

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
УДК 621.179; 621.923
ОЦЕНКА ИЗНОСОСТОЙКОСТИ ПОВЕРХНОСТЕЙ ТРЕНИЯ,
СФОРМИРОВАННЫХ ПРИ АБРАЗИВНОЙ ОБРАБОТКЕ[2]
Представлены результаты теоретических и экспериментальных исследований влияния технологических режимов финишной абразивной обработки на износостойкость поверхностей из различных конструкционных материалов.
Ключевые слова: абразивная обработка, технологические режимы обработки, скорость изнашивания поверхности, износостойкость поверхности.
В большинстве случаев поверхности трения при изготовлении деталей формируются в ходе абразивной обработки. Как показали результаты исследований [1-3], условия и режимы абразивной обработки оказывают значительное влияние на износостойкость поверхностей трения. Например, скорость изнашивания таких поверхностей при варьировании режимов обработки может меняться в 1,5 – 3 раза [4]. Это объясняется различиями структурно-фазового состояния материала поверхностного слоя, формируемого в ходе термического и силового воздействий абразивной обработки. Поэтому для достоверного прогнозирования ресурса трибосопряжений необходимо оценивать износостойкость поверхностей трения с учетом влияния условий и режимов финишной абразивной обработки.
Износостойкость поверхности может характеризоваться скоростью изнашивания γ. На основании гипотезы Ф. Престона скорость изнашивания приработанной поверхности в произвольной точке контакта можно представить в виде [5]
 , (1)
, (1)
где с – размерный коэффициент, зависящий от условий изнашивания поверхности; k – безразмерный коэффициент износостойкости материала поверхностного слоя детали пары трения; p – давление в контакте; v – скорость скольжения.
Такой вид закона изнашивания приработанных поверхностей согласуется с результатами исследований , , Д. Арчарда, , и др.
Значение k будет определяться состоянием материала поверхностного слоя, зависящим от условий и режимов финишной абразивной обработки. Получим формулу для расчета коэффициента k.
Анализ процесса абразивной обработки показал, что существует четыре фактора, характеризующие структурно-фазовое состояние поверхностного слоя: ![]() – скорость деформирования материала в ходе обработки, с-1; az – глубина внедрения вершин абразивных зерен в обрабатываемый материал, м; ρ – радиус скругления вершин абразивных зерен, м; λ – интенсивность контактирования рассматриваемого участка поверхности заготовки с абразивным инструментом, с-1. Эти факторы комплексно характеризуют термическое и силовое воздействия абразивной обработки, формирующие поверхностный слой.
– скорость деформирования материала в ходе обработки, с-1; az – глубина внедрения вершин абразивных зерен в обрабатываемый материал, м; ρ – радиус скругления вершин абразивных зерен, м; λ – интенсивность контактирования рассматриваемого участка поверхности заготовки с абразивным инструментом, с-1. Эти факторы комплексно характеризуют термическое и силовое воздействия абразивной обработки, формирующие поверхностный слой.
Запишем уравнение размерности величины k, полагая, что существует однозначная взаимосвязь между k и ![]() , az, λ, ρ.
, az, λ, ρ.
![]() , (2)
, (2)
где T – время; L – длина ; α, β, d, j – постоянные числа.
Из уравнения (2) следует, что α = -d и β = -j. Тогда формулу для k можно представить в виде
 .
.
Таким образом, величина k в полной мере отражает влияние режимов финишной абразивной обработки на износостойкость поверхности.
Расчетные формулы для az, ![]() , l применительно к условиям абразивного шлифования выглядят следующим образом [6;7]:
, l применительно к условиям абразивного шлифования выглядят следующим образом [6;7]:
 ;
;
![]() ;
; ![]()
где Qф – фактическая производительность процесса шлифования; Vк, Vs – соответственно скорости вращения и подачи шлифовального круга; H – число контактов рассматриваемого участка поверхности заготовки со шлифовальным кругом; Fс(tф) – доля вершин зерен рабочей поверхности шлифовального круга, находящихся в поверхностном слое инструмента толщиной tф; V – объемное содержание зерен в круге; N – зернистость шлифовального круга; (1-λ) – доля вершин зерен, образующих срезы; km – коэффициент, учитывающий фактическое число зерен на рабочей поверхности круга; kв – коэффициент, учитывающий колебания рабочей поверхности круга относительно заготовки; q – отношение числа режущих вершин к числу абразивных зерен рабочей поверхности круга; А = Dк – для плоского шлифования периферией круга; А=DзDк/(Dз±Dк) – для круглого наружного (+) и внутреннего (-) шлифования периферией круга; Kc – коэффициент стружкообразования, равный отношению объема металла, удаляемого в виде стружки, к теоретическому объему шлифовочной царапины; azк – глубина внедрения вершин абразивных зерен в обрабатываемый материал, при которой начинается стружкообразование; ei – интенсивность деформаций материала поверхностного слоя; w – частота вращения заготовки или число рабочих ходов абразивного инструмента в единицу времени.
Для определения значений α и β были проведены эксперименты.
На первом этапе экспериментальных исследований цилиндрические образцы из различных материалов были подвергнуты абразивному шлифованию электрокорундовым кругом прямого профиля зернистостью 16. Образцы устанавливались на оправке, которая базировалась в центрах станка. Перед обработкой каждого образца круг подвергался алмазной правке. С каждого образца предварительно сошлифовывался слой материала для устранения влияния технологической наследственности и стабилизации термического и силового воздействий в ходе экспериментов. Силовое и термическое воздействия на поверхностный слой менялись путем варьирования глубины шлифования и времени выхаживания поверхности. Уровни варьирования указанных факторов определялись с учетом результатов исследований [7].
1
 Второй этап исследований заключался в проведении триботехнических испытаний шлифованных образцов. Испытания проводились с использованием автоматизированной системы научных исследований (АСНИ) на базе машины трения МИ-1М по схеме «вращающийся диск – невращающийся индентор». Данная АСНИ способна в процессе испытаний регистрировать значения износа поверхности образца и коэффициента трения. Шлифованные образцы диаметром 60 мм и длиной 16 мм имели радиальное биение испытуемых поверхностей относительно базового отверстия 0,005…0,01мм и шероховатость Ra = 0,5…0,6 мкм. Для исключения влияния износа индентора на результаты испытаний он был выполнен из твердого сплава ВК8. Ширина индентора составляла 5 мм. Испытания проводили до полного завершения процесса приработки и накопления не менее 2/3 общего пути трения, приходящегося на период нормального изнашивания. Завершение процесса приработки определялось по стабилизации коэффициента трения и скорости изнашивания (выход кривой изнашивания на линейный участок). Испытания проводились при нагрузке на индентор 150 Н и скорости относительного скольжения 1,3 м/с. В качестве смазочного материала использовалось масло И-20А. Результаты экспериментов представлены в таблице.
Второй этап исследований заключался в проведении триботехнических испытаний шлифованных образцов. Испытания проводились с использованием автоматизированной системы научных исследований (АСНИ) на базе машины трения МИ-1М по схеме «вращающийся диск – невращающийся индентор». Данная АСНИ способна в процессе испытаний регистрировать значения износа поверхности образца и коэффициента трения. Шлифованные образцы диаметром 60 мм и длиной 16 мм имели радиальное биение испытуемых поверхностей относительно базового отверстия 0,005…0,01мм и шероховатость Ra = 0,5…0,6 мкм. Для исключения влияния износа индентора на результаты испытаний он был выполнен из твердого сплава ВК8. Ширина индентора составляла 5 мм. Испытания проводили до полного завершения процесса приработки и накопления не менее 2/3 общего пути трения, приходящегося на период нормального изнашивания. Завершение процесса приработки определялось по стабилизации коэффициента трения и скорости изнашивания (выход кривой изнашивания на линейный участок). Испытания проводились при нагрузке на индентор 150 Н и скорости относительного скольжения 1,3 м/с. В качестве смазочного материала использовалось масло И-20А. Результаты экспериментов представлены в таблице.
Таблица
Условия эксперимента и износостойкость шлифованных поверхностей
Материал (твердость) | Глубина шлифования, мкм | Время выхаживания, мин | Износ образца, мкм | Скорость изнашивания, мкм/ч |
Сталь 45 (НВ 200…220) | 20 | 0 | 17,0 | 1,70 |
5 | 9,5 | 0,95 | ||
6 | 0 | 11,0 | 1,10 | |
5 | 6,5 | 0,65 | ||
Сталь 12ХН3А (НRC58…62) | 6 | 0 | 3,4 | 0,34 |
5 | 2,2 | 0,22 |
Сталь 45 (НRC46…50) | 20 | 0 | 7,8 | 0,78 |
5 | 3,5 | 0,35 | ||
6 | 0 | 3,7 | 0,37 | |
5 | 2,9 | 0,29 | ||
Сталь 12Х18Н10Т (НВ 190…210) | 20 | 0 | 37,0 | 3,70 |
5 | 15,5 | 1,55 | ||
6 | 0 | 18,0 | 1,80 | |
5 | 14,0 | 1,40 |
Анализ полученных результатов показывает, что коэффициент k имеет тесную корреляцию (коэффициент парной корреляции Q = 0,89) со скоростью изнашивания поверхности (рисунок). Получим, что α = 0,2 и β = 1,5. Тогда уравнение (1) применительно к условиям экспериментов запишется следующим образом:
Последнее уравнение позволяет оценивать износостойкость поверхности с учетом условий и режимов финишной абразивной обработки.
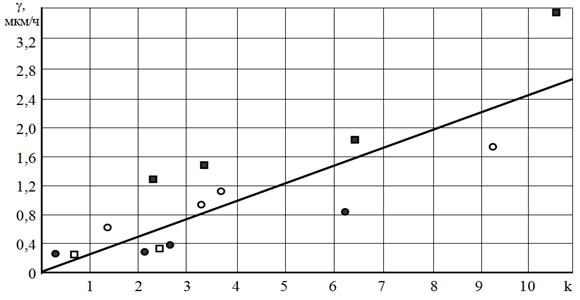
Рис. Взаимосвязь скорости изнашивания g и коэффициента k износостойкости материала
![]()
![]()
![]() поверхностного слоя: – сталь 12ХН3А (НRC58…62); – сталь 45 (НВ 200…220); – сталь
поверхностного слоя: – сталь 12ХН3А (НRC58…62); – сталь 45 (НВ 200…220); – сталь
![]() 12Х18Н10Т (НВ 190…210); – сталь 45 (НRC46…50)
12Х18Н10Т (НВ 190…210); – сталь 45 (НRC46…50)
Результаты исследований позволяют:
- достоверно и оперативно оценивать износостойкость поверхностей, сформированных при абразивной обработке;
- целенаправленно выбирать режимы абразивной обработки с учетом требуемой износостойкости поверхности;
- разработать методологию проектирования и совершенствования технологических операций абразивной обработки поверхностей трения деталей машин и механизмов.
СПИСОК ЛИТЕРАТУРЫ
1. Бишутин, режимов шлифования поверхностей деталей на их триботехнические показатели/ //Вестн. БГТУ. – 2010. – №3(27). – С.10-13.
2. Бишутин, шлифованных поверхностей деталей/ //Вестн. БГТУ. – 2010. – №4(28). – С.30-33.
3. Дальский, обеспечение надежности высокоточных деталей машин/. – М.:Машиностроение, 1975. – 223с.
4. Бишутин, сформированных при шлифовании поверхностных слоев деталей машин: монография/ , ; под ред. . – Брянск: БГТУ, 2010. – 100с.
5. Филонов, формообразованием прецизионных поверхностей деталей машин и приборов/, , . – Минск:ДизайнПРО,1995. – 208с.
6. Бишутин, требуемой совокупности параметров качества поверхностных слоев деталей при шлифовании / . – М.: Машиностроение-1, 2004. – 144с.
7. Бишутин, поверхностных слоев деталей при финишной абразивной обработке/ . – Брянск:БГТУ, 2009. – 100с.
Материал поступил в редколлегию 9.03.11.
[1] Исследования выполнены в рамках АЦВП «Развитие научного потенциала высшей школы ( годы)».
[2] Исследования выполнены в рамках АЦВП «Развитие научного потенциала высшей школы ( годы)».
