
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
УДК 621.891; 621.923
ВЛИЯНИЕ РЕЖИМОВ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ
НА ИХ ТРИБОТЕХНИЧЕСКИЕ ПОКАЗАТЕЛИ[1]
Представлены результаты экспериментальных исследований триботехнических показателей наружных цилиндрических поверхностей, подвергнутых абразивному шлифованию на разных технологических режимах. Выявлены условия финишного шлифования, повышающие износостойкость поверхностей деталей.
Ключевые слова: финишное шлифование, режимы шлифования, триботехнические показатели, повышение износостойкости.
Наиболее распространенным методом финишной обработки поверхностей деталей машин является шлифование, причем условия абразивной обработки в значительной степени влияют на триботехнические показатели обработанных поверхностей [1-5]. Обработанная поверхность внешними факторами процесса абразивной обработки (термическим и силовым) переводится в неравновесное состояние. В процессе трения материал детали в микроконтактах поверхностных слоев стремится к более равновесному состоянию благодаря наличию значительной доли дефектной фазы, сформированной при финишной абразивной обработке. Очевидно, что процесс перехода материала из неравновесного состояния (после шлифования) в более равновесное (в процессе приработки поверхностей) в основном и определяет влияние режимов финишной абразивной обработки на триботехнические показатели поверхностей. Этому актуальному и малоизученному вопросу и посвящена данная статья.
Наиболее приемлемым путем формирования неравновесных состояний поверхностных слоев при традиционном шлифовании является изменение глубины шлифования и времени выхаживания поверхности. Указанные параметры определяют интенсивность и длительность термического и силового воздействий абразивной обработки на поверхностный слой. В связи с этим исследования проводились в два этапа.
44444
![]()
![]()
![]()
![]()
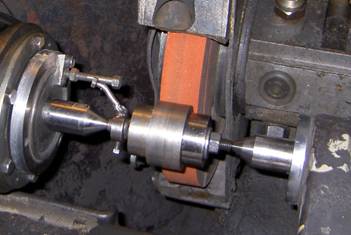
 На первом этапе цилиндрические образцы из различных материалов были подвергнуты шлифованию на круглошлифовальном станке 3Е12 электрокорундовым кругом прямого профиля зернистостью 16. Образцы устанавливались на оправке, которая базировалась в центрах станка (рис.1). Перед обработкой каждого образца круг подвергался алмазной правке на выбранных режимах. С каждого образца предварительно сошлифовывался слой материала для устранения влияния технологической наследственности и стабилизации термического и силового воздействий в ходе экспериментов. Силовое и термическое воздействия менялись путем варьирования глубины шлифования и времени выхаживания поверхности. Уровни варьирования указанных факторов определялись с учетом результатов исследований [4].
На первом этапе цилиндрические образцы из различных материалов были подвергнуты шлифованию на круглошлифовальном станке 3Е12 электрокорундовым кругом прямого профиля зернистостью 16. Образцы устанавливались на оправке, которая базировалась в центрах станка (рис.1). Перед обработкой каждого образца круг подвергался алмазной правке на выбранных режимах. С каждого образца предварительно сошлифовывался слой материала для устранения влияния технологической наследственности и стабилизации термического и силового воздействий в ходе экспериментов. Силовое и термическое воздействия менялись путем варьирования глубины шлифования и времени выхаживания поверхности. Уровни варьирования указанных факторов определялись с учетом результатов исследований [4].
2 1
![]()

![]()
 Второй этап исследований заключался в проведении триботехнических испытаний шлифованных образцов. Испытания проводились с использованием АСНИ на базе машины трения МИ-1М по схеме «вращающийся диск – невращающийся индентор» (рис. 2). Данная АСНИ способна в процессе испытаний регистрировать значения износа поверхности образца и коэффициента трения. Шлифованные образцы диаметром 60 мм и длиной 16 мм имели радиальное биение испытуемых поверхностей относительно базового отверстия 0,005…0,01мм и шероховатость Ra = 0,5…0,6 мкм. Для исключения влияния износа индентора на результаты испытаний он был выполнен из твердого сплава ВК8 (ГОСТ 19070). Перед каждым испытанием емкость для смазочного материала промывалась бензином и высушивалась на воздухе при нормальной температуре, затем она устанавливалась в испытательную установку и заполнялась новым маслом. Испытания проводили до полного завершения процесса приработки и накопления не менее 2/3 общего пути трения (или времени испытания), приходящегося на период нормального изнашивания. Завершение процесса приработки определялось по стабилизации коэффициента трения и скорости изнашивания (выход кривой изнашивания на линейный участок). Остальные условия испытаний представлены в табл.1, а результаты испытаний – в табл.2.
Второй этап исследований заключался в проведении триботехнических испытаний шлифованных образцов. Испытания проводились с использованием АСНИ на базе машины трения МИ-1М по схеме «вращающийся диск – невращающийся индентор» (рис. 2). Данная АСНИ способна в процессе испытаний регистрировать значения износа поверхности образца и коэффициента трения. Шлифованные образцы диаметром 60 мм и длиной 16 мм имели радиальное биение испытуемых поверхностей относительно базового отверстия 0,005…0,01мм и шероховатость Ra = 0,5…0,6 мкм. Для исключения влияния износа индентора на результаты испытаний он был выполнен из твердого сплава ВК8 (ГОСТ 19070). Перед каждым испытанием емкость для смазочного материала промывалась бензином и высушивалась на воздухе при нормальной температуре, затем она устанавливалась в испытательную установку и заполнялась новым маслом. Испытания проводили до полного завершения процесса приработки и накопления не менее 2/3 общего пути трения (или времени испытания), приходящегося на период нормального изнашивания. Завершение процесса приработки определялось по стабилизации коэффициента трения и скорости изнашивания (выход кривой изнашивания на линейный участок). Остальные условия испытаний представлены в табл.1, а результаты испытаний – в табл.2.
Таблица 1
Условия триботехнических испытаний
Метод смазывания (вид смазки) | Марка масла | Подогрев масла | Нагрузка на индентор, Н | Скорость относительного скольжения, м/с | Время одного испытания, ч |
Окунание (граничная) | И-20А | Самопроизволь - ный, фрикционный | 150 | 1,3 | 10 |
Таблица 2
Триботехнические показатели шлифованных поверхностей
Материал (твердость) | Глубина шлифования, мкм | Время выхаживания, мин | Износ образца, мкм | Интенсив-ность изнашивания | Период приработки, ч |
Сталь 45 (НВ 200…220) | 20 | 0 | 17,0 | 8,5 × 10-7 | 4,0…4,5 |
5 | 9,5 | 4,7 × 10-7 | 3,0…3,5 | ||
6 | 0 | 11,0 | 5,5 × 10-7 | 3,0…3,5 | |
5 | 6,5 | 3,2 × 10-7 | 2,7…3,0 | ||
Сталь 12ХН3А (НRC 58…62) | 6 | 0 | 3,4 | 1,7 × 10-7 | 2,0…2,5 |
5 | 2,2 | 1,1 × 10-7 | 1,5…2,0 |
Окончание табл. 2
Материал (твердость) | Глубина шлифования, мкм | Время выхаживания, мин | Износ образца, мкм | Интенсив-ность изнашивания | Период приработки, ч |
Сталь 45 (НRC 46…50) | 20 | 0 | 4,8 | 2,4 × 10-7 | 3,5…4,0 |
5 | 3,5 | 1,7 × 10-7 | 1,5…2,0 | ||
6 | 0 | 3,7 | 1,9 × 10-7 | 2,5…3,0 | |
5 | 2,9 | 1,2 × 10-7 | 1,7…2,0 | ||
Сталь 12Х18Н10Т (НВ 190…210) | 6 | 0 | 37,0 | 1,8 × 10-6 | 3,0…3,5 |
5 | 15,5 | 7,8 × 10-7 | 2,0…2,5 | ||
20 | 0 | 18,0 | 9,0 × 10-7 | 1,5…2,0 | |
5 | 14,0 | 7,0 × 10-7 | 1,5…2,0 |
По результатам испытаний оценивались параметры зависимости износа U образца от времени T испытаний, аппроксимированной функцией вида
![]()
где А, В – эмпирические коэффициенты:
Сталь 45 Сталь 45 Сталь 12Х18Н10Т Сталь 12ХН3А
(НВ 200…220) (НRC 46…50) (НВ 190…210) (НRC 58…62)
А 2,5/3,4 1,3/2,0 7,8/3,0 1,1/1,5
В 0,64/0,28 0,51/0,22 0,41/0,63 0,48/0,23
В числителе представлены данные, полученные при отсутствии выхаживания поверхности шлифовальным кругом, в знаменателе – при выхаживании в течение 5 мин.
Если имеются отличия в условиях лабораторных испытаний по отношению к эксплуатационным, приводящие к пропорциональному изменению интенсивности изнашивания материала-прототипа и нового материала, обработанного на других режимах шлифования, то параметры Анэ и Внэ для нового материала в эксплуатационных условиях можно определить по формулам [6]
где Внл, Анл – коэффициенты в зависимости износа от времени для нового материала в лабораторных условиях; Всл, Асл – то же для материала-прототипа; Всэ, Асэ – то же для материала-прототипа в эксплуатационных условиях (получают на основании эксплуатационной информации).
Анализируя результаты исследований, можно сделать следующие выводы:
1. Режимы шлифования оказывают существенное влияние на триботехнические показатели шлифованных поверхностей (например, интенсивность изнашивания таких поверхностей может меняться от 2 до 3 раз).
2. Увеличение времени выхаживания и снижение глубины шлифования повышает износостойкость обработанных поверхностей вследствие формирования сильно деформированных тонких поверхностных структур.
3. Большей износостойкостью (в 2…3 раза) обладают поверхностные слои с деформированными бейнитными и мартенситными структурами в сравнении с феррито-перлитными или сорбитными структурами.
4. Меньший период приработки (~ в 1,2…1,5 раза) и более высокие триботехнические показатели наблюдаются у образцов, поверхностные слои которых подверглись преимущественно силовому воздействию при выхаживании шлифовальным кругом.
Проведенные исследования позволят повысить износостойкость поверхностей деталей машин и механизмов на стадии их финишной абразивной обработки.
СПИСОК ЛИТЕРАТУРЫ
1. Ящерицын, наследственность и эксплуатационные свойства шлифованных деталей/. – Минск: Наука и техника,1971. – 210 с.
2. Дальский, обеспечение надежности высокоточных деталей/. – М.: Машиностроение, 1975. – 224 с.
3. Бишутин, требуемой совокупности параметров качества поверхностных слоев деталей при шлифовании / . – М.: Машиностроение-1, 2004. – 144 с.
4. Бишутин, поверхностных слоев деталей при финишной абразивной обработке/ . – Брянск:БГТУ, 2009. – 100 с.
5. Бишутин, деталей машин и механизмов: учеб. пособие/ , , ; под ред. . – Брянск: БГТУ,2010. – 112 с.
6. ГОСТ 23.224-86*. Обеспечение износостойкости изделий. Методы оценки износостойкости восстановленных деталей. – М.: Изд-во стандартов, 1986. – 28 с.
Материал поступил в редколлегию 17.05.10.
[1] Результаты исследований получены при выполнении проекта № 000 в рамках аналитической ведомственной целевой программы «Развитие научного потенциала высшей школы ( годы)».
