Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
СТАНОК ДЛЯ ОБРАБОТКИ КРОМКИ ЛИСТОВОГО СТЕКЛА
BT20M
руководство пользователя

СОДЕРЖАНИЕ
1. Общая схема станка---3
2. Назначение, структура и технические параметры
3. Транспортировка, установка и запуск
4. Использование станка 5
5. Смазка и использование смазочных материалов
6. Использование вакуумного генератора
7. Настройка амортизатора
8. Принципиальная электрическая схема
9. Неполадки и их устранение ---- 11
10. Список быстроизнашивающихся деталей --- 13
11. Гарантийные обязательства -- 13
12. Свидетельство о приемке ---- 14
Приложение 1. Общая схема станка 5
Приложение 2. Схема установки станка
Приложение 3. Принципиальная электрическая схема
Приложение: 4. Система управления20
1. Общая схема станка
См. рис. Приложение 1.
2. Назначение, структура и технические параметры
2.1. Станок состоит из основания, вертикальной стойки, рабочего стола, большого рычага, малого рычага, регулируемого шпинделя, пневмоцилиндра. Шасси станка состоит из двигателя, бесступенчатого регулятора, тормозного устройства с червячной передачей, набора шестеренок. Скорость регулируется с помощью бесступенчатого регулятора.
2.2. Станок применяется для шлифовки и полировки внешней кромки листового стекла. Меняя шлифовальные диски различной формы, можно обрабатывать стекло, получая прямую кромку, трапецию (еврокромку), кромку под карандаш, фигурную кромку и фацет. Высота шпинделя легко регулируется. Пневмоцилиндр позволяет в автоматическом режиме обрабатывать прямую и фигурную кромку.
2.3. Технические параметры:
1. Угол фацета: | 0°- 15° |
2. Толщина стекла: | 3 мм - 30 мм |
3. Размер стекла: | мм |
4. Макс. ширина фацета: | 35 мм |
5. Скорость вращения большого рабочего стола: | 0,2 - 2,5 об/мин |
6. Скорость вращения дополнительного рабочего стола: | 1,2 - 6 об/мин |
7. Полная мощность: | 2,2 кВт |
8. Габаритные размеры: | 1,5 м X 1,5 м X 1,6 м |
9. Масса: | 500 кг |
10. Шлифовальный диск: | Чашеобразный диск для фацета: Ø100, Ø150 периферийный диск: Ø 100, Ø 150, Ø 180 |
3. Транспортировка, установка и запуск
3.1. Транспортировка
Упакованный станок необходимо аккуратно транспортировать согласно имеющейся на таре маркировке. Подъем и опускание станка необходимо осуществлять равномерно (плавно). Запрещается резко наклонять станок.
Для подъема станка используется погрузчик. Контроль внешнего состояния станка, его деталей и инструментов осуществляется в соответствии с упаковочным листом.
Установка
Площадка для установки станка должна быть более 10 м2. Фундамент должен быть из бетона.
3.2.1. Требования к установке станка:
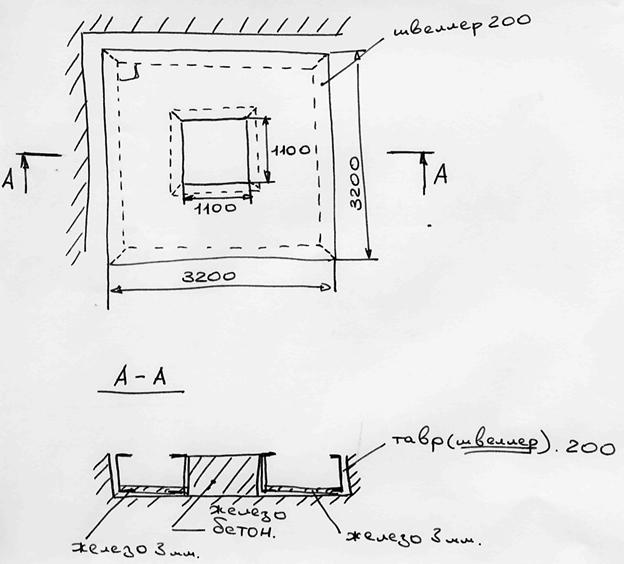
3.2.2. Для установки станка необходимо изготовить герметичную ванну согласно прилагаемому эскизу (см. приложение 2 вариант 2).
3.2.3. Мощность станка составляет 2,2 кВт. К моменту монтажа необходимо подвести электрическую проводку соответствующего сечения с использованием УЗО. Сечение рассчитывается электриком.
Обязательно иметь шину заземления!!!
Для окончательного монтажа потребуется сварочный аппарат и сварщик!!!
3.2.4. Электрошкаф рекомендуется закрепить на стене. Рекомендуемое расположение - на высоте 1,5 м от земли. Электропитание необходимо подключать к станку только через предохранитель тока утечки.
3.2.5. Болт М8 вкручивается в основание станка для подключения заземления. Сопротивление должно быть не более 2 Ом.
Внимание: станок работает в условиях повышенной влажности, для соблюдения требований техники безопасности необходимо наличие предохранителя тока утечки и заземления.
3.2.6. Ввернуть четыре болта М12 в четыре отверстия М12 и установить четыре подпятника под четырьмя болтами. Проверить оборудование, имеются ли незафиксированные компоненты, и нет ли неподключенных штекеров.
3.2.7. Подвесить два провода над станком на высоте около 1 м над основанием станка.
3.2.8. Подключить шланг вакуумного насоса к трехпозиционному двухходовому клапану.
3.2.9. Поместить плоское стекло Ø800- Ø900 толщиной 12 мм на вакуумный стол. Включить вакуумный насос и нажать нажимно-вытяжной клапан. Стекло будет зафиксировано присоской. Установить на стекло уклонометр и регулировать четыре болта М12 до тех пор, пока показания уклонометра составят не менее 0,08/1000 мм в четырех направлениях. Или подключиться к системе водоснабжения, поливать водой на поверхность стекла и регулировать болты до тех пор, пока вода не начнет равномерно стекать со всех сторон стекла. Замкнуть цепь, включить выключатель, при этом загорится сигнальная лампа.
3.2.10. Проверьте, нет ли утечки тока. После проверки каждого элемента запустите шлифовальную головку, чтобы проверить направление ее вращения. Шпиндель должен вращаться по ходу часовой стрелки. При вращении в другую сторону необходимо изменить подсоединение проводов в электрошкафе.
4. Использование станка
4.1. Шлифование круглой, евро и фигурной кромки
4.1.1. Используемый инструмент
Периферийный алмазный шлифовальный диск 14FF 150/22 125/100 (для соответствующего стекла) - 1 шт.
Полировальный диск 150/22 - 1 шт.
Вариант A подходит для быстрой шлифовки при небольших объемах производства.
Вариант B.
Качество полировки будет выше чем при варианте А.
Периферийный алмазный шлифовальный диск 14FF 150/22 125/шт.
Периферийный алмазный шлифовальный диск 14FF 150/22 80/63 - 1 шт.
Полировальный диск 150/22 - 1 шт.
При установке инструмента база инструмента должна быть обращена к шпинделю!!!
4.1.2. Шлифование круглой заготовки в ручном режиме
A. Поместите стекло диаметром более 580 мм на вакуумный стол, скорректируйте центр стеклянной заготовки.
B. Зафиксируйте большой рычаг (для этих целей под рычагом имеется винт).
C. Установите инструмент, соответствующий обрабатываемому стеклу, на шпиндель.
D. Отрегулируйте высоту шпинделя так, чтобы профиль кромки имел требуемую конфигурацию.
E. Включите подачу воды, отрегулируйте струю воды так, чтобы вода попадала на место контакта инструмента и стеклянной заготовки.
F. Запустите шлифовальный инструмент (2750об/ мин)
G. Запустите вращающийся рабочий стол, направление вращения стола противоположно направлению вращения шпинделя. Подведите шпиндель к стеклу и удерживайте его до окончания обработки. (Для получения качественной кромки давление шпинделя на стекло должно быть постоянным.)
H. По окончанию обработки оттяните шпиндель и остановите его.
I. Остановите вращающийся рабочий стол и воду.
J. Шлифовка окончена
4.1.3. Обработка круглой заготовки в автоматическом режиме.
Включите трехпозиционный двухходовый клапан, пневматический цилиндр притянет шлифовальный диск к стеклу. При подходе инструмента к стеклу головку шпинделя необходимо придерживать. (Скорость подачи и скорость обратного хода малого рычага можно отрегулировать, настраивая дроссельный клапан на обоих концах пневматического цилиндра).
Внимание: при шлифовании стеклянной заготовки большого размера должна быть установлена L-образная поддерживающая скоба.
4.2. Обработка фацета стеклянной заготовки
4.2.1. Используемый инструмент
Чашечный алмазный шлифовальный диск 150/22 160/125 для фацета - 1 шт.
Чашечный алмазный шлифовальный диск на полимерной связке 150/22 80/63 для фацета - 1 шт.
Чашечный полировальный диск 150/70 10S40.
Чашечный полировальный диск 150/70 X3000.
4.2.2. Фацетирование круглой заготовки
A. Поместите стекло диаметром более 580 мм на вакуумный стол, скорректируйте центр стеклянной заготовки включите вакуумный насос и зафиксируйте стекло.
Для изготовления фацета необходимо сначала обработать кромку стекла.
B. Зафиксируйте большой рычаг (для этих целей под рычагом имеется винт).
C. Установите чашечный шлифовальный диск 150/22 160/125 на шпиндель.
Для обработки фацета необходимо установить продольный наклон шпинделя относительно вертикали приблизительно 3-5 градуса против часовой стрелки, если смотреть на шпиндель. Поперечный наклон шпинделя зависит от ширины фацета.
D. Поднимите шпиндель так, чтобы внешний край диска совпал с кромкой стекла.
E. Включите подачу воды, отрегулируйте струю воды так, чтобы вода попадала на место контакта шлифовального диска и стеклянной заготовки (в торец и по часовой стрелке).
F. Запустите шлифовальный диск со скоростью 2750 об/мин.
G. Запустите вращающийся рабочий стол, направление вращения стола противоположно направлению вращения шпинделя.
H. Включите трехпозиционный двухходовый клапан, пневматический цилиндр притянет шлифовальный диск к стеклу.
Скорость подачи и скорость обратного хода малого рычага можно отрегулировать, настраивая дроссельный клапан на обоих концах пневматического цилиндра. При шлифовании фацета должен быть установлен L-образный держатель.
I. Шлифуем фацет.
J. Выключаем трехпозиционный двухходовый клапан, отводим шпиндель, выключаем инструмент и стол.
K. Меняем шлифовальный диск 150/22 160/125 на шлифовальный диск на полимерной связке 150/22 80/63.
L. Проделываем пункты E, F,G, H,J.
M. Меняем шлифовальный диск на полимерной связке 150/22 80/63 на полировальный диск 150/70 10S40.
N. Проделываем пункты E, F,G, H,J.
O. Меняем полировальный диск 150/70 10S40 на полировальный диск 150/70 X5000.
P. Проделываем пункты E, F,G, H,J.
4.3. Использование дополнительного рабочего стола.
При шлифовании стекла диаметром менее чем 600 мм необходимо использовать дополнительный рабочий стол. Соблюдайте следующую последовательность операций:
Остановите станок, закрепите большой рычаг, выкрутите внутренним шестигранным гаечным ключом три болта М10, поверните рабочий стол с усилием, при этом залив в три отверстия для болтов смазочное масло 10 W40. Поверните рабочий стол, совместив установочное отверстие в большом рычаге с отверстием в шасси станка. Вставьте установочный штифт в два отверстия. Включите переключатель рабочего стола, независимый малый рабочий стол начнет вращаться. Ослабьте четыре болта M6 в малом вакуумном столе и установите дополнительный рабочий вакуумный стол. Не забудьте установить кольцевое уплотнение, иначе стекло не будет зафиксировано. Используя большой рабочий стол в обычной ситуации, не забудьте закрутить три болта М10 и залить масло в отверстия для болтов во избежание коррозии, после чего закрыть водонепроницаемую крышку.
5. Смазка и использование смазочных материалов
Для обеспечения стабильной работы станка все поверхности, подвергающиеся трению, необходимо смазывать согласно инструкции.
5.1. Червячное тормозное устройство.
Применяется смазка погружением; для червячной передачи средней загрузки рекомендуется трансмиссионное масло 80W90. Необходимо избегать добавления корродирующего или грязного масла. Перед запуском станка налейте достаточное количество масла во избежание повреждения станка при работе. Уровень масла не должен опускаться ниже середины отметки, показывающей наличие масла. Необходимо поменять масло после первого месяца эксплуатации станка. Далее заливайте новое масло каждые 6 месяцев работы (при 8-ми часовом рабочем дне). Если эксплуатационные условия неблагоприятные, то замена масла может производиться через более короткий период. Откройте вентиляционную крышку тормозного устройства, чтобы налить масло. Слейте отработанное масло через донную пробку тормозного устройства.
5.2. Бесступенчатый регулятор:
Используйте специальное масло для плавного регулятора. Меняйте его каждые три месяца. Скользящая поверхность должна периодически смазываться трансмиссионным маслом 80W90. Периодически добавляйте масло 80W90 в отверстие для заливки масла. Привод в ходовой части станка должен смазываться специальной консистентной смазкой на основе лития.
6. Использование вакуумного генератора
Станок обычно используется в сочетании с вакуумным насосом. Воздух, нагнетаемый вакуумным насосом, довольно влажный. После компрессии воздух удаляется. При расширении влага охлаждается и превращается в воду, которая смешивается с машинным маслом, что сокращает срок службы вакуумного насоса.
При работе с вакуумным насосом необходимо сливать конденсат из ресивера вакуумного насоса не реже чем 1 раз за четыре часа работы в целях исключения попадания воды в насос, что приведет к его отказу.
По вышеупомянутой причине мы рекомендуем использовать вакуумный генератор: он прост в конструкции, долговечен и надежен (особенно при работе с влажным воздухом).
Мы используем вакуумный генератор PCSCO, произведенный в Японии. Максимальный показатель вакуума – 0,84 MПа. Требуемая подача сжатого воздуха – 0,1 м3/мин, давление 0,6 - 8 MПа. Достаточно одного компрессора с подачей – 0,1 м3/мин.
Придерживайтесь следующей последовательности:
Подсоедините линию подачи воздуха с помощью мягкой трубки диаметром 8 мм к трехпозиционному двухходовому двухтактному клапану. Включите подачу воздуха, откройте крышку шасси станка, отрегулируйте редукционный клапан (с водоотделителем), установите давление на 0,45 MПа (внешнее давление воздуха >0,6 MПа), и максимальный показатель вакуума будет достигнут. При регулярном использовании следите, нет ли утечки в воздушных каналах, не заблокированы ли выпускные отверстия на двух концах вакуумного генератора. Если стекло не фиксируется, проверьте давление подачи воздуха, проверьте, нет ли утечки в вакуумном цикле (это можно произвести с помощью мыльной пены).
7. Настройка амортизатора
Для данного станка характерно использование амортизатора. Он гасит зазор, образующийся перед запуском привода, и предварительно нагружает рабочий стол, что устраняет вибрацию стекла при обработке стеклянной заготовки большого размера.
Порядок работы: поверните рабочий стол с усилием (около 50 кг) в противоположных направлениях, почувствуйте зазор привода. Откройте крышку ходовой части станка, отрегулируйте винтовую гайку, затягивающую червячную ленту (шнек) под большим приводом, завинтите ее. Затем поверните рабочий стол в разных направлениях. После нескольких регулировок, когда зазор привода больше не чувствуется при повороте рабочего стола, червячная лента находится в правильном положении. Если винт червячной ленты затянут слишком туго, то двигатель не будет работать, и может перегореть.
8. Принципиальная электрическая схема
8.1. Принципиальная электрическая схема (См. приложение 3)
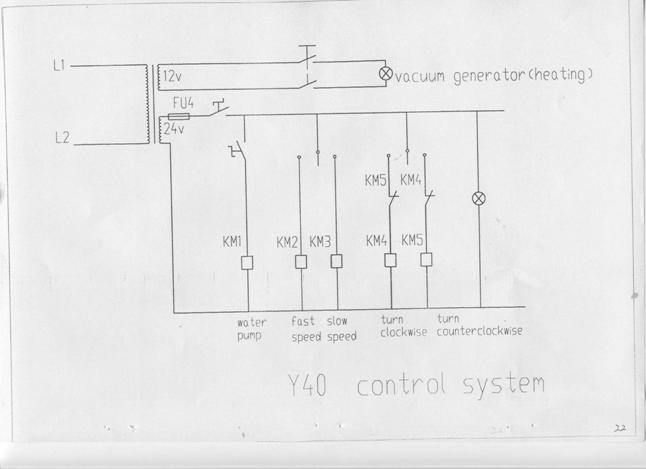
8.2. Система управления (См. приложение 4)
9. Неполадки и их устранение
No | Неисправность | Причина | Решение |
1 | Главный выключатель включен. Все кнопки вышли из строя. | A. Аварийный выключатель автоматически заблокировался. | Поверните два аварийных выключателя по часовой стрелке. |
B. Трансформатор для цепей управления, разомкнутый контур или предохранитель сгорели | Замените предохранитель или трансформатор. | ||
C. Штекер главной цепи управления отсоединен | Подсоедините штекер. | ||
2 | Замыкатель автоматически отключился | Две фазы или перегрузка | Проверьте трубчатый разрядник на предмет разрыва или основной кабель питания на наличие только двух фаз. Подсоедините реле перегрева. |
3 | Замыкатель работает, а мотор нет. | У замыкателя плохой контакт или фаза мотора отключена. | 1. Замените замыкатель и перемещайте его время от времени 2. Проверьте фазу мотора и замените, если фаза отключена. |
4 | Стекло не фиксируется | A. Сломан вакуумный стол | Замените вакуумный стол. |
B. Низкое давление воздуха.0.4 MПа | Давление воздуха должно быть 0.6-1 MПа. | ||
C. Утечка в главном цикле | Замените трубки и коннекторы. | ||
D. Вакуумный генератор засорен или заблокирован. | Промойте вакуумный генератор (удалите два штыря, снимите крышку, промойте, проверьте тонкой малые отверстия на проходимость медной проволокой) или замените вакуумный генератор. | ||
5 | Невозможно отшлифовать стекло до гладкости. | A. Закрутите гайку, потом ослабьте малый рычаг | Закрутите гайку. |
B. В малом рычаге посторонние предмету (мусор) | Периодически очищайте малый рычаг и смазывайте маслом. | ||
C. Вакуумный стол имеет различную толщину. | Используйте вакуумный стол одинаковой толщины. | ||
D. Для большого стекла необходим поддон | Установите поддон. | ||
6 | Невозможно отполировать стекло до гладкости. | A. Размер зерна полировального диска не соответствует требованиям. | Выберите соответствующий полировальный диск. |
B. Полировальный диск вибрирует | Проверьте шпиндель и шлифовальное колесо. Исправьте окружность шлифовального колеса сухим шлифованием стекла или исправьте шлифовальное колесо алмазным резцом. | ||
C. Церий не надлежащего качества. | Замените церий | ||
7 | Вибрация | A. Шлифовальное колесо и ось не концентричны | Исправьте шлифовальное колесо сухим шлифованием стекла |
B. Амортизатор плохо отрегулирован. | Отрегулируйте амортизатор, следуя правилам. | ||
8 | Шлифовальный диск прикасается с внутренней дугой при шлифовании внутренней дуги. | Слишком мал угол наклона малого рычага к рабочему столу. Или слишком велик шлифовальный диск. | Увеличьте угол наклона малого рычага к рабочему столу. Или замените шлифовальный диск. |
10. Список быстроизнашивающихся деталей
1. Резиновые присоски стола
2. Щеточные шторки
3. Упорные и поддерживающие ролики
4. Воздушные и водяные шланги
5. Суставчатые шланги
6. Приводные ремни
11. Гарантийные обязательства
Производитель гарантирует безотказную работу станка в течение 12 месяцев с даты запуска его в эксплуатацию. Гарантия распространяется на все комплектующие, кроме быстроизнашивающихся деталей.
В течение гарантийного срока владелец имеет право на бесплатный ремонт приспособления по неисправностям, являющимися следствием производственных дефектов.
Без предъявления гарантийного талона или при отсутствии на нем печатей производителя и торговой организации и даты продажи (отгрузки), претензии по качеству не принимаются.
Гарантийные обязательства не распространяются на следующие случаи:
- несоблюдение пользователем предписаний инструкции по эксплуатации и использование приспособления не по назначению;
- при наличии механических повреждений (корпуса, электрооборудования, трубопроводов, шнуров) либо повреждений, вызванных воздействием агрессивных сред и высоких температур, а также при попадании инородных тел в вентиляционные отверстия и вращающиеся части Приспособления;
- при неисправностях, возникших вследствие нормального износа приспособления;
- при неисправностях, возникших вследствие перегрузки, повлекшей выход из строя роторов и статоров двигателей или других узлов и деталей, а также вследствие несоответствия параметров электросети номинальному напряжению;
- на быстроизнашивающиеся части (защитные щетки, накладки направляющих опор, смазку) и сменный инструмент;
- при попытках самостоятельного ремонта и смазки приспособления в гарантийный период, о чем свидетельствуют следы разборки узлов;
- при отсутствии, повреждении, изменении серийного номера на приспособлении или в гарантийном талоне либо при их несоответствии.
12. Свидетельство о приемке
Станок ВТ20М, заводской №______________________ прошел предпродажную проверку в , признан исправным и полностью пригодным к эксплуатации.
«___» ____________ 20__г. ____________/_______________
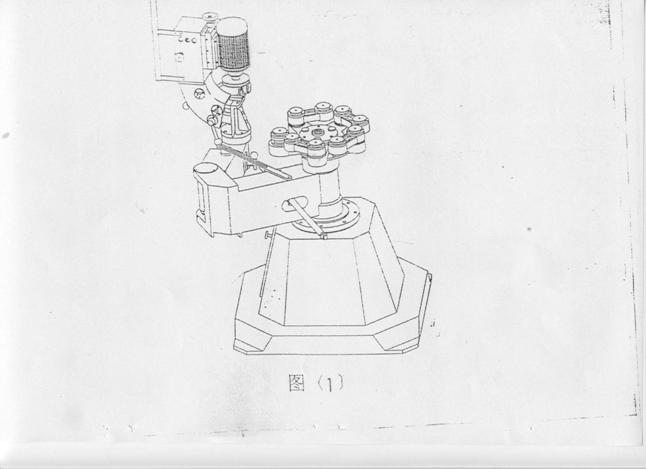 ПРИЛОЖЕНИЕ 1
ПРИЛОЖЕНИЕ 1
ОБЩАЯ СХЕМА СТАНКА
ПРИЛОЖЕНИЕ 2
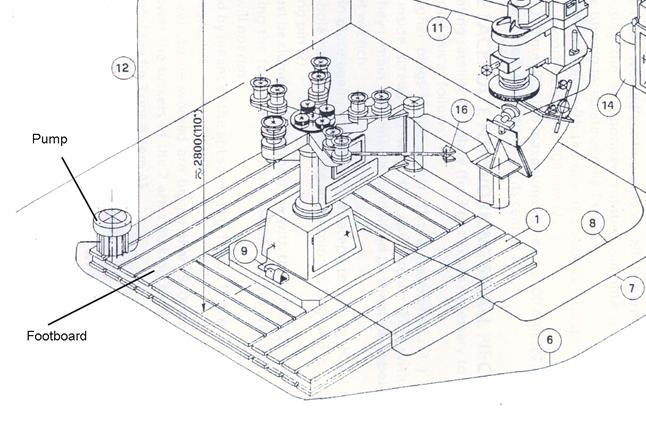 СХЕМА УСТАНОВКИ СТАНКА
СХЕМА УСТАНОВКИ СТАНКА
Вариант 1
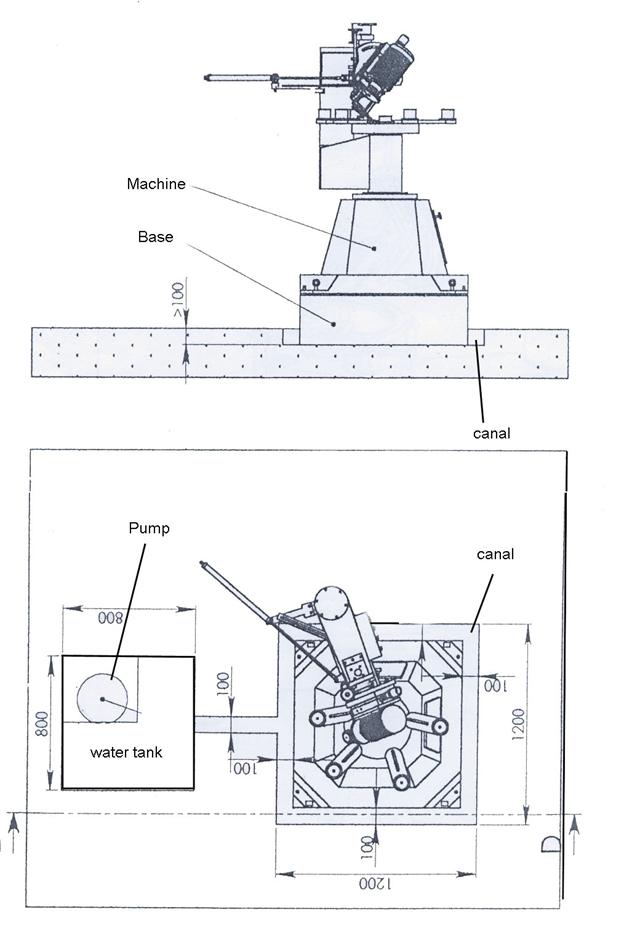
Вариант 2
ПРИЛОЖЕНИЕ 3
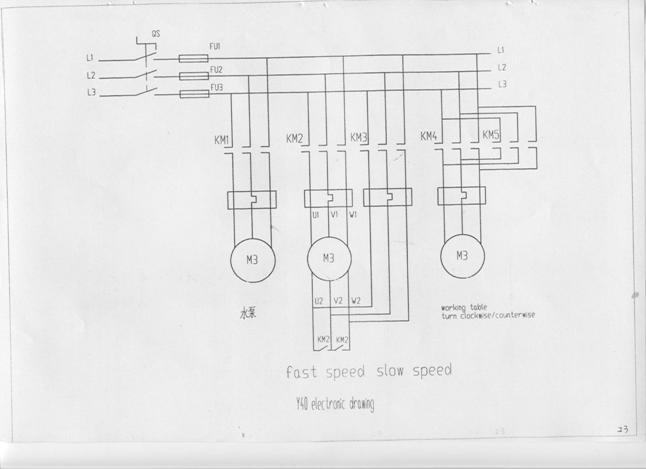 ПРИНЦИПИАЛЬНАЯ ЭЛЕКТРИЧЕСКАЯ СХЕМА
ПРИНЦИПИАЛЬНАЯ ЭЛЕКТРИЧЕСКАЯ СХЕМА
ПРИЛОЖЕНИЕ 4
СИСТЕМА УПРАВЛЕНИЯ