


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
УДК 658.562
,
Управление качеством конструкторско-технологической
подготовки производства на основе применения
комплексной FMEA-методологИИ[2]
Предложен комплексный подход к применению FMEA-анализа в области конструкторско-технологической подготовки производства, который включает проведение DFMEA-анализа конструкции изделия, PFMEA-анализа технологии производства изделия и MFMEA-анализа оборудования (оснастки).
Ключевые слова: управление качеством, конструкторско-технологическая подготовка производства, FMEA, DFMEA, PFMEA, MFMEA.
Почти на любом отечественном предприятии, выпускающем конечную продукцию или компоненты к ней, на стадии серийного производства существует по крайней мере три проблемы. Первая – достаточно высокий уровень несоответствий (брака). Вторая – довольно высокий процент рекламаций от потребителя, что также ложится экономическим бременем на предприятие, но главное – сильно подрывает репутацию как продукции, так и предприятия. Третья проблема: продукция плохо продается, особенно при наличии конкурентного товара. В большинстве случаев эти проблемы вызваны низким уровнем разработки и подготовки производства продукции [1].
В автомобилестроении для повышения качества процессов разработки и подготовки производства стал применяться метод анализа отказов и последствий потенциальных отказов (FMEA-анализ) [2]. В мире накоплен значительный опыт разработки и успешного применения методов FMEA-анализа. На сегодняшний день в развитых странах не менее 80% разработок технических изделий проводится с применением FMEA-методологии.
В данной статье авторами предлагается комплексный подход к применению FMEA-анализа в области конструкторско-технологической подготовки производства, который в настоящее время приобретает все большую актуальность.
Комплексный подход к проведению FMEA-анализа включает проведение DFMEA-анализа конструкции изделия, PFMEA-анализа технологии производства изделия и MFMEA-анализа оборудования (оснастки). Особенность такого комплексного анализа заключается в соподчинённости и последовательности выполнения различных видов FMEA: FMEA изделия – FMEA сборочной единицы (СЕ) – FMEA детали. Все виды FMEA связаны и зависят один от другого (рис. 1)[3]. Результат FMEA конструкции изделия, узла является основой для FMEA процесса сборки изделия, узла. Очевидно, что последний должен проводиться после ввода изменений в конструкцию узла по результатам FMEA конструкции. FMEA оборудования должен проводиться после ввода изменений в технологический процесс по результатам FMEA процесса. Учитывая это, сначала надо проводить FMEA конструкции, затем FMEA процесса, а завершать цепочку анализов должен FMEA оборудования. Ниже более подробно рассмотрены первые две стадии комплексного FMEA-анализа.
DFMEA-анализ конструкции. Предложенный конструкторами эскизный вариант конструкции (изделия, узла, детали) подвергается всестороннему анализу по методу DFMEA. Здесь работает межфункциональная DFMEA-команда, в которую, как правило, входят: конструктор; технолог (если функции технолога-проектировщика и цехового технолога разделены, то оба технолога); представитель маркетинговой службы, знающий, как подобные изделия ведут себя в эксплуатации и сервисной мастерской; представитель службы качества; испытатель, имевший дело с подобными конструкциями; представитель производства; представитель потребителя; представители других подразделений, полезные при рассмотрении конструкции.
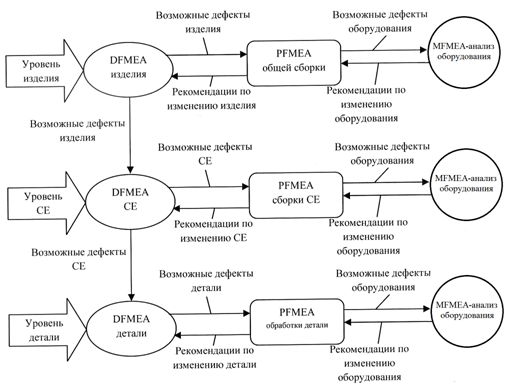
Рис. 1. Схема комплексной FMEA-методологии
Согласно предлагаемому авторами алгоритму работы DFMEA-команды (рис. 2), DFMEA-анализ складывается из следующих основных этапов:
1. Ознакомление с предложенным проектом конструкции (изделия, узла, детали). Ведущий DFMEA-команды представляет для ознакомления членам своей команды комплект документов по предложенному проекту конструкции.
2. Определение видов потенциальных дефектов, их последствий и причин. Для конкретного технического объекта с его конкретной функцией определяют, пользуясь имеющейся информацией и предшествующим опытом, все возможные виды дефектов. Описание каждого вида дефекта заносят в протокол анализа видов, причин и последствий потенциальных дефектов, составленный, например, в виде таблицы. Форма протокола должна быть предварительно выбрана и утверждена.
3. Для всех описанных видов потенциальных дефектов определяют их последствия на основе опыта и знаний DFMEA-команды. Для каждого вида дефекта может быть несколько потенциальных последствий, все они должны быть описаны.
4. Для каждого последствия дефекта экспертно определяют балл значимости S при помощи таблицы баллов значимости. Балл значимости изменяется от 1 (для наименее значимых по ущербу дефектов) до 10 (для наиболее значимых по ущербу дефектов). Для конкретного предприятия эта таблица должна быть пересмотрена в соответствии с его спецификой и конкретными последствиями дефектов.
При составлении таких таблиц необходимо иметь в виду, что по мере снижения значимости последствий дефектов при их описании следует переходить от терминов безопасности и экологии к терминам утраты основных функций объекта, далее к терминам потерь (на устранение дефекта и др.), затем к терминам неудовольствия (неудобства) потребителя, включая в число потребителей и персонал, участвующий в процессе изготовления, а также персонал, обслуживающий технический объект в эксплуатации.
Типовые значения баллов значимости приведены в табл. 1[1].
В дальнейшем при работе DFMEA-команды используется один, максимальный балл значимости S из всех баллов для последствий данного дефекта.
Таблица 1
Рекомендуемая шкала баллов значимости S для FMEA-конструкции
Последствие | Критерии значимости последствия | Балл S |
Опасное без предупреждения | Очень высокий ранг значимости, когда вид потенциального дефекта ухудшает безопасность работы конструкции и/или вызывает несоответствие обязательным требованиям безопасности и экологии без предупреждения | 10 |
Опасное с предупреждением | Весьма высокий ранг значимости, когда вид потенциального дефекта ухудшает безопасность работы конструкции или вызывает несоответствие обязательным требованиям безопасности и экологии с предупреждением | 9 |
Очень важное | Конструкция неработоспособна с потерей основной функции | 8 |
Важное | Конструкция работоспособна, но снижен уровень эффективности. Потребитель неудовлетворен | 7 |
Умеренное | Конструкция работоспособна, но системы комфорта и удобства неработоспособны. Потребитель испытывает дискомфорт | 6 |
Слабое | Конструкция работоспособна, но системы комфорта и удобства работают малоэффективно. Потребитель испытывает некоторое неудовлетворение | 5 |
Очень слабое | Отделка и шумность конструкции не соответствуют ожиданиям потребителя. Дефект замечает большинство потребителей | 4 |
Незначительное | Отделка и шумность конструкции не соответствуют ожиданиям потребителя. Дефект замечает средний потребитель | 3 |
Очень незначительное | Отделка и шумность конструкции не соответствуют ожиданиям потребителя. Дефект замечают придирчивые потребители | 2 |
Отсутствует | Нет последствия | 1 |
5. Для каждого дефекта определяют потенциальные причины. Для одного дефекта может быть выявлено несколько потенциальных причин, все они должны быть по возможности полно описаны и рассмотрены отдельно.
6. Для каждой потенциальной причины дефекта экспертно определяют балл возникновения О. При этом экспертно оценивается частота данной причины, приводящей к рассматриваемому дефекту.
Балл возникновения изменяется от 1 (для самых редко возникающих дефектов) до 10 (для дефектов, возникающих почти всегда). Типовые значения баллов возникновения приведены в табл. 2 [1].
7. Для данного дефекта и каждой отдельной причины определяют балл обнаружения D в ходе предполагаемого процесса изготовления.
Балл обнаружения изменяется от 10 (для практически необнаруживаемых дефектов и причин) до 1 (для практически достоверно обнаруживаемых дефектов и причин). Типовые значения баллов обнаружения приведены в табл. 3 [1].
8. После получения экспертных оценок S, О, D вычисляют приоритетное число риска (ПЧР) по формуле [1]
ПЧР = S∙O∙D.![]() (1)
(1)
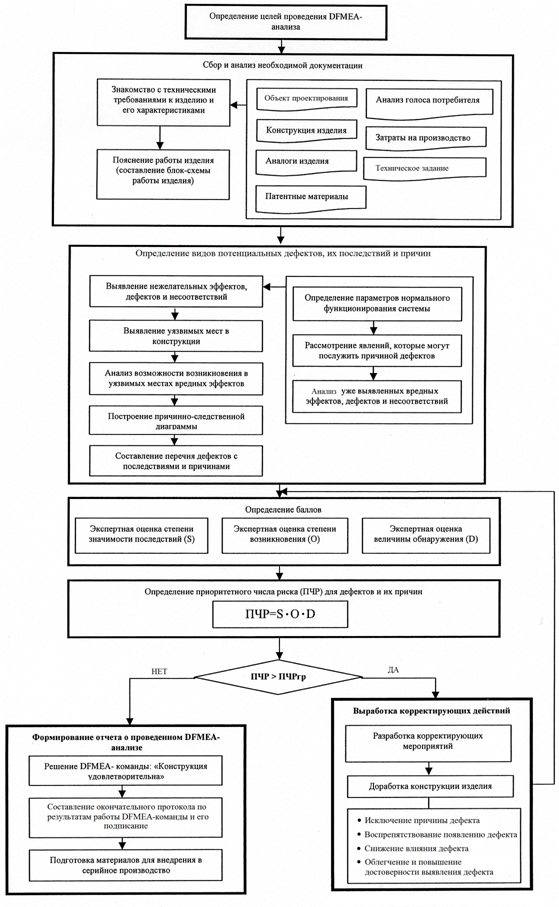
Рис. 2. Блок-схема алгоритма проведения DFMEA-анализа конструкции
Таблица 2
Рекомендуемая шкала баллов возникновения О для FMEA-конструкции
Вероятность дефекта | Возможные частоты дефектов | Балл О |
Очень высокая: дефект почти неизбежен | Более 1 из 2 | 10 |
Высокая: повторяющиеся дефекты | Более 1 из 8 | 8 |
Умеренная: случайные дефекты | Более 1 из 80 | 6 |
Низкая: относительно мало дефектов | Более 1 из | 3 |
Малая: дефект маловероятен | Менее 1 из 1 | 1 |
Для дефектов, имеющих несколько причин, определяют соответственно несколько ПЧР. Каждое ПЧР может иметь значения от 1 до 1000.
Таблица 3
Рекомендуемая шкала баллов обнаружения D для FMEA-конструкции
Обнаружение | Критерии: правдоподобность обнаружения при проектируемом контроле | Балл D |
Абсолютная | Проектируемый контроль не может обнаружить потенциальную причину (механизм) и последующий вид дефекта или контроль не предусмотрен | 10 |
Очень плохое | Очень плохие шансы обнаружения потенциальной причины (механизма) и последующего вида дефекта при предлагаемом контроле | 9 |
Плохое | Плохие шансы обнаружения потенциальной причины (механизма) и последующего вида дефекта при предлагаемом контроле | 8 |
Очень слабое | Очень ограниченные шансы обнаружения потенциальной причины (механизма) и последующего вида дефекта при предлагаемом контроле | 7 |
Слабое | Ограниченные шансы обнаружения потенциальной причины (механизма) и последующего вида дефекта при предлагаемом контроле | 6 |
Умеренное | Умеренные шансы обнаружения потенциальной причины (механизма) и последующего вида дефекта при предлагаемом контроле | 5 |
Умеренно хорошее | Умеренно высокие шансы обнаружения потенциальной причины (механизма) и последующего вида дефекта при предлагаемом контроле | 4 |
Хорошее | Высокие шансы | 3 |
Очень хорошее | Очень высокие шансы | 2 |
Почти наверняка | Проектируемые действия (контроль) почти наверняка обнаруживают потенциальную причину и последующий вид дефекта | 1 |
9. Для приоритетного числа риска должна быть заранее установлена критическая граница (ПЧРгр). Для определения ПЧРгр можно использовать карты риска [5]. На практике обычно ПЧРгр определяют экспертно в пределах от 100 до 125. По усмотрению службы маркетинга и других служб предприятия для некоторых возможных дефектов значение ПЧР может быть установлено менее 100. Снижение ПЧРгр соответствует созданию более жестких требований для обеспечения высококачественных и надежных объектов и процессов.
10. Составляют перечень дефектов и причин, для которых значение ПЧР превышает ПЧРгр. Именно для них и следует далее вести доработку конструкции.
Для каждого дефекта или причины с ПЧР > ПЧРгр команда должна прилагать усилия к снижению этого расчетного показателя посредством доработки конструкции.
11. После того как действия по доработке определены, необходимо оценить и записать значения баллов значимости S, возникновения О и обнаружения D для нового предложенного варианта конструкции. Следует проанализировать новый предложенный вариант и подсчитать и записать новое значение ПЧР (в соответствии с рис. 2).
Все новые значения ПЧР следует рассмотреть и, если необходимо дальнейшее их снижение, повторить предыдущие действия. Руководитель DFMEA-команды должен подтвердить, что все предложения членов команды по доработке конструкции были рассмотрены.
12. В конце работы DFMEA-команды должен быть составлен и подписан протокол, в котором отражены основные результаты работы команды, включающие:
· состав DFMEA-команды;
· описание технического объекта и его функций;
· перечень дефектов и/или причин для первоначально предложенного варианта конструкции;
· экспертные баллы S, О, D и ПЧР для каждого дефекта и причины первоначально предложенного варианта конструкции;
· предложенные в ходе работы DFMEA-команды корректирующие действия по доработке первоначально предложенного варианта конструкции;
· экспертные баллы S, О, D и ПЧР для каждого дефекта и причины доработанного варианта конструкции.
При необходимости к протоколу работы DFMEA-команды прилагают соответствующие чертежи, таблицы, результаты расчета и т. д.
PFMEA-анализ технологии. Этап проектирования технологии производства необходим для всех предприятий, в том числе и для тех, которые используют готовые конструкции и технологии. Реализация даже идеальной технологии в новых условиях, с другими исполнителями, сырьем и т. д. может преподнести сюрпризы, поэтому в любом случае предложенная технология должна быть подвергнута PFMEA-анализу.
При проектировании технологии необходимо пройти два шага [1]:
1. Создание эскизного варианта технологии.
2. Анализ и доработка технологии по методу PFMEA.
На первом шаге технолог разрабатывает эскизный вариант технологии.
На втором шаге предложенный эскизный вариант технологии подвергается всестороннему анализу по методу PFMEA. В соответствующую PFMEA-команду, как правило, входят: технолог — автор представленной технологии; цеховой технолог; конструктор; представитель службы качества; представитель производства; метролог; конструкторы технологической и метрологической оснастки; представители других подразделений, полезные при рассмотрении технологии.
На рис. 3 представлена блок-схема предлагаемого авторами алгоритма работы PFMEA-команды. PFMEA-анализ проводится в таком же порядке,. как и DFMEA-анализ (рис. 2).
Для каждого последствия дефекта экспертно определяют балл значимости S при помощи таблицы баллов значимости. Типовые значения баллов значимости приведены в табл. 4 [1].
Для каждой потенциальной причины дефекта экспертно определяют балл возникновения О. При этом рассматривается предполагаемый процесс изготовления и экспертно оценивается частота данной причины, приводящей к рассматриваемому дефекту. Также учитывается статистический индекс Спк, который определяет возможности технологического процесса по обеспечению установленного допуска на показатель качества. Типовые значения баллов возникновения приведены в табл. 5 [1].
Для данного дефекта и каждой отдельной причины определяют балл обнаружения D в ходе предполагаемого процесса изготовления. Типовые значения баллов обнаружения приведены в табл. 6 [1].
После получения экспертных оценок S, О, D вычисляют приоритетное число риска по формуле (1). Для дефектов, имеющих несколько причин, определяют соответственно
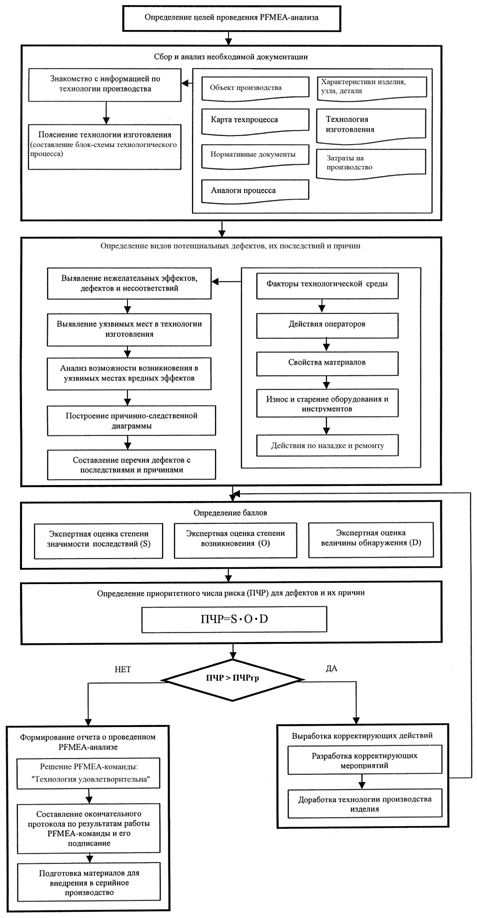
Рис. 3. Блок-схема алгоритма проведения PFMEA-анализа технологии
несколько ПЧР. Каждое ПЧР может иметь значения от 1 до 1000.
Критическая граница ПЧРгр определяется по той же методике, что и в DFMEA-анализе.
Таблица 4
Рекомендуемая шкала баллов значимости S для PFMEA-процесса
Последствие | Критерии значимости последствия | Балл S |
Опасное без предупреждения | Может подвергнуть опасности персонал у станка или на сборке. Очень высокий ранг значимости, когда вид потенциального дефекта ухудшает безопасность работы изделия и/или вызывает несоответствие обязательным требованиям безопасности и экологии без предупреждения | 10 |
Опасное с предупреждением | Может подвергнуть опасности персонал у станка или на сборке. Весьма высокий ранг значимости, когда вид потенциального дефекта ухудшает безопасность работы изделия и/или вызывает несоответствие обязательным требованиям безопасности и экологии с предупреждением | 9 |
Очень важное | Большое нарушение производственного процесса. Может браковаться до 100 % продукции. Изделие неработоспособно с потерей главной функции. Потребитель очень недоволен | 8 |
Важное | Небольшое нарушение производственного процесса. Часть продукции бракуется. Изделие работоспособно, но эффективность понижена. Потребитель неудовлетворен | 7 |
Умеренное | Небольшое нарушение производственного процесса. Часть продукции необходимо забраковать. Изделие (узел) работоспособно, но некоторые системы комфорта и удобства не работают. Потребитель испытывает дискомфорт | 6 |
Слабое | Может потребоваться переделка продукции. Изделие (узел) работоспособно, но некоторые системы комфорта и удобства работают с пониженной эффективностью. Потребитель испытывает некоторое неудовлетворение | 5 |
Очень слабое | Небольшое нарушение производственного процесса. Может потребоваться частичная переделка продукции. Отделка и шумность изделия не соответствуют ожиданиям потребителя. Этот дефект замечает большинство потребителей | 4 |
Незначительное | Небольшое нарушение производственного процесса. Может потребоваться переделка части продукции на специальном участке. Отделка и шумность не соответствуют ожиданиям потребителя. Дефект замечает средний потребитель | 3 |
Очень незначительное | Небольшое нарушение производственного процесса. Может потребоваться доработка части продукции. Отделка и шумность не соответствуют ожиданиям потребителя. Дефект замечает разборчивый потребитель | 2 |
Отсутствует | Нет последствия | 1 |
Составляют перечень дефектов и причин, для которых значение ПЧР превышает ПЧРгр. Именно для них и следует далее вести доработку технологического процесса. Для каждого дефекта или причины с ПЧР > ПЧРгр команда должна прилагать усилия к снижению этого расчетного показателя посредством доработки технологического процесса.
Таблица 5
Рекомендуемая шкала баллов возникновения O для PFMEA-процесса
Вероятность дефекта | Возможные частоты дефектов | Индекс Спк | Балл О |
Очень высокая: дефект почти неизбежен | Более 1 из 21 из 3 | Менее 0,33 | 10 |
Высокая: ассоциируется с аналогичными процессами, которые часто отказывают | Более 1 из 8 1 из 20 | Менее 0,51 | 8 7 |
Окончание табл. 5 | |||
Вероятность дефекта | Возможные частоты дефектов | Индекс Спк | Балл О |
Умеренная: в общем ассоциируется с предыдущими процессами, при которых наблюдались случайные дефекты, но не в большой пропорции | Более 1 из 80 1 из 400 1 из 2 000 | Менее 0,83 1,17 | 6 5 4 |
Низкая: отдельные дефекты, связанные с подобными процессами | Более 1 из | Менее 1,33 | 3 |
Очень низкая: отдельные дефекты, связанные с почти идентичными процессами | Более 1 из | Менее 1,50 | 2 |
Малая: дефект маловероятен. Дефекты никогда не связаны с идентичными процессами | Менее 1 из 1 | Более 1,67 | 1 |
В конце работы РFMEA-команды должен быть составлен и подписан протокол, в котором отражены основные результаты работы команды.
Таблица 6
Рекомендуемая шкала баллов обнаружения D для PFMEA-процесса
Обнаружение | Критерии | Балл D |
Почти невозможно | Нет известного метода контроля для обнаружения вида дефекта в производственном процессе | 10 |
Очень плохое | Вероятность обнаружения вида или причины (ошибки) отказа невысокая | 9 |
Плохое | Обнаружение вида отказа после завершения процесса оператором с помощью органолептических методов | 8 |
Очень слабое | Обнаружение вида отказа оператором в ходе процесса с помощью органолептических методов или после завершения процесса с помощью контроля по альтернативному признаку | 7 |
Слабое | Обнаружение вида отказа по завершении процесса оператором с применением контроля по количественному признаку или на месте путем контроля по альтернативному признаку | 6 |
Умеренное | Обнаружение вид отказа или ошибки на месте оператором с применением контроля по количественному признаку или системой автоматического встроенного контроля, которая выявляет несоответствующие детали и предупреждает оператора | 5 |
Умеренно хорошее | Обнаружение вида отказа после завершения процесса автоматическим контролем, который блокирует несоответствующие детали, чтобы предотвратить их дальнейшую обработку | 4 |
Хорошее | Обнаружение причины (ошибки) отказа на месте автоматическим контролем | 3 |
Очень хорошее | Обнаружение причины (ошибки) отказа на месте автоматическим контролем и предотвращение производства отличающейся детали | 2 |
Почти наверняка | Предупреждение ошибки как результат проектирования оснастки, станков или деталей. Несоответствующие детали не производятся. | 1 |
Опытная проверка изложенной в статье методики проводилась на электрических соединителях производства » [4].
Список литературы
1. Горленко, качеством в производственно-технологических системах: учебник / , , . – Брянск: БГТУ, 2009. – 312 с.
2. ГОСТ Р 51814.2-2001. Системы качества в автомобилестроении. Метод анализа видов и последствий потенциальных дефектов.
3. Годлевский, метода анализа видов, причин и последствий потенциальных несоответствий (FMEA) на различных этапах жизненного цикла автомобильной продукции / , , . – Самара: Перспектива, 2002. – 160 с.
4. Филипчук, качества технологической подготовки производства на основе применения FMEA-методологии / , , // Менеджмент качества продукции и услуг: материалы 3-й Междунар. науч-техн. конф. (г. Брянск, 27-28 апр. 2010 г.): в 2 т. / под ред. . - Брянск: БГТУ, 2010.
5. Зинкевич, рисков – эффективный инструмент управления / // Франклин & Грант. Риск-консалтинг.- 2004.
Материал поступил в редколлегию 10.09.10.
1 Работа выполнена в рамках реализации ФЦП «Научные и научно-педагогические кадры инновационной России» на гг. (контракт №П770 от 20.05.10).
1 Работа выполнена в рамках реализации ФЦП «Научные и научно-педагогические кадры инновационной России» на гг. (контракт №П770 от 20.05.10).
