Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
УДК 621.923
ПРОГНОЗИРОВАНИЕ КАЧЕСТВА ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ,
ПОДВЕРГАЕМЫХ ЛЕПЕСТКОВОМУ ШЛИФОВАНИЮ, МЕТОДОМ ПОДОБИЯ
Представлены результаты исследований формирования высотных и шаговых параметров шероховатости поверхностей деталей, обработанных лепестковыми кругами, при различных условиях шлифования с использованием метода подобия.
Ключевые слова: лепестковое шлифование, протяженные цилиндрические поверхности, качество поверхностного слоя, критерий подобия, число вершин зерен круга, математическая модель.
Исследования, результаты которых представлены в настоящей статье, обусловлены необходимостью повышения эффективности финишной обработки протяженных поверхностей ответственных деталей (грузонесущие штанги фрикционных подъемников, протяженные цилиндрические направляющие подъемно-транспортного оборудования, штоки гидроцилиндров дорожной и строительной техники и др.). Повышение эффективности финишной обработки возможно путем применения прогрессивных методов шлифования, позволяющих повысить качество обработки указанных поверхностей. К таким методам можно отнести лепестковое шлифование. Однако отсутствие научно обоснованных рекомендаций по назначению режимов лепесткового шлифования затрудняет осуществление бездефектной обработки протяженных цилиндрических поверхностей.
Анализ процесса лепесткового шлифования показал, что на формирование параметров качества оказывает влияние большое число различных факторов обработки (схема обработки и режимы резания, характеристики абразивного инструмента и обрабатываемой заготовки, размеры инструмента и обрабатываемой поверхности и др.). В связи с этим проведение теоретических исследований с установлением моделей, адекватно описывающих данный процесс, является затруднительным, а получение эмпирических зависимостей весьма трудоемко и ограничено рамками конкретных условий проводимых экспериментов. Поэтому наиболее целесообразным является установление взаимосвязи между формируемыми параметрами качества и условиями обработки с использованием комплексных параметров (критериев подобия) процесса лепесткового шлифования.
Многочисленными исследованиями [1 – 3 и др.] достоверно установлено, что доминирующим процессом в формировании шероховатости поверхности является копирование обрабатываемой поверхностью геометрической формы определенного числа вершин зерен шлифовального инструмента. Поэтому для прогнозирования высотных и шаговых параметров шероховатости в качестве критерия подобия можно использовать величину, равную числу вершин зерен инструмента, формирующих профиль неровностей поверхности.
Составим математическую модель критерия подобия. Число вершин абразивных зерен на рассматриваемой площади поверхности неизношенного абразивного инструмента (лепесткового круга) [1]
![]() , (1)
, (1)
где S0 – площадь поверхности лепестков, контактирующей в процессе обработки с рассматриваемым участком поверхности заготовки; SЗ – площадь рабочей поверхности лепесткового круга, приходящаяся на одно абразивное зерно.
 , (2)
, (2)
где N – зернистость шлифовальной шкурки, из которой изготовлены лепестки круга, по ГОСТ 3647; 16; 20; 25; 32; 40; 50; 63); КН – коэффициент наполнения абразивом шлифовальной шкурки по ГОСТ 5009-82; КК – коэффициент, учитывающий принятую конфигурацию расположения центров зерен на рабочей поверхности шлифовального инструмента (если использовать идею о расположении центров зерен на рабочей поверхности в вершинах шестигранника, то KK = 1,155).
Подставляя уравнение (2) в уравнение (1), получим
 . (3)
. (3)
С учетом того факта, что износ лепесткового круга значительно влияет на число m вершин зерен, участвующих в процессе обработки рассматриваемого участка поверхности [1; 4; 5], уравнение (3) примет следующий вид:
 ,
,
где KИ – коэффициент износа лепесткового круга, учитывающий уменьшение числа активных зерен вследствие их выпадения при контактировании лепестков с заготовкой (1 ≥ КИ ≥ 0,6).
 , (4)
, (4)
где с1 и с2 – экспериментальные коэффициенты, зависящие от зернистости шлифовального инструмента; I – число контактов лепестка круга с заготовкой в процессе обработки.
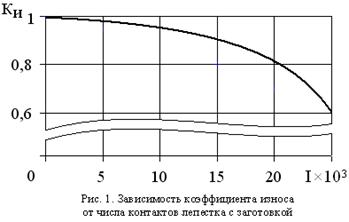 Для каждой зернистости лепесткового круга строится свой график и соответственно рассчитываются свои экспери-ментальные коэффициенты в уравнении (4). Методика определения значений KИ была рассмотрена ранее [6]. График зависимости коэффициента износа KИ от числа контактов лепестка I представлен на рис. 1.
Для каждой зернистости лепесткового круга строится свой график и соответственно рассчитываются свои экспери-ментальные коэффициенты в уравнении (4). Методика определения значений KИ была рассмотрена ранее [6]. График зависимости коэффициента износа KИ от числа контактов лепестка I представлен на рис. 1.
![]() Значение коэффициента KИ = 1 соответствует неизно-шенному кругу; если значение KИ → 0, то на рабочей части лепестков практически отсутст-вуют абразивные зерна.
Значение коэффициента KИ = 1 соответствует неизно-шенному кругу; если значение KИ → 0, то на рабочей части лепестков практически отсутст-вуют абразивные зерна.
Число контактов I можно рассчитать следующим образом:
 ,
,
где tобр – время работы лепесткового круга; t1 – время, за которое совершается один оборот лепесткового круга.
![]() ,
,
где DK – диаметр лепесткового круга; VK – скорость вращения лепесткового круга.
После обработки экспериментальных данных было установлено, что значения коэффициента с1 равны 7∙10-4; 7,6∙10-4; 8∙10-4; 8,5∙10-4; 8,8∙10-4 соответственно для зернистости лепесткового круга 12, 20, 32, 40, 50, а значения коэффициента с2 – 0,39; 0,47; 0,51; 0,56; 0,59 для тех же зернистостей лепесткового круга. Данные значения коэффициентов действительны при деформации лепесткового круга 0,5 … 1,8 мм.
Площадь поверхности лепестков, контактирующей в процессе обработки с рассматриваемым участком поверхности заготовки, определим как
![]() ,
,
где LБ - значение базовой длины по ГОСТ 2789-73; LK - суммарная длина контакта лепестков круга с поверхностью заготовки; H – величина, учитывающая многократное взаимодействие рассматриваемого участка поверхности заготовки со шлифовальным инструментом.
![]() ,
,
где ∆ЛK – длина контакта лепесткового круга с заготовкой за один оборот; L/ - длина периферийной части круга, контактирующая с рассматриваемым участком поверхности заготовки.
 ,
,
где δ – деформация (натяг) лепесткового круга; nЛ – количество лепестков в круге.
В соответствии с известным требованием о предельно плотной упаковке лепестков в их корневой части при сборке лепестковых кругов (ГОСТ ) число лепестков в круге можно определить по уравнению
 ,
,
где RK - радиус лепесткового круга; L – длина свободной части лепестка; tЛ – толщина лепестка.
 ,
,
где А – коэффициент, учитывающий схему шлифования; VK, VЗ – соответственно скорость вращения лепесткового круга и заготовки.
А = (DЗDK)/(DЗ ± DK) – при круглом наружном (+) и внутреннем (–) шлифовании периферией круга; А = DK – при плоском шлифовании периферией круга.
Для круглого наружного и внутреннего шлифования периферией круга методом продольной подачи
 , H ≥ 1.
, H ≥ 1.
Здесь B – ширина лепесткового круга; VS – продольная подача; NХ - число ходов инструмента.
В конечном итоге получим
 . (5)
. (5)
С помощью этого параметра можно объяснить влияние всех основных факторов процесса лепесткового шлифования на формирование шероховатости поверхности. Например, чем выше скорость вращения круга и степень заполнения абразивом шлифовальной шкурки, тем большее число вершин зерен влияет на геометрию неровностей поверхности, что в конечном счете приводит к уменьшению высоты этих неровностей.
В расчете числа вершин абразивных зерен по уравнению (5) использовались результаты, полученные при проведении полных факторных экспериментов, и результаты других контрольных экспериментов [5; 7], в которых варьировалась зернистость лепестковых кругов, деформация и скорость вращения лепесткового круга. Рассчитанные значения m сопоставлялись с полученными в экспериментах значениями параметра шероховатости Ra (рис. 2).
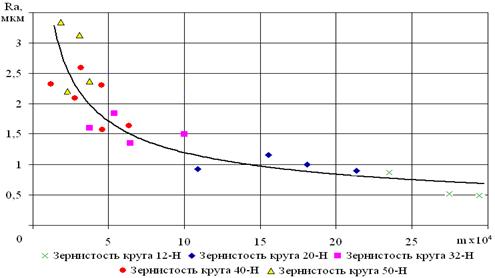
Рис. 2. Влияние числа зерен на параметр Ra
После статистической обработки экспериментальных данных были получены математические модели, позволяющие рассчитать основные параметры шероховатости в зависимости от влияния различных факторов процесса лепесткового шлифования:
| (6) (7) (8) (9) (10) (11) |
где Ra, Rp, Rmax, Rz, Sm, S – параметры шероховатости поверхности по ГОСТ 2789-73.
Значение относительной опорной длины профиля tp изменяется в пределах 43 … 54%.
Зависимости рассматриваемых параметров шероховатости от числа зерен m представлены на рис. 3-5.
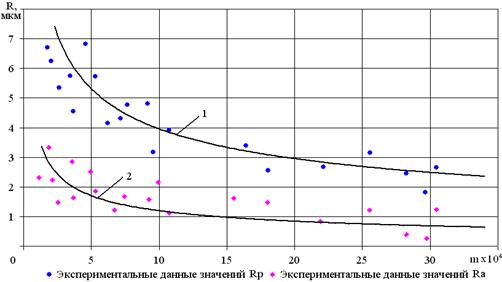
Рис. 3. Зависимость параметров шероховатости от числа зерен, прошедших
по поверхности
обрабатываемой заготовки: 1 – расчет по уравнению (7); 2 – расчет по уравнению (6)
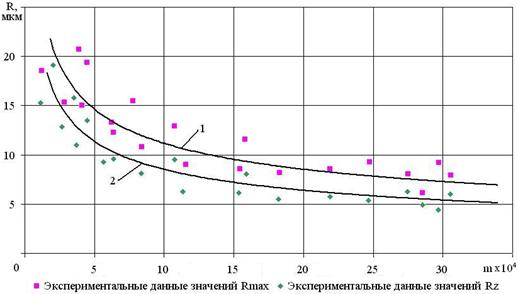
Рис. 4. Зависимость параметров шероховатости от числа зерен, прошедших
по поверхности обрабатываемой заготовки: 1 – расчет по уравнению (8);
2 – расчет по уравнению (9)
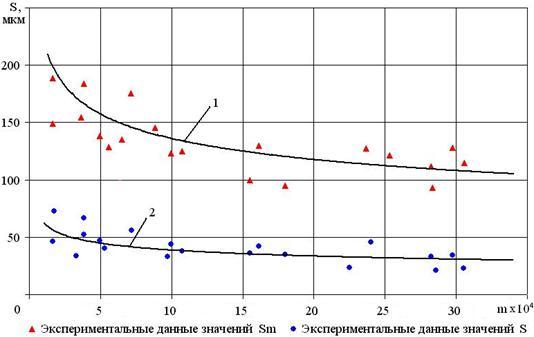
Рис. 5. Зависимость параметров шероховатости от числа зерен, прошедших
по поверхности обрабатываемой заготовки: 1 – расчет по уравнению (10);
2 – расчет по уравнению (11)
В результате аналитических и экспериментальных исследований были получены адекватные математические модели процессов формирования параметров качества протяженных цилиндрических поверхностей направляющих, подвергаемых лепестковому шлифованию. Полученные зависимости позволяют технологически обеспечить требуемые высотные и шаговые параметры шероховатости обрабатываемых поверхностей деталей машин.
СПИСОК ЛИТЕРАТУРЫ
1. Бишутин, требуемой совокупности параметров качества поверхностных слоев деталей при шлифовании / . – М.: Машиностроение-1, 2004. – 144 с.
2. Зубарев, и практика повышения эффективности шлифования материалов: учеб. пособие / , . – СПб.: Лань, 2010. – 304 с.
3. Коротков, работоспособности лепестковых шлифовальных кругов: монография / , . – Кемерово: КузГТУ, 2005. – 184 с.
4. Дубровский, титановых сплавов лепестковыми кругами / . – Ульяновск: УлГТУ, 2000. – 100 с.
5. Гдалевич, обработка лепестковыми кругами / . – М.: Машиностроение, 1990. – 112 с.
6. Шупиков, исследований формирования микронеровностей протяженных цилиндрических поверхностей при лепестковом шлифовании / // Достижения молодых ученых Брянской области: материалы регион. науч. конф. cтудентов и аспирантов. – Брянск: БГТУ, 2010. – С. 91-93.
7. Бишутин, для обработки и качество протяженных цилиндрических поверхностей после лепесткового шлифования / , // Фундаментальные и прикладные проблемы техники и технологии. – 2010. - №5. – С. 35-40.
Материал поступил в редколлегию 15.12.10.
 Основные порталы (построено редакторами)
Основные порталы (построено редакторами)