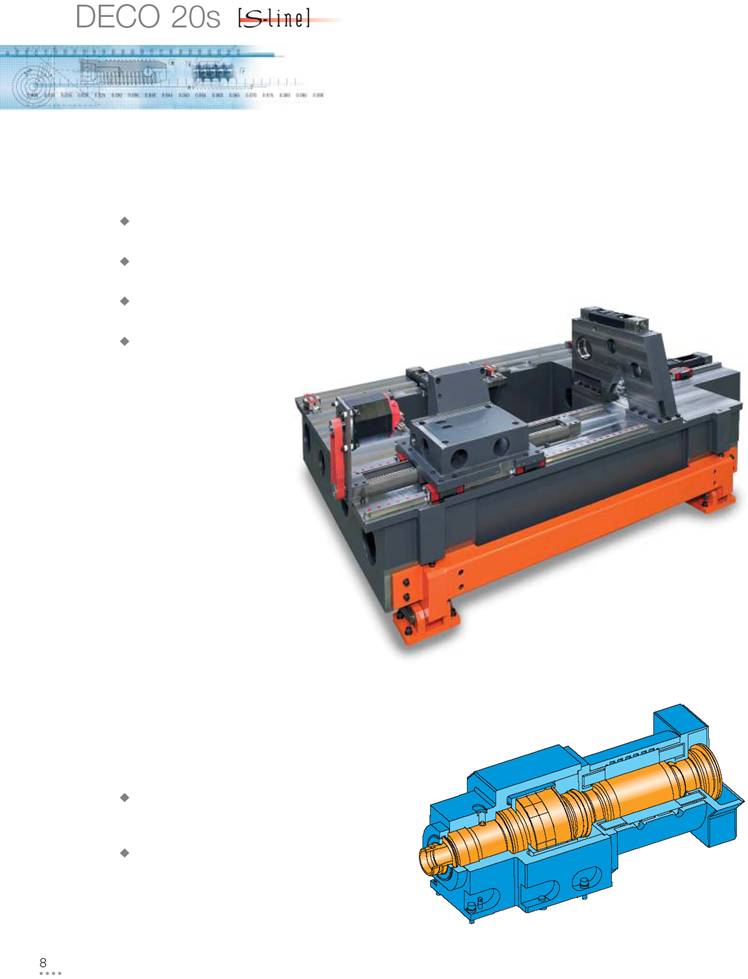
Прочность:
Гарантия качества обработки!
Литая чугунная станина гарантирует высокую прочность и стабильность параметров станка.
Главный шпиндель и контршпиндель установленные на одной оси (Z).
Шариковые винтовые пары и линейные направляющие широко разнесены.
Двойная система компенсации "быстрых" ускорений.
Приводные шпиндели разрезного типа с двигателями с полым валом, расположенные сзади шпинделя.
Такая конструкция способствует оптимальной кинематике подшипников при минимизации тепловых эффектов.
Высокие рабочие характеристики:
Гарантия наилучшей производительности!
Высокоэффективные шпиндели с прямым приводом и двигатели приводов.
Главный шпиндель и контршпиндель имеют идентичную мощность и возможности.
Все операции обработки, например, точение, радиальное сверление и фрезерование, осевое сверление и т. п. могут также выполняться как операции с торца.
Высокая скорость шпинделя и динамические характеристики.
Надежность шпинделей и прочность конструкции шпиндельного блока обеспечивают широкие возможности обработки.
Технические характеристики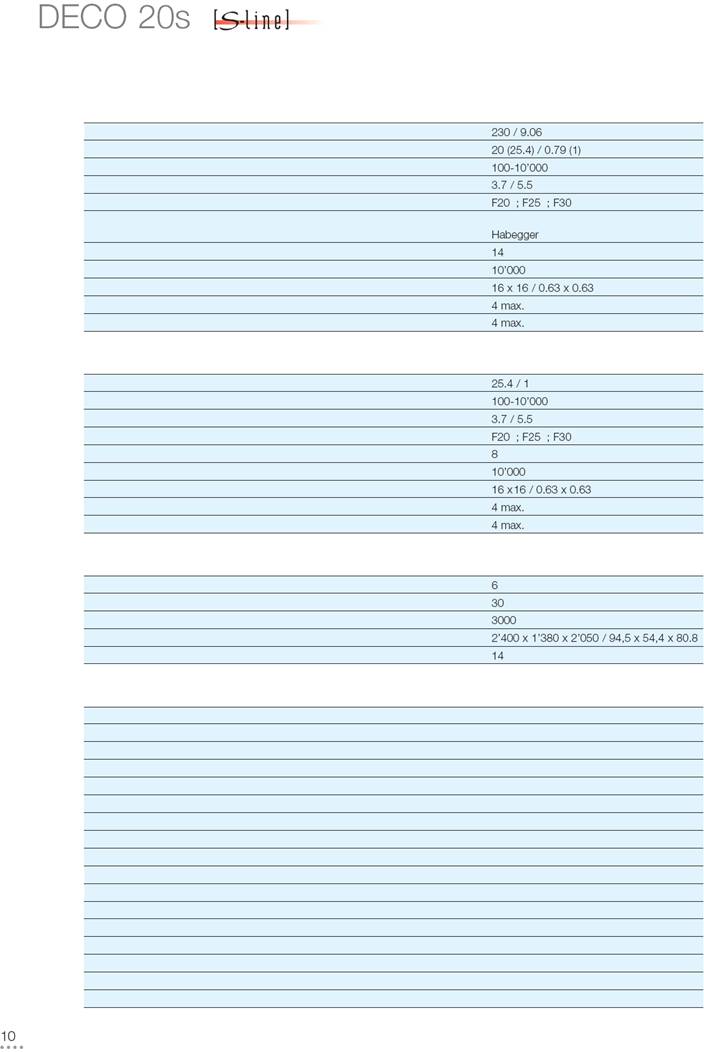
Операции в главном шпинделе
Ход по оси Z1 | мм / дюймы |
Диаметр прутка | мм / дюймы |
Скорость вращения главного шпинделя | об / мин |
Мощность главного шпинделя | кВт |
Зажимные цанги | |
Направляющая втулка | Неподвижная; вращающаяся |
Число инструментов для операции в главном шпинделе | |
Скорость вращающегося инструмента (S11) | об / мин |
Сечение вращающегося инструмента | мм / дюймы |
Число вращающихся инструментов для радиальных операций | |
Число вращающихся инструментов для осевых операций | |
Операции в контршпинделе
Диапазон зажима в контршпинделе | мм / дюймы |
Скорость вращения контршпинделя | об / мин |
Мощность контршпинделя | кВт |
Зажимные цанги | |
Число инструментов для операции в конршпинделе | |
Скорость вращающегося инструмента (S41) – опция | об / мин |
Сечение вращающегося инструмента | мм / дюймы |
Число вращающихся инструментов для радиальных операций | |
Число вращающихся инструментов для осевых операций | |
Общие характеристики
Число линейных осей | |
Ускоренная продольная подача | м / мин |
Вес | кг |
Размеры (длина х ширина х высота) | мм / дюймы |
Установленная мощность | КВА |
Числовое управление
Система ЧПУ Fanuc 31i | |
Цветной экран 10,4 дюйма | |
Электронный манипулятор | |
Интерфейс Ethernet, RS232, флеш-карта памяти | |
Программирование в ISO кодах | |
Память для программ 64 килобайта | |
32 корректора инструмента | |
Компенсация радиуса инструмента | |
Загрузка и редактирование программ обработки деталей в фоновом режиме | |
Отображение рабочих часов и количества изготовленных деталей | |
Стандартные базовые циклы: инициализация, "новая деталь", "новый пруток" | |
Цикл настройки инструмента | |
Стандартный цикл нарезки резьбы | |
Функция жесткой нарезки резьбы | |
Функция постоянной скорости резания G96 | |
Индексация по оси S1 с шагом 0,001 градуса на главном шпинделе | |
Функция останова на контршпинделе |
Опции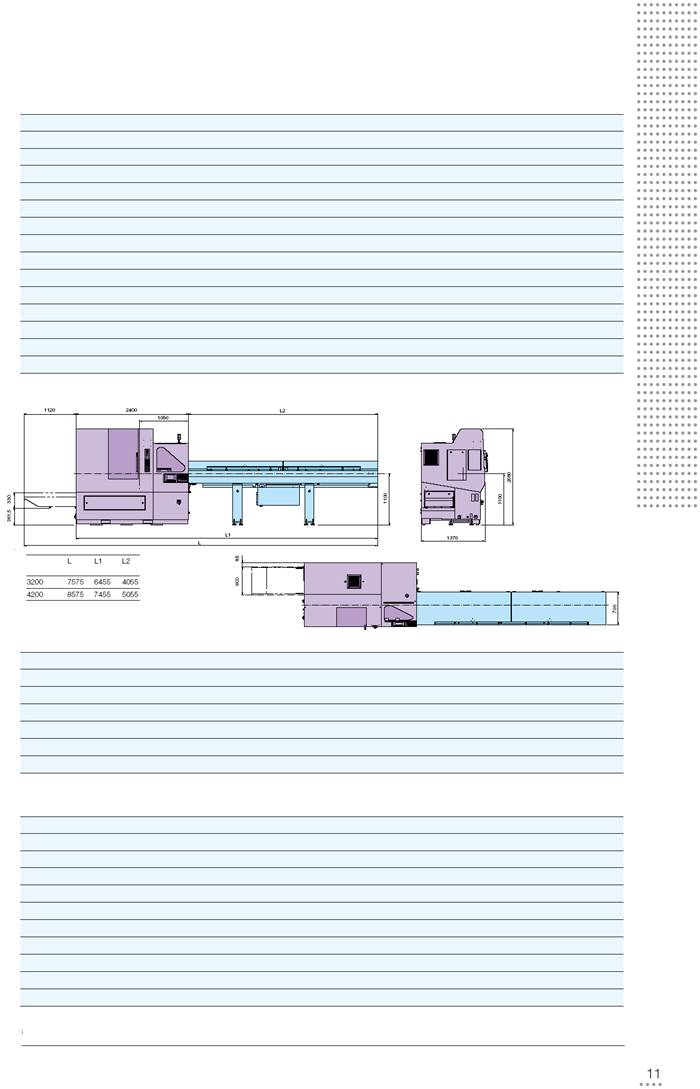 памяти системы ЧПУ и программного обеспечения
памяти системы ЧПУ и программного обеспечения
До 4 Мегабайт памяти для программ обработки деталей |
64 корректора инструмента |
Размеры дюймы/мм G70 / G71 |
Программирование фаски или радиус + угол |
Интерполяция в полярных координатах (функция трансляция) |
Цилиндрическая интерполяция |
Графическое отображение траектории движения |
Программирование в заводских условиях: сверление / обдирка |
Макросы В пользователя |
Регулирование времени работы инструмента |
Автоматическая коррекция размеров, используя RS232 |
Работа с осью С1 на главном шпинделе |
Индексация по оси S4 с шагом 0,001 градуса на контршпинделе |
Функция оси С4 на контршпинделе |
Функция выполнения многоугольников с помощью двух шпинделей |
|
Стандартные принадлежности
Приемник деталей |
Съемный поддон для стружки |
Бак для масла |
Насос для СОЖ |
Рабочее освещение |
Электрический разъем для податчика прутка |
Электрический разъем для системы пожарной защиты |
Дополнительные принадлежности
Дополнительный насос для СОЖ для охлаждения путем подачи СОЖ через резцедержатели |
Конвейер для стружки |
Датчик поломки инструмента |
Устройство для удаления деталей |
Устройство для длинных деталей |
Туманоуловитель |
Устройство высокого давления 20 и 120 бар |
Устройство для регулирования температуры СОЖ |
Система пожарной защиты |
Прибор для настройки инструмента |
Автоматический загрузчик прутка |

