

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Талаш Ирина
Национальная металлургическая академия
(Материаловедение, горное дело и металлургия)
ИССЛЕДОВАНИЕ СТРУКТУРЫ, ФАЗОВОГО СОСТАВА И РАЗРАБОТКА СПОСОБОВ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ ВЫСОКОХРОМИСТЫХ ЧУГУНОВ
Научная и практическая значимость изучения абразивного изнашивания литых деталей до сих пор не потеряла актуальности. Работы по созданию новых износостойких сплавов конечной целью имели, как правило, увеличение численного значения износостойкости К. Вместе с тем, важным является выявление ее взаимосвязи с химсоставом, структурой, свойствами и технологическими факторами. Таких работ меньше. И практически отсутствуют комплексные исследования формирования износостойкости как свойства, начиная с чистых металлов, а также двойных, тройных и многокомпонентных железных сплавов, и на основе этого выбор конкретных литейных износостойких сплавов. Следует отметить, что высокохромистые стали не обеспечивают такую износостойкость, как белые износостойкие чугуны.
Перспективы белых износостойких чугунов в разумном использовании их преимуществ, прежде всего, по износостойкости, оптимизации вариантов технологии производства и объектов применения.
Целью данного исследования являлось изучение влияния различных режимов термической обработки на износостойкость белых доэвтектических высокохромистых чугунов, которые применяются в качестве конструкционных сплавов.
Объектом исследования в данной работе были образцы чугуна ИЧХ16НМФТ, химический состав которого приведен в таблице 1.
Таблица 1. – Химический состав чугуна ИЧХ16НМФТ
Наименование чугуна | Содержание элементов, % (по массе) | ||||||||
С | Cr | Ni | Mo | Ti | V | Mn | Si | Сu | |
ИЧХ16НМФТ | 2,70 | 15,2 | 1,40 | 1,0 | 0,02 | 0,43 | 0,98 | 0,49 | 0,15 |
Структуру и свойства высокохромистого чугуна, который прошел испытания на ударно-абразивный износ по методу, разработанному авторами [, "Установка для испытаний на ударно-абразивное изнашивание", 12 октября 1992г.], изучали на образцах как в литом, так и термообработанном состоянии.
Полученные результаты испытаний на ударно-абразивный износ приведены на рисунках 1-4.

Рисунок 1 – Твердость чугуна ИЧХ16НМФТ после испытаний на ударно-абразивный износ:1 – литое состояние; 2 – ТАУСТ = 9500С, t = 50 мин.; ТИЗОТ = 6500С, t = 2ч.50 мин., закалка в воду; 3 - ТАУСТ = 9500С, t = 50 мин.; ТИЗОТ = 3500С, t = 1 ч 20 мин., закалка в воду
Данный рисунок свидетельствует о том, что испытания на ударно-абразивный износ приводят к изменению как микротвердости продуктов распада аустенита, так и общей твердости исследуемых образцов.
Причем, характер изменения отличается для литого и термообработанного состояния как в высокотемпературной, так и низкотемпературной области.
На рисунке 2 приведены микроструктуры исследуемых чугунов после испытаний на ударно-абразивный износ. Как видно из рис.2 в литом состоянии после испытаний наблюдается увеличение избыточных карбидов, как в светлой, так и в темной составной продуктов распада аустенита, что связано, возможно, с процессами коалесценции. В участках остаточного аустенита как в эвтектики (аустенит + Cr7C3), так и на периферии первичных дендритов появляется мартенсит. С увеличением времени испытания количество мартенсита повышается, что приводит к росту твердости.
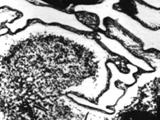

а б в
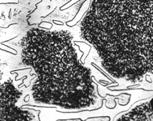
Рисунок 2 – Микроструктура исследуемого чугуна после испытаний на ударно-абразивный износ, время износа 100 минут: а – литое состояние; б – после аустенитизации и изотермической выдержки в бейнитной области температур; в – после аустенитизации и изотермической выдержки в перлитной области температур; х1000
В образцах термообработанных на бейнит после испытаний избыточные карбиды увеличиваются, остаточный аустенит стабилизируется
и не претерпевает мартенситного превращения. В областях остаточного аустенита наблюдаются следы деформации в виде линий сдвига.
В образцах термообработанных на перлит после испытаний также наблюдается существенное увеличение избыточных карбидов, на отдельных
участках остаточного аустенита наблюдается образование мартенсита и присутствуют следы деформации стабилизированного аустенита.
Рисунок 3 – Потеря массы чугуна ИЧХ16НМФТ в процессе испытаний: 1 – литое состояние; 2 – ТАУСТ = 9500С, t = 50 мин.; ТИЗОТ = 6500С, t = 2 ч. 50 мин., закалка в воду; 3 - ТАУСТ = 9500С, t = 50 мин.; ТИЗОТ = 3500С, t = 1 ч. 20 мин., закалка в воду.
Анализ данных рис.3 свидетельствует, что на начальной стадии исследования (время износа 20 мин.) потеря массы образцов (∆Р, г) как в литом, так и термообработанном состоянии минимальная, а с повышением времени испытания до 100 минут потеря массы во всех случаях увеличивается.
Рисунок 4 – Относительная ударно-абразивная износостойкость чугуна ИЧХ16НМФТ: 1– литое состояние; 2– ТАУСТ = 9500С, t = 50 мин.;ТИЗОТ=6500С, t = 2 ч. 50 мин., закалка в воду; 3 - ТАУСТ = 9500С, t = 50 мин.; ТИЗОТ = 3500С, t = 1 ч. 20 мин., закалка в воду.
553687DCAB
Наоборот, относительная ударно-абразивная износостойкость (ε) максимальная в образцах с бейнитной структурой матрицы и минимальная – с перлитной структурой основы чугуна.
Интенсивность изнашивания (Іи х 10-3 г/мин) максимальная в образцах с перлитной матрицей и минимальная в образцах, которые прошли термообработку на бейнит.
Анализ данных рис.3-4 свидетельствует о том, что на начальных стадиях исследования (τ износа = 20 мин.) показатели износостойкости (∆Р,ε,ІИ) одинаковые для образцов с литой структурой и после термообработки на перлит.
С увеличением времени испытания (больше 40 мин.) отличие между показателями износостойкости литых и термообработанных на перлит образцов увеличивается.
Потеря массы и интенсивность изнашивания литых образцов ближе к образцам с бейнитной основой, чем с перлитной. А относительная износостойкость, наоборот, в литом состоянии ближе к износостойкости образцов с перлитной основой.
Таким образом, полученные результаты данной работы позволяют утверждать о том, что образцы исследуемого чугуна с бейнитной структурой основы демонстрируют наилучшие показатели ударно-абразивной износостойкости: минимальные показатели потери массы, интенсивность износа и максимальную относительную ударно-абразивную износостойкость.
Следовательно, высокохромистый белый чугун – перспективный высокоизносостойкий материал, который рекомендован для изготовления мелющих тел.
