
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
УДК 621.74: 669.13
, ,
Композиционное структурирование высокопрочного чугуна
Рассмотрены особенности получения композиционного распределения фаз в высокопрочном чугуне. Описаны основные факторы, оказывающие влияние на формирование ферритной оболочки вокруг графитовых включений. Предложены способы управления толщиной ферритной оболочки в структуре «бычьего глаза» и изменения механических и эксплуатационных свойств чугуна.
Ключевые слова: высокопрочный чугун, композиционные структуры, феррит, кремний, графитовые включения, термическая обработка.
Чугуны относятся к группе эвтектических железоуглеродистых сплавов. В зависимости от химического состава, условий охлаждения и технологии модифицирования в чугунах могут быть получены различные по морфологическим параметрам и фазовому составу эвтектические композиции. Используя специальные методы управления процессами структурообразования на этапах кристаллизации или термической обработки, можно получать естественные композиты методом in situ [1].
Чугуны с шаровидным графитом обладают наиболее высокими механическими свойствами, а в сочетании с аусферритной структурой металлической матрицы превосходят улучшаемые стали по ряду механических и эксплуатационных характеристик [2]. Глобулярная форма графитовых включений позволяет снизить отрицательное воздействие на прочностные и пластические свойства материала.
Кроме того, графитовая фаза в чугунах оказывает положительное влияние на такие эксплуатационные свойства, как теплопроводность, износостойкость, демпфирующая способность [3]. Изделия из графитизированных чугунов имеют меньшую материалоемкость, чем стальные, что также обусловлено присутствием графита в структуре сплава. Последнее свойство позволяет существенно уменьшить эксплуатационные расходы и уровень загрязнений (в связи с уменьшением энергозатрат), что особенно актуально для автомобильной промышленности [4].
Помимо чугунов, где включения графита являются естественными фазами, в отечественном машиностроении находят широкое применение композиционные материалы на базе цветных металлических матриц. В частности, разработаны литые композиционные материалы типа «алюминий – графит» и «силумин – графит», получаемые добавкой в расплав дисперсных частиц графита [5]. Такие материалы обладают уникальными триботехническими свойствами в сочетании с относительно высокой удельной прочностью [6; 7].
Новое направление в области получения композиционных графитизированных сплавов, которые фактически представляют собой аналог графитизированных чугунов, - это технология армирования железоуглеродистых сплавов углеродными волокнами [8]. Получение таких композиционных структур является очень перспективным, однако в настоящий момент их производство ограничено. Основная причина, препятствующая широкому распространению таких материалов, - физико-химические процессы, обусловленные диффузионным взаимодействием железной металлической матрицы с синтетическими углеродными волокнами.
Естественным композитом, содержащим в своей структуре графитовые включения, является графитизированный чугун. Используя различные методы композиционного структурирования и особенности строения чугунов, можно повысить их эксплуатационную эффективность [9].
Все предложенные направления получения естественных композитов методом in situ основаны на использовании особенностей строения графитизированных чугунов. Включения графитовой фазы в структуре чугуна фактически являются локальными источниками углерода. Концентрация и распределение углерода в аустените при термической обработке или в процессе кристаллизации оказывает существенное влияние на структурные превращения. Такая локальная химическая неоднородность используется для получения требуемых структурных композиций вокруг графитовых включений в чугунах.
Большинство графитизированных чугунов склонны к образованию ферритной оболочки вокруг графитовых включений. Такая структура образуется в результате обратной эвтектической микроликвации кремния. Такое строение, именуемое в металлографии чугуна «бычьим глазом», блокирует рост микротрещин, возникающих на границе графит - металлическая матрица [10]. Это обусловлено тем, что феррит, обладающий большей способностью к пластической деформации, чем окружающая перлитная матрица, лучше сопротивляется процессам зарождения и развития трещин, трансформируя энергию разрушения в пластическую деформацию металлической матрицы. Изменяя термокинетические параметры, химический состав и технологию модифицирования чугуна, можно управлять толщиной ферритной оболочки вокруг графитовых включений. На рис. 1 представлен пример изменения толщины ферритной оболочки вокруг графитовых включений в зависимости от скорости охлаждения и способа модифицирования.
|
|
а) | б) |
|
|
в) | г) |
Рис. 1. Влияние скорости охлаждения на изменение структуры чугуна с шаровидным графитом (травление 4%-м спиртовым раствором азотной кислоты), ´ 100: а – нижняя часть; б – середина пробы; в – верхняя часть; г – нижняя часть пробы при использовании технологии «синергетического» модифицирования |

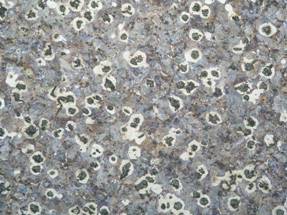

Микроструктурный анализ проводился по высоте стандартной клиновидной пробы, используемой для оценки склонности чугуна к отбелу.
Структура «бычьего глаза» в чугуне с шаровидным графитом формируется при охлаждении из литого состояния или при термической обработке. При этом толщина ферритной оболочки может быть определена по следующей формуле [11]:
 (1)
(1)
где dRa/dt – скорость роста ферритной оболочки; Dca – коэффициент диффузии углерода в феррите; Rгр – радиус графитового включения; Ra – радиус ферритной оболочки; ra – плотность феррита; rg – плотность аустенита; Сa-g, Сa-гр, Сg-a – равновесная концентрация углерода на соответствующих границах раздела фаз (феррит – аустенит, феррит – графит, аустенит – феррит) (рис. 2).
В процессе диффузии углерода из аустенита через феррит и роста ферритных оболочек выделяется вторичный графит, что приводит к изменению радиуса графитовых включений, который может быть определен по формуле
 (2)
(2)
где rгр – плотность графита в чугуне; Сa-гр – равновесная концентрация углерода на границе графит – феррит (Сa-гр = 100 % С).
 Основным термокинетическим показателем, согласно уравнениям (1, 2), определяющим интенсивность изменения диаметра ферритных оболочек, является коэффициент диффузии углерода в феррите – Dca. Коэффициент диффузии углерода в феррите определяется на основании формулы Аррениуса:
Основным термокинетическим показателем, согласно уравнениям (1, 2), определяющим интенсивность изменения диаметра ферритных оболочек, является коэффициент диффузии углерода в феррите – Dca. Коэффициент диффузии углерода в феррите определяется на основании формулы Аррениуса:
![]()
 (3)
(3)
где 0,873 – энергия активации, эВ; R – постоянная Больцмана; Т – температура [12].
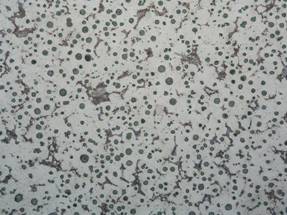
Химические компоненты чугуна существенно влияют на процессы диффузии. Наиболее сильно это влияние проявляется под воздействием кремния, который сегрегирует в зоне около графитовых включений. Для оценки распределения кремния в структуре чугуна с шаровидным графитом использовали специальный метод теплового травления. Для получения реактива 5 г пикриновой кислоты (C6H2(NO2)OH) и 20 г едкого натра (NaOH) растворяли в 100 мл дистиллированной воды. Травление шлифов проводили при температуре 70 оС с выдержкой в реактиве 40 мин. После выдержки при заданной температуре шлиф охлаждали в реактиве до комнатных температур. Микроструктура чугуна после теплового травления представлена на рис. 3.
Такой способ травления очень чувствителен к сегрегации кремния в чугуне (точность выявления концентрации - 0,1 % Si) [13]. Из рис. 3 видно, что наибольшая концентрация в чугуне кремния наблюдается у графитовых включений, по мере удаления от графитовой фазы она уменьшается. Кремний, повышая термодинамическую активность углерода в феррите, тем самым увеличивает коэффициент диффузии. По данным [14], при содержании 2,38 % Si, что соответствует средней концентрации данного элемента в высокопрочном чугуне, коэффициент диффузии углерода в феррите
![]() (4)
(4)
Из анализа уравнений (3, 4) можно сделать вывод, что, несмотря на повышение энергии активации процесса диффузии углерода, кремний значительно увеличивает предэкспоненциальный множитель в уравнении Аррениуса, тем самым способствуя обезуглероживанию металлической матрицы в области графитовых включений.
Помимо химического состава чугунов большое влияние на развитие процессов диффузии оказывают термокинетические факторы. В частности, чем медленнее скорость охлаждения чугуна, тем в большей степени развиваются диффузионные процессы и тем толще будет ферритная оболочка вокруг графитовых включений (рис. 1 а – в).
Наиболее важным параметром, контролирующим развитие процесса образования ферритной оболочки, является величина переохлаждения чугуна ниже температуры начала эвтектоидного превращения DT (рис. 2). Именно она определяет величину градиента концентрации углерода, который обусловливает равновесную концентрацию углерода на соответствующих границах раздела фаз. При этом с увеличением величины переохлаждения увеличивается диаметр ферритной оболочки вокруг графитового включения.
Для технологического использования этого управляющего параметра был разработан режим термической обработки, позволяющий эффективно управлять толщиной ферритной оболочки вокруг графитовых включений (рис. 4).
 Термическая обработка включает нагрев изделий из чугуна с шаровидным графитом до температуры аустенитизации металлической матрицы с последующей изотермической выдержкой в закалочной среде с температурами, обеспечивающими требуемый уровень переохлаждения чугуна DT ниже температуры начала эвтектоидного превращения. Продолжительность выдержки в закалочной ванне увеличивается по мере увеличения переохлаждения, что связано с уменьшением диффузионных процессов в феррите. На рис. 4 заштрихованная область указывает диапазон температур и длительность изотермической выдержки.
Термическая обработка включает нагрев изделий из чугуна с шаровидным графитом до температуры аустенитизации металлической матрицы с последующей изотермической выдержкой в закалочной среде с температурами, обеспечивающими требуемый уровень переохлаждения чугуна DT ниже температуры начала эвтектоидного превращения. Продолжительность выдержки в закалочной ванне увеличивается по мере увеличения переохлаждения, что связано с уменьшением диффузионных процессов в феррите. На рис. 4 заштрихованная область указывает диапазон температур и длительность изотермической выдержки.
Способ получения отливок из высокопрочного чугуна с шаровидным графитом с требуемой толщиной ферритной оболочки из литого состояния может быть реализован в рамках изобретения, защищенного патентом РФ № 000.
Список литературы
1. Мэттьюз, Ф. Композиционные материалы. Механика и технология / Ф. Мэттьюз, Р. Ролингс. – М.: Техносфера, 2004. – 408 с.
2. Roedter, H. ADI – Austempered Ductile Iron. Аустемпированный чугун / H. Roedter // Литейщик России. – 2004. - №3. - С. 12 – 21.
3. Гиршович, и свойства чугуна в отливках / . – М.-Л.: Машиностроение, 1966. – 562 с.
4. Шебатинов, чугун в автомобилестроении / , , . – М.: Машиностроение, 1988. – 216 с.
5. Гаврилин, затвердевания литых композиционных материалов системы «алюминий – графит» / , , // Литейное производство. – 1990. - № 6. - С. 9 – 10.
6. Курганова, триботехнические композиционные материалы на базе алюминиевых сплавов / , , // Литейщик России. – 2003. - № 1. - С. 15 – 16.
7. Чернышева, металлических расплавов с армирующими наполнителями / , , . – М.: Наука, 1993. – 272 с.
8. Машиностроение. Т. II-2. Стали. Чугуны: энциклопедия / , [и др.]; под общ. ред. и . – М.: Машиностроение, 2001. – 784 с.
9. Макаренко, анализ графитизированных чугунов / , // Заготовительные производства в машиностроении. – 2009. - №10. - С. 39 – 44.
10. Волчек, разрушению стали и чугуна / . – М.: Металлургия, 1993. – 192 с.
11. Stefanescu, D. M. Modeling of cast iron solidification – the defining moments / D. M. Stefanescu // Metallurgical and materials transactions. – 2007. - №7. - Р. 1433 – 1447.
12. Verhoeven, J. D. Steel metallurgy for the non-metallurgist / J. D. Verhoeven. – ASM International, 2007. – 220 р.
13. Коваленко, реактивы / . – М.: Металлургия, 1981. – 120 с.
14. Криштал, процессы в железных сплавах / . – М.: Металлургия, 19с.
Материал поступил в редколлегию 1.03.12.
