

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
7. Измерить шейку вала под подшипники качения dН1 (наружный диаметр)
8. Провести накатку, измерить наружный диаметр dН2 шейки вала. Вычислить Δ dН
9. Замерить отклонение от горизонтали изогнутой трубы Δ L.
10. Провести правку наклепом при помощи пневмомолотка.
Лабораторная работа № 7.
Ремонт деталей наплавкой металлов трением.
Цель работы: изучить способ наплавки металлов трением, процессы наплавки металлов трением на внутреннюю, наружную и торцовую поверхности аксиальным и радиальным методом.
Приборы и материалы: заготовки, инструмент для осуществления процесса трения, токарный станок для наплавки металла трением, штангенциркуль, втулки подшипников скольжения, втулки.
Сущность процесса наплавки металлов трением, предложенного и разработанного и , заключается в плавлении наносимого металла за счет теплоты трения и соединении его с деталью при повышенных температуре и давлении. Наносимый металл или сплав в гранулированном состоянии (в виде стружки) плавится в закрытом пространстве за счет трения о наплавляемую деталь или специальный инструмент. Трение обеспечивается вращением наплавляемой детали или инструмента относительно массы наносимого металла или сплава. Возможен ряд схем процесса наплавки трением (рисунок 6). Аксиальная схема предусматривает использование сжимающих усилий Р, параллельных оси вращения наплавляемой заготовки (см. рисунок 6, I, б, в) или инструмента (см. рисунок 6, I, а) для обеспечения давления на массу наплавляемого металла; эта схема рациональна для наплавки металла на боковые и торцовые поверхности деталей.
Радиальная схема предусматривает использование усилий, нормальных к оси вращения и поверхности трения наплавляемой заготовки (см. рисунок 6, II, б) или инструмента (см. рис. 6, II, а). Эта схема может быть применена при наплавке металла на боковые цилиндрические поверхности деталей.
Основным условием для обеспечения плавления наносимого металла или сплава по перечисленным схемам является изготовление наплавляемой заготовки или инструмента (с помощью которых осуществляется трение) из материалов с более высокой температурой плавления по сравнению с температурой плавления наносимого материала, т. е.
Тпл (1, 2) »Тпл 3
Во избежание приплавления металла или сплава к рабочей поверхности инструмента или формообразующей детали приспособления их изготовляют из соответствующих материалов.
1). При наплавке металла на торцовую поверхность детали 1 (рисунок 6, I, в) во внутреннюю полость приспособления 5 помещают необходимое количество стружки 5, после чего в него вводят деталь 1. За счет продольного перемещения пуансона 2 наплавляемый металл предварительно уплотняется с образованием брикета соответствующей плотности.
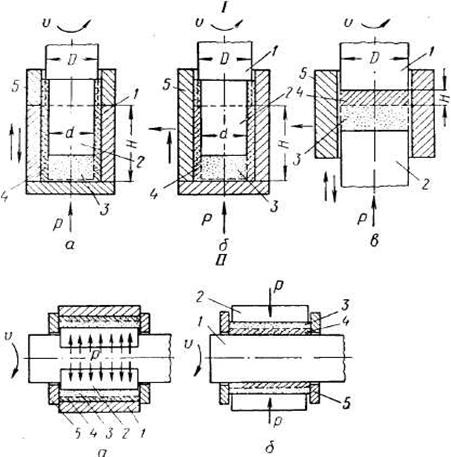
Рисунок 6 - Принципиальные схемы процесса наплавки трением на внутреннюю (а), наружную (б) и торцовую (в) поверхности:
I - аксиальная; II - радиальная; 1 - деталь; 2 - инструмент; 3 - наплавляемый металл до наплавки;4 - наплавленный металл; 5 - приспособление
Наплавка происходит при вращении детали 1 и одновременном продольном перемещении пуансона 2 для создания рабочего давления на поверхности трения детали. В результате интенсивного тепловыделения от трения брикет расплавляется и, находясь в закрытом пространстве приспособления, наплавляется на торцовую поверхность детали.
По достижении инструментом 2 крайнего положения, соответствующего заданному размеру Н наносимого слоя металла, вращение детали прекращается и наплавленный металл 4 кристаллизуется на ее поверхности в условиях всестороннего сжатия, обеспечивающих получение металлического соединения высокой прочности и высокую плотность наплавленного металла. После окончания кристаллизации инструмент отводится в исходное положение, приспособление раскрывается и наплавленная деталь извлекается.
2). При наплавке металла или сплава на наружную поверхность цилиндрической детали 1 (см. рисунок 6, I, б) инструмент отсутствует, предварительное уплотнение стружки наносимого металла и создание рабочего давления на поверхность трения обеспечиваются продольным перемещением приспособления 5.
Металл плавится трением торцовых и боковых поверхностей детали 1 о брикет, вытесняется из «копильника» 3 и располагается на боковой поверхности детали слоем заданной толщины, равной (D - d) / 2. В крайнем положении, соответствующем вытеснению всего металла из «копильника», вращение
детали и продольное перемещение приспособления прекращаются, и расплавленный металл 4 кристаллизуется на поверхности слоем заданной длины Н.
3). При наплавке металла на внутреннюю боковую поверхность деталь 1 (см. рисунок 6, I, а) закрепляют в приспособлении 5, обеспечивающем создание закрытого пространства достаточных размеров для помещения стружки.
Наплавка осуществляется вращением инструмента 2 и продольным перемещением приспособления. В крайнем верхнем положении приспособления весь расплавленный металл располагается на наплавляемой поверхности слоем определенного размера; затем инструмент, не прекращая его вращения, извлекают из приспособления.
Основные технологические параметры процесса наплавки трением - это окружная скорость v и давление р на поверхности трения. Величины этих параметров определяются физическими характеристиками основного и наплавляемого материалов, в особенности коэффициентом трения и температурой плавления наносимого материала, а также материала детали и инструмента. Проведенными в МИНХиГП им. исследованиями установлено, что при наплавке цветных сплавов (бронзы или латуни) на стальные и чугунные детали (табл. 2) оптимальные значения параметров режима наплавки находятся в пределах: относительная скорость на поверхности трения v = 2,5—6 м/с; давление р = 2—6 кгс/мм2.
Продолжительность наплавки зависит от параметров процесса, площади наплавляемой поверхности, сечения заготовки, толщины наносимого слоя металла и его теплофизических характеристик.
4). Мощность (в кВт), необходимая для осуществления процесса, может быть подсчитана по эмпирической формуле:
N=AD,
где D - наибольший диаметр поверхности трения, мм; А - коэффициент, равный 0,4 - для наплавки цветных металлов и равный 0,6 - для наплавки черных металлов.
Область оптимальных размеров наплавляемых деталей ограничивается: диаметром наплавляемой поверхности D = 30—80 мм; длиной Н = 30—100 мм. При этом рекомендуются соотношения (H / D) ≤ 2 - при наплавке на боковые поверхности (см. рисунок 6, I, а, б); (H / D) ≤ 1/2 - при наплавке на торцовые поверхности (см. рисунок 6, I, в).
В процессе наплавки трением имеются: эффективное тепловыделение, создающее условия плавления наносимого металла и пластической деформации в прилегающем слое основного металла; при этом максимальная температура на поверхности трения не превышает температуры плавления наносимого металла; взаимная диффузия основного и наплавляемого металлов, способствующая образованию прочного соединения.
Весь процесс наплавки трением, например на торцовую поверхность, можно разделить по продолжительности на четыре качественно отличных этапа.
Первый этап (τ1) процесса характеризуется выведением системы из состояния покоя и началом взаимодействия поверхности трения детали с прилегающими элементами наплавляемой стружки. Относительная скорость, давление, коэффициент трения и температура на поверхности трения на данном этапе непостоянны. Механизм взаимодействия основного и наносимого металлов характеризуется явлением трения без смазки. Это приводит к интенсивной пластической деформации, наклепу и диспергированию отдельных участков контактной поверхности детали.
Второй этап (τ2) осуществляется при постоянной скорости вращения детали в условиях сперва повышающегося, а затем постоянного давления на брикет наносимого сплава. На поверхности трения интенсифицируются явления пластической деформации, возникают и начинают лавинообразно развиваться явления схватывания между основным и наносимым металлами по всей контактной поверхности. Резко возрастают коэффициент и мощность трения, которые к концу этапа достигают максимума; положительный градиент температуры в зоне трения также самый большой.
Третий этап (τ3) характеризуется падением коэффициента и мощности трения в связи с переходом к полужидкостному трению. В конце этапа наблюдается стабилизация температуры (которая достигает максимального значения), коэффициента и мощности трения. Постепенное увеличение локальных объемов расплавленной стружки приводит к образованию на всей поверхности трения сплошной переходной жидкостной прослойки. По мере дальнейшего увеличения объема расплавленного металла коэффициент трения снижается до минимального значения. Появление слоя жидкого сплава значительной величины создает условия, необходимые для образования сварного соединения между деталью и сплавом.
Четвертый этап (τ4) протекает в условиях стационарного теплового и силового режимов и плавного снижения коэффициента и мощности трения. Он характеризуется дальнейшим увеличением доли литого сплава. Процесс заканчивается прекращением трения и кристаллизацией наплавляемого слоя в условиях высокого давления, обеспечивающего мелкозернистую структуру слоя.
Установлено, что применение флюсов при наплавке цветных металлов с учетом значительных давлений и непродолжительного процесса нерационально. Отсутствие перегрева наплавляемого металла позволяет сохранить исходный химический состав и механические свойства в наплавленном слое.
Для большинства исследованных металлов и сплавов характерно образование в контактной зоне переходной прослойки в несколько микрон, отличной по своим свойствам от соединенных металлов (рисунок 7). Эта прослойка является результатом взаимодействия компонентов соединенных металлов или сплавов, и ее состояние влияет на прочность соединения.

Рисунок 7 - Микроструктура переходной зоны биметалла Ст. З - БрАЖ9-4, полученного наплавкой трением
При мелкосерийном ремонте наплавку трением можно производить на приспособленном для этой цели универсальном оборудовании.
На рис. 8 приведена схема установки УНТ-1 для наплавки металла трением, на базе токарного станка. На станине станка установлена специальная рама, состоящая из двух плит 1 и 11, двух тяг 4 и 9 и гидравлического цилиндра 10 на задней бабке станка. Рама обеспечивает восприятие осевых усилий упорными подшипниками 2 и 7 внутри статически замкнутой системы (плиты и тяги), разгружая подшипники шпинделя станка.
Для закрепления наплавляемой детали и инструмента служат стандартные трехкулачковые патроны 3 и 6, а стационарное приспособление для наплавки торцовых поверхностей монтируется на плите суппорта 8. Вспомогательный электродвигатель 5 используется при вращении в противоположные стороны наплавляемой детали и инструмента для повышения скорости на поверхности трения. Необходимое давление на поверхности трения обеспечивается гидравлическим цилиндром 10 с приводом от гидравлической станции 12.
Станок для наплавки деталей трением в условиях серийного производства (рисунок 9) состоит из сварной рамы с вертикальными колоннами 5, шпинделя 1 с электроприводом 2 и рабочего стола 4, передвигаемого по колоннам с помощью гидравлического цилиндра 5.
Наплавляемую деталь закрепляют на столе станка винтовым зажимом, а инструмент устанавливают в шпинделе. Рабочее давление обеспечивается продольным перемещением стола с помощью гидравлического цилиндра, работающего от гидравлической станции 6. На станке можно проводить наплавку на внутреннюю, наружную и торцовую поверхности деталей.
Для наплавки слоя металла на детали разных типоразмеров используются приспособления, с переходными вкладышами.
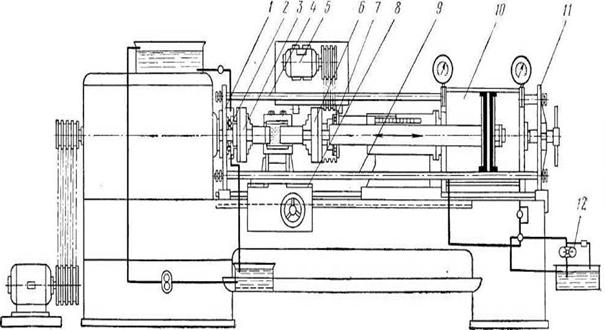
Рисунок 8 - Схема модернизации токарного станка для наплавки металла трением
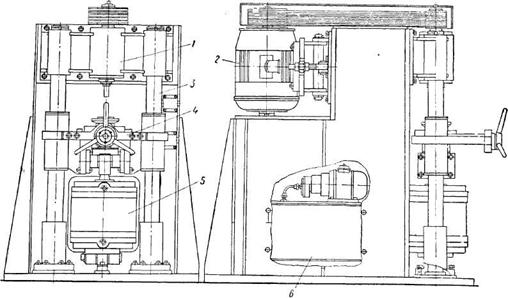
Рисунок 9 - Общий вид установки для наплавки металлов и сплавов трением
Технологический процесс ремонта изношенной или изготовления биметаллической детали наплавкой трением состоит из следующих этапов:
1) подготовка детали к наплавке;
2) подготовка наплавляемого металла или сплава;
3) предварительное уплотнение наплавляемого металла или сплава;
4) наплавка трением;
5) контроль качества наплавки;
6) окончательная механическая обработка наплавленной детали. Предварительная обработка детали сводится к приданию наплавляемой поверхности цилиндрической формы и обезжириванию. Шероховатость поверхности не выше третьего класса. Стружка, используемая для наплавки, должна быть очищена от примесей. Размеры элементов стружки 1-2 мм. Необходимое количество стружки легко определяется по заданным размерам наносимого слоя и помещается в рабочее пространство приспособления (либо непосредственно в заготовку), где она брикетируется.
Установлено, что стабильность тепловыделения, максимальная производительность и высокое качество биметалла обеспечиваются при сохранении постоянными скорости и давления на поверхности трения в течение всей операции наплавки.
На рисунке 6 показан график изменения основных параметров процесса наплавки трением. Важной особенностью кинетики процесса наплавки по сравнению с процессом сварки трением является исключение необходимости мгновенного торможения на заключительной стадии процесса, что значительно упрощает конструкцию оборудования.
Рисунок 10. Втулки подшипника скольжения
Примечание. Основа - сталь ст. З; наплавленный слой - латунь ЛМцС58-2-2
После наплавки деталь помещают в ящик с песком для медленного остывания. Качество соединения детали с наплавленным слоем и отсутствие макродефектов проверяются визуально и простукиванием детали медным молотком. Проводятся также выборочные механические испытания наплавленных деталей для определения прочности соединения основного металла с наплавленным. Необходимые размеры и качество поверхности в соответствии с рабочим чертежом получаются механической обработкой.
Наплавка трением выгодно отличается от существующих методов наплавки полезным использованием теплового эффекта трения, отсутствием расплавления основного и перегрева наплавляемого металлов, отсутствием их перемешивания, образованием металлического соединения между твердым и жидким металлами в условиях всестороннего сжатия и возможностью эффективного использования отходов механической обработки. Преимущества процесса: стабильность химического состава и сохранение исходных механических свойств в наплавленном слое; получение надежного соединения основного и наплавленного металлов; возможность наплавки комбинированной шихтой для получения заданных свойств наплавленного слоя и высокая экономичность процесса.
К недостаткам процесса относятся: невозможность нанесения металлов более тугоплавких, ем основной металл, ограниченные размеры наплавляемых поверхностей и необходимость изготовления специальных приспособлений или сменных вкладышей к ним для наплавки деталей каждого типа.
Процесс наплавки трением целесообразно применять для ремонта изношенных и изготовления биметаллических деталей, а также для поверхностного упрочнения деталей.
Особенно эффективен этот процесс для ремонта деталей типа втулок. На рисунке 10 показана втулка подшипника скольжения, отремонтированная наплавкой антифрикционного слоя латуни на внутреннюю поверхность стальной заготовки.
Наплавка трением деталей класса втулок выполняется в специальном приспособлении (рисунок 10), состоящем из корпуса 2, который своим хвостовиком крепится в патроне задней бабки установки УНТ-1 (см. рисунок 8), крышки 7, вращающейся вокруг оси 3, и откидных болтов 6. Наплавляемую втулку 2 закрепляют в корпусе 2 приспособления. Во втулку помещают необходимое количество стружки наплавляемого металла или сплава. Приспособление может перемещаться в продольном направлении вместе с патроном. Пуансон 4 с переходником 5 крепится в патроне передней бабки установки УНТ-1. Рабочий диаметр d пуансона выбирается так, чтобы зазор между ним внутренней поверхностью наплавляемой втулки равнялся толщине наносимого слоя металла.
В настоящее время большинство резьбовых и шпиндельных гаек, золотников и клапанов нефтяной арматуры, подвижных и антифрикционных колец центробежных насосов для перекачивания нефтепродуктов изготовляют из дефицитного цветного сплава (бронзы, латуни различных марок).
А-А
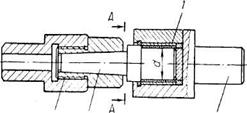
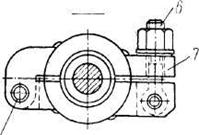
Рисунок 11- Приспособление для наплавки трением деталей класса втулки
Рисунок 12 - Продольный разрез биметаллической гайки шпинделя нефтяной задвижки
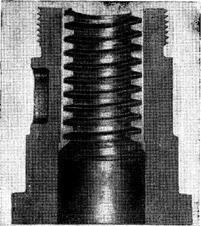
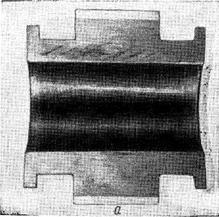
Рис. 13. Биметаллические детали нефтяного оборудования, изготовленные наплавкой трением: а - поршень б - золотник

Большое количество стружки дефицитного металла, образующейся при изготовлении перечисленных деталей, поступает в отходы производства. Возможность полезного использования стружки цветных металлов при изготовлении биметаллических деталей способом наплавки трением делает его весьма перспективным. На рисунке 12 показана биметаллическая гайка шпинделя нефтяной задвижки, изготовленная наплавкой слоя латуни марки ЛМцС58-2-2 на внутреннюю поверхность стальной заготовки. Наплавка биметаллических заготовок! этих гаек производилась по схеме на рисунке 5. При этом, используя удобную конструкцию детали, наплавку проводили без приспособления; стальную заготовку закрепляли непосредственно в зажимное устройство станка. Для наплавки использовали 130 г латунной стружки. При изготовлении же цельнолатунной гайки норма расхода латуни составляет 1,5 кг/шт, а отходы в стружку - 0,63 кг/шт. При восстановлении изношенных поверхностей консольных цапф осей или валов наплавка производится по схеме на рис. 5.
На рисунке 13 показаны биметаллические поршень (рисунок 13, а) гидравлического цилиндра бурового станка и золотник обратного клапана (рисунок 13, б), изготовленные наплавкой трением.
Задание:
1. Провести наплавку на торцовую поверхность детали, измерить h1 – до и h2 – после, вычислить Δ h.
2. Провести наплавку металла (сплава) на наружную поверхность втулки. Измерить Д1 – до и Д2 – после, вычислить Δ Д.
3. Провести наплавку металла на внутреннюю боковую поверхность втулки, замерить d1вн – до и d2вн – после, вычислить Δd.
4. Провести наплавку металла радиальную
а) на внутреннюю поверхность втулки, замерить d1вн – до и d2вн – после, вычислить Δd.
б) на наружную поверхность вала; замерить ДН1 - до и ДН2 – после, вычислить ΔДН.
5. Рассчитать мощность, необходимую для осуществления процесса наплавки.
Практическое занятие № 8.
Изучение ремонта деталей пайкой.
Цель работы: Изучить сущность ремонта пайкой, низко - и высокотемпературную пайку.
Приборы и материалы: припои марок ПОС-30, ПОС-40, ПОС-50, ПОС-61 – оловянисто-свинцовые припои для низкотемпературной пайки, температура плавления С; для высокотемпературной пайки медно-цинковые припои марок ПМЦ-36, ПМЦ-40, ПМЦ-54, температура плавления С; Л-62, Л-68 – латунь; кислоты, щелочи, порошковые (жидкие) флюсы; газовые горелки, паяльные лампы, электропаяльники; деталь, имеющая трещины.
Пайкой называется процесс образования неразъемного соединения нагретых поверхностей металла, находящихся в твердом состоянии, при помощи расплавленных сплавов (припоев), имеющих меньшую температуру плавления по сравнению с температурой плавления основного металла. Расплавленный припой заливается в зазор между соединяемыми поверхностями и прочно соединяет их после охлаждения.
В качестве припоев используются металлы и сплавы, обладающие способностью хорошо смачивать соединяемые поверхности. Пайка делится на низкотемпературную, при которой нагрев в месте контакта соединяемых материалов и припоя не превышает 4500С, и высокотемпературную. Для низкотемпературной пайки широко применяются оловянисто-свинцовые припои марок ПОС-30, ПОС-40, ПОС-50, ПОС-61 и другие с температурой плавления С. Эти припои используют для неответственных соединений, работающих при невысоких температурах. Предел прочности на растяжение таких соединений равен 2,8-3,2 кгс/мм2.
Для высокотемпературной пайки в качестве припоев используют медь, серебро, никель и сплавы на их основе. Чаще других используются медно-цинковые припои марок ПМЦ-36, ПМЦ-40, ПМЦ-54 с температурой плавления С.
Указанные припои позволяют получать швы с пределом прочности на растяжение 30-35 кгс/мм2.
Для получения высокопрочных соединений деталей из чугуна, стали или меди, работающих при динамических нагрузках, в качестве припоя часто применяют латунь марки Л-62 или Л-68. Предел прочности этих соединений на растяжение составляет 30-32 кгс/мм2.
Процесс пайки включает в себя подготовку соединяемых поверхностей, их прогрев до температуры, близкой к температуре плавления припоя, расплавление и нанесение жидкого припоя на соединяемые поверхности и заполнение им рабочего шва.
Перед пайкой соединяемые поверхности необходимо тщательно очистить от загрязнений и окислов. Для этого применяют механическую обработку, обезжиривание в щелочах и травление в кислотах. Для защиты соединяемых поверхностей и удаления окислов, образующихся в процессе пайки, применяют порошковые или жидкие флюсы. При низкотемпературной пайки в качестве флюса применяют разбавленный раствор цинка в соляной кислоте. При высокотемпературной пайке применяют флюс, состоящий из 80% буры и 20% борной кислоты. После пайки остатки флюса удаляют промывкой в воде.
Для расплавления припоя и нагрева соединяемых поверхностей используют газовые горелки, паяльные лампы, или токи высокой частоты (при высокотемпературной пайке) и электропаяльники (при низкотемпературной пайке).
Пайку обычно применяют для ремонта деталей, имеющих механические повреждения, и чаще всего для устранения трещин.
Задание:
1. Очистить деталь от загрязнений и окислов при помощи обезжиривания в щелочах и травления в кислотах; для удаления окислов применить флюсы.
2. Прогрев поверхности детали до температуры, близкой к температуре плавления припоя.
3. Расплавление и нанесение жидкого припоя на соединяемые поверхности газовой горелкой или паяльной лампой (при высокотемпературной пайке) и электропаяльником (при низкотемпературной пайке) и заполнение припоем рабочего шва.
В практических занятиях рассматриваются следующие темы:
1.Расчет фундамента на статическую нагрузку. Определение основных размеров фундамента.
2. Расчет усилия привода. Расчет фундаментов на динамические нагрузки.-
3. Расчет инерционных усилий.
4. Определение величины заделки фундаментного болта.
5. Определение разрывных усилий. Расчет блоков и полиспастов.
6. Расчет лебедки.
7. Расчет транспортной операции.
Тема№1.Расчет фундамента на статическую нагрузку. Определение основных размеров фундамента.
1.Удельная нагрузка на верхнюю плоскость фундамента.
2.Высота фундамента.
3. Высота подземной части фундамента.
4. Высота надземной части фундамента.
5.Площадь подошвы фундамента.
6.Давление у краев фундамента, ширина и длина фундамента.
7.Допустимое давление на грунт.
Тема№2.Расчет усилия привода. Расчет фундаментов на динамические нагрузки.
1.Определение усилий на подшипники кривошипного вала машины.
2.Определение опорного и опрокидывающего момента.
3.Усилие на подшипники от привода.
4.Окружное усилие, передаваемое ремнем на шкив машины.
5.Зависимость между усилиями в ветвях передачи.
Тема№3.Расчет инерционных усилий.
1.Ускорение деталей возвратно-поступательного движения кривошипно-шатунного механизма.
2.Сила инерции при изменении скорости и направления движения.
3.Сила инерции деталей вращения.
4.Максимальная горизонтальная сила инерции, максимальная вертикальная сила инерции.
5.Момент, опрокидывающий сооружение машина-фундамент.
6.Опорный момент сооружения.
7.Коэффициент устойчивости, дополнительное давление от момента.
8.Суммарное давление на грунт.
Тема №4.Определение величины заделки фундаментного болта.
1.Выбор размера трубы.
2.Величина заделки фундаментного болта в бетон.
3.Внутренний диаметр резьбы болта и длина заделки в бетон.
4.Допустимые напряжения бетона на скалывание и смятие.
5.Допускаемая нагрузка на одну сваю.
6.Удельные сопротивления трения.
Тема№5.Определение разрывных усилий. Расчет блоков и полиспастов.
1.Разрывное усилие троса.
2.Выбор коэффициента запаса прочности.
3.Усилие на одну нитку стропа.
4.Число нитей стропа.
5.Усилие на каждую нить.
6.Усилие от наклонных нитей стропа.
7.Расчетная нагрузка.
8.Зависимость между диаметром ролика и диаметром стропа.
9.Скорость подъема груза.
10.Усилие на ходовом конце троса.
11.Длина троса в системе полиспаста.
Тема№6.Расчет лебедки.
1.Тяговое усилие на барабане ручной лебедки.
2. Тяговое усилие на барабане приводной лебедки.
3.Канатоемкость лебедки.
4.Число слоев навивки троса.
5.Требуемая канатоемкость.
Тема№7.Расчет транспортной операции.
1.Сила тяги по мощности двигателя.
2.Сила тяги по сцеплению с поверхностью трассы.
3.Полное сопротивление движению.
4.Дополнительное сопротивление от максимального подъема на трассе.
5.Основное удельное сопротивление движению прицепов на колесном и гусеничном ходу.
Задание к практическим занятиям
1. Ремонт валов и втулок металлизацией.
2. Ремонт бронзовых втулок и вкладышей подшипников меднением.
3. Хромирование шеек валов и штоков насосов.
4. Электролитическое осталивание втулок и валов под запрессовку.
5. Изучение ремонта деталей механической обработкой (способом ремонтных размеров)
6. Изучение ремонта втулок, валов, труб давлением.
7. Изучение ремонта втулок подшипников скольжения наплавкой металлов трением.
8. Изучение ремонта деталей пайкой.
ЛИТЕРАТУРА
1., , - М.:, Протасов и монтаж нефтепромыслового оборудования-М, Недра, 2000
2. , , ; под общ. ред. .- М.: Высш. школа, 2004. – 319с.:ил.
3. , Я Ремонт и монтаж нефтепромыслового оборудования - М.: Гостоптехиздат, 1999
Кафедра «Сервис»
МОНТАЖ И ЭКСПЛУАТАЦИЯ ОБОРУДОВАНИЯ НЕФТЕГАЗОВОГО КОМПЛЕКСА
Учебно-методическое пособие по практическим занятиям для студентов очного отделения специальности 100101«Сервис»
Подписано в печать 04.04.11
Печать ротапринтная.
Усл. п.л. 1,8, уч.-изд. л. 2.
Тираж 40 экз.
Издательство КМВИС (филиал ЮРГУЭС)
г. Пятигорск, Ставропольский край, бульвар Гагарина,1 корпус 1.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
