

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Прецизионные токарные автоматы с ЧПУ и
подвижным механизмом передней бабки
Высокоточная обработка деталей небольшого диаметра
Достоинства токарных автоматов DECO 8sp
Высокая точность | ± 1 m! Самое высокоточное оборудование для производства деталей на рынке таких станков |
Жесткость | Возможность обработки любых материалов |
Скорость | Контршпиндель 15000 об/мин |
Мощность | Высокая мощность для применения |
Гибкость | Множество конфигураций – возможность |
Компактность | Небольшой размер пространства в цеху |
Удобный интерфейс | Эргономичная конструкция, оптимальная для настройки, работы и обслуживания |

Жесткая рама станка
Термостабильная структура
21 инструмент для обеспечения гибкости
Наклонная конструкция станины
Обработка без направляющей втулки
Главный шпиндель и контршпиндель с встроенным
приводом фирмы Fanuc
Шпиндель для одновременной обработки
Сменный лоток для стружки
Отдельная емкость для СОЖ
Встроенный электрошкаф
Централизованная система смазки
Система ЧПУ фирмы Fanuc
Высокотехнологичные решения для различных
отраслей промышленности
Медицина
Автомобилестроение
Электроника
Производство часов
Свыше 120 лет опыта в
производстве небольших прецизионных деталей
| Тысячи токарных автоматов были выпущены в г. Муатье (Швейцария), где и были созданы первые станки т. н. швейцарского типа. | Две линии одношпиндельных и одна многошпиндельных токарных автоматов позволяют заказчику найти точное решение в эффективной обработке различных деталей – от самых простых до очень сложных, от небольших партий до массового производства, диаметром до 32 мм. |
1965 | Начало производства многошпиндельного токарного автомата SAS-16. | |
1995 | Запуск производства широко известных в мире токарных автоматов семейства DECO 2000. | |
1997 | Выпуск первых многошпиндельных токарных автоматов MultiDECO с полным управлением от системы ЧПУ. | |
2004 | Производства полного спектра одношпиндельных и многошпиндельных токарных автоматов для прутков диаметром от 10 до 32 мм. | |
2005 | Начало производства новых [s-line] токарных автоматов DECO 8sp, DECO 7s, DECO 20s. |

Производитель оборудования для
прецизионного точения
Станок разработан с учетом современных требований и
будущих запросов различных отраслей промышленности
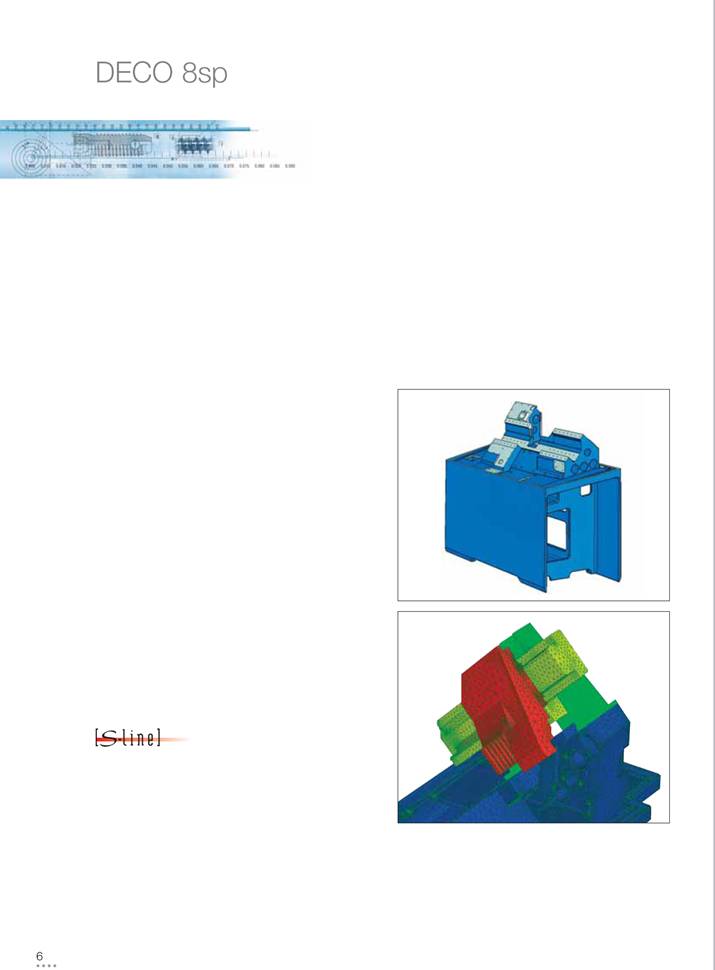
Высокая точность и жесткость
Жесткость – основа точности
¨ Жесткость конструкции обеспечена применением при разработке 3D CAD системы и анализа конечных элементов.
¨ Целиковые литые конструкции основания и станины токарного автомата.
¨ Высокая жесткость инструментальной рамы, смонтированной непосредственно на станине станка, гарантирует полную поддержку массива токарных инструментов размером 12 ´ 12 мм.
¨ Двигатель шпинделя и приводы осей обеспечивают необходимую мощность для применения современного твердого режущего инструмента.
¨ Скользящие головки и оси перемещаются на предварительно нагруженных твердых роликах с автоматической смазкой. Это обеспечивает возможность обработки "тяжелых" материалов и стабильность точности обработки.
Одношпиндельный токарный автомат с подвижной передней бабкой без
направляющей втулки – гарантия
высокой точности обработки.
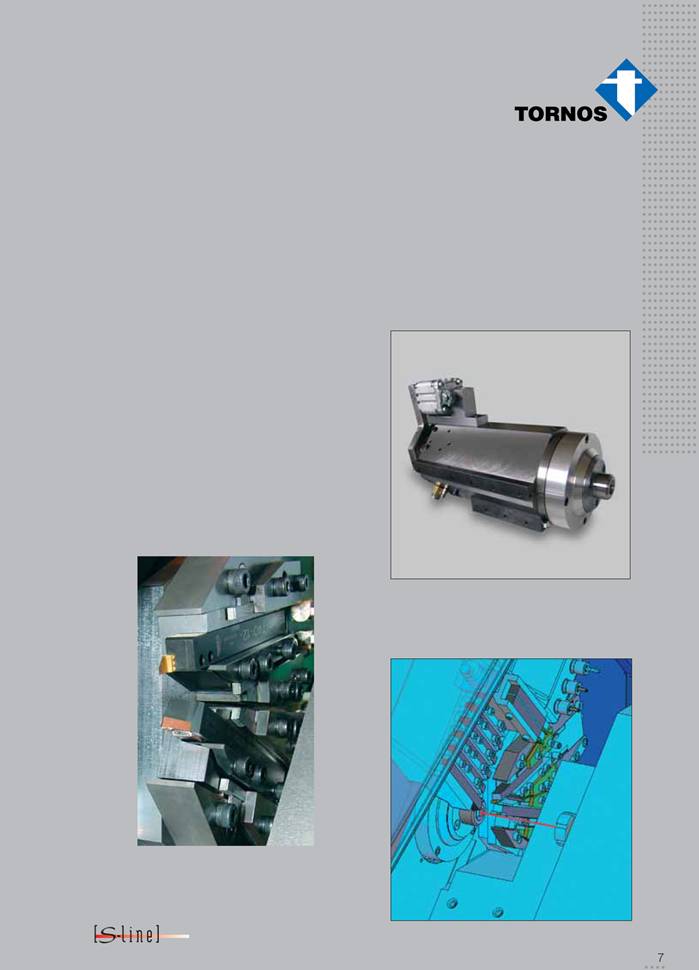
¨ Одношпиндельная технология
- Двигатели шпинделей с терморегулированием.
- Расположение переднего подшипника вблизи места резания для обеспечения высокой жесткости.
- "Волочильного" типа цанга шпинделя передней бабки. Цанга расположена непосредственно в главном шпинделе без применения цангового патрона для обеспечения высокой точности и жесткости.
¨ Новейшая конструкция направляющих главного шпинделя и контршпинделя, позволяющая исключить температурные смещения шпинделей.
¨ Терморегулирование станка
Постоянное прохождение СОЖ через литые конструкции позволяет стабилизировать температуру структуры, как в рабочем цикле, так и во время настройки станка.
¨ 2 радиальных прецизионных токарных инструмента с независимым управлением, обеспечивают высокую чистоту обработки.

Скорость – Мощность – Эффективность
Гибкость инструментальной оснастки обеспечивает высокую производительность широкого спектра различных деталей из разнообразных материалов.
¨ Скорость вращения 15000 об/мин
¨ Мощность 2,2 / 3,7 кВт
¨ Мощная высокоскоростная передняя бабка и контршпиндель для обработки практически любых материалов и сокращения цикла обработки.
¨ Система линейных инструментов, смонтированных на 2-х осевом поперечном суппорте.
¨ Бабка контршпинделя.
¨ Токарные резцы для обработки наружного диаметра.
¨ 2 радиальных прецизионных токарных инструмента с независимым приводом.
¨ Два ручных держателя для обработки с торца и обработки задней части детали.
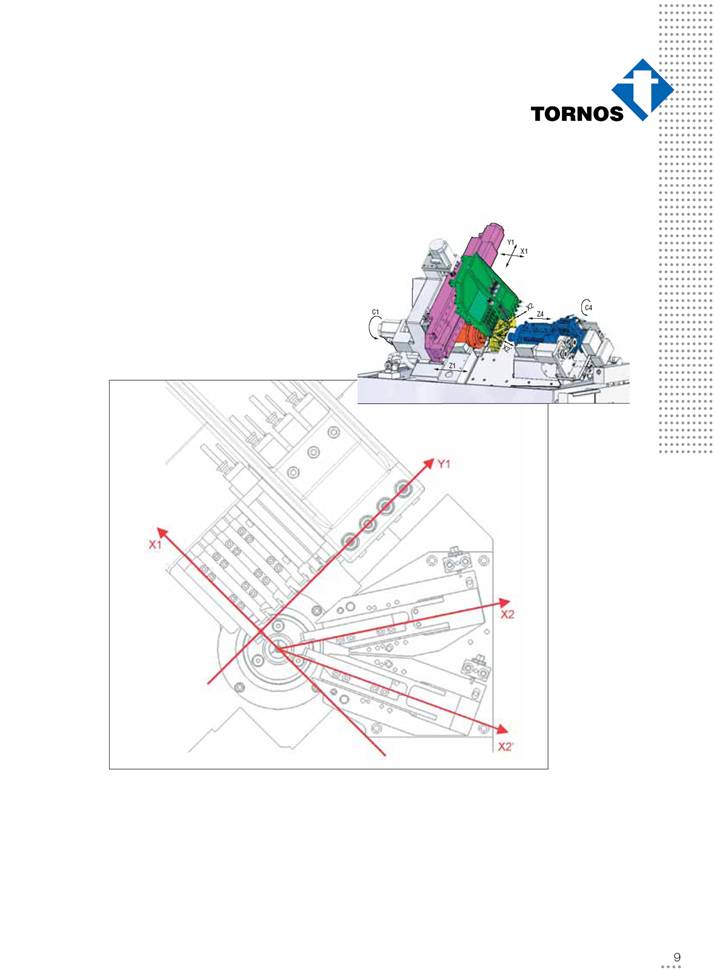
Высокопроизводительный станок
с 5 независимыми осями для поддержки
сложных процессов обработки
Число осей | 5 (+ 2 оси С для главного и контршпинделя) |
Общее число инструментов | 21 |
Система линейных инструментов |
|
Установлены на 2 осях X1 и Y1 на поперечном суппорте: ¨ 5 токарных резцов сечением 12 ´ 12 мм. ¨ 1 позиция для монтажа модульных блоков для обработки сзади по внутреннему диаметру, поперечного фрезерования или комбинации этих двух операций. ¨ 4 позиции для обработки с торца с отверстием | ¨ 3 позиции для поперечной обработки с отверстием 25 мм, в которое устанавливаются высокоскоростные шпиндели. Резцедержатель для радиального инструмента ¨ 2 прецизионных токарных резца сечением |
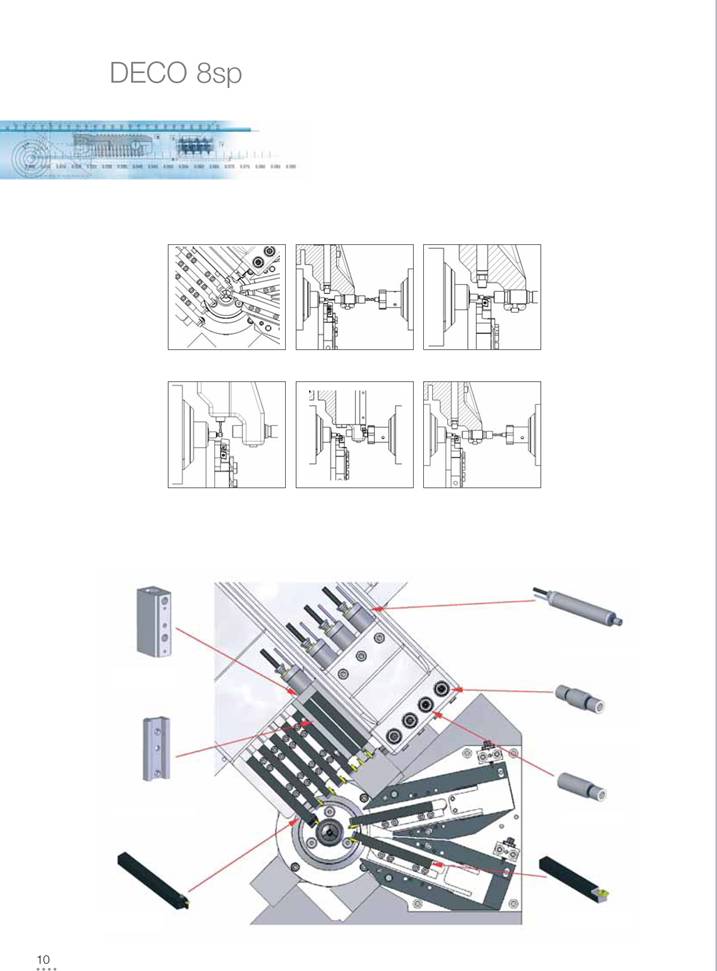
Высокая эффективность обработки
Компоновка инструмента позволяет одновременно выполнять операции в передней бабке и в контршпинделе, увеличивая, таким образом, производительность станка.
Комбинация операций обработки
Сбалансированное точение | Одновременное сверление передней и задней части детали | Точение + сверление торца |
Поперечное сверление или фрезерование | Одновременное точение передней и задней части детали | Точение + сверление задней части детали |
Стандартные принадлежности и опции для расширения возможностей станка
| |
| |
| |
| |
| |
| |
| |

Компактность и удобство работы
¨ Великолепная эргономика.
¨ Полное защитное ограждение рабочей зоны.
¨ Наклонная конструкция станины и вертикальное расположение инструмента, обеспечивающие удобный доступ к рабочей зоне и удаление стружки в процессе обработки.
¨ Пневматическое разделительное устройство с каналом для удаления детали.
¨ Съемный бак для СОЖ и поддон для стружки.
¨ Программирование в стандарте ISO
¨ Применение системы ЧПУ последнего поколения Fanuc 32i A – 2 канала, 5 цифровых осей и 2 шпинделя.
¨ Интерфейс Ethernet и/или Flash карта памяти для быстрой передачи данных.
¨ "Солидные" функции ЧПУ и программного обеспечения, включенные в качестве стандартных:
- компенсация радиуса режущей кромки
- фоновая загрузка и редактирование программ обработки деталей
- отображение времени работы и количества изготовленных деталей
- функция жесткой нарезки резьбы.
¨ Функции программного обеспечения, разработанные компанией TORNOS:
- стандартные основные циклы: инициализация, "новая деталь" и "новый пруток"
- цикл для настройки инструмента
- стандартный цикл нарезки многоходовой резьбы.
¨ Дополнительные функции ЧПУ и программного обеспечения включают в себя: выбор единиц Inch/Metric, дополнительный объем памяти, закругление кромок под углом/по радиусу, режим оценки времени "жизни" инструмента.
¨ Централизованная система смазки
¨ Простота доступа в зоны обслуживания: электрошкаф, пневмоагрегат, стабилизатор температуры и т. д.

Экономически обоснованная цена
Общее снижение затрат
¨ Небольшие размеры занимаемого пространства в цеху – расширение производственных площадей. ¨ Обработка без направляющей втулки и "волочильного" типа цанга шпинделя позволяют полностью использовать каждый пруток (минимум остатков). ¨ Возможность использования холоднотянутых прутковых заготовок – снижение общей стоимости продукции. ¨ Очень высокая точность обработки - минимизация операций финиширования, например: чистовая обточка и шлифовка. ¨ Высокие характеристики станка в стандартной комплектации. ¨ Высокая производительность благодаря короткому времени циклов и удаления детали. ¨ Надежная конфигурация, использующая систему ЧПУ последнего поколения и приводы фирмы Fanuc. ¨ Встроенный двигатель шпинделя и высокоскоростные блоки сверления. ¨ Простота обслуживания. | ¨ Стандартный интерфейс для установки практически любых типов автоматических устройств подачи прутка – длительная беспрерывная работа без вмешательства оператора. ¨ Единый поставщик токарного автомата и податчика прутка. ¨ Полное тестирование станков на заводе компании TORNOS в Швейцарии перед поставкой заказчику. Это обеспечивает возможность быстрейшего запуска станка и его длительную безотказную работу. |
Технические характеристики
Тип
Токарный автомат с ЧПУ и подвижной передней бабкой без направляющей втулки |
Диапазон параметров обработки
Шпиндель передней бабки | Диаметр обработки | мм | 8 / 10 (с подготовкой прутка) |
Тип зажимной цанги | W | ||
Макс. длина обработки | мм | 17,5 | |
Контршпиндель | Макс. диаметр зажима | мм | 10 |
Тип зажимной цанги | F |
Эксплуатационные характеристики, Материал по DIN C45
Шпиндель передней бабки | Макс. диаметр сверления | мм | 8 |
Макс. диаметр резьбы | мм | М8 | |
Контршпиндель | Макс. диаметр сверления | мм | 8 |
Макс. диаметр резьбы | мм | М8 | |
Вращающийся инструмент | Макс. диаметр сверления | мм | 3 |
Технические характеристики
Возможности станка
Скорость вращения шпинделя передней бабки | об/мин |
| |
Скорость вращения контршпинделя | об/мин | 100 – 15000 | |
Общее число инструментов | 19 (21) | ||
Размеров резцов для обработки наружного диаметра | мм | 12 ´ 12 | |
Число резцов для обработки наружного диаметра | 7 (5 + 2) | ||
Число резцов для обработки внутреннего диаметра передней части детали | 4 | ||
Число резцов для обработки внутреннего диаметра задней части детали | 4 (6) | ||
Число инструментов для поперечной обработки | 4 | ||
Скорость вращения приводного инструмента (высокоскоростные блоки) | об/мин | 5000 – 80000 | |
Число управляемых осей | Z1 / X1 / Y1 / X2 / Z4 (C1 / C4) | 5 (7) | |
Число осей, работающих одновременно | 4 | ||
Скорость быстрой подачи | X / Z | м/мин | 20 |
Скорость быстрой подачи | Y | м/мин | 40 |
Двигатели
Главный шпиндель | Мощность | кВт | 2,2 / 3,7 |
Контршпиндель | Мощность | кВт | 2,2 / 3,7 |
Вращающийся инструмент | Макс. скорость вращения | об/мин | 80000 |
Насос для СОЖ | Производительность | л/мин | 120 |
Другие характеристики
Входная мощность | кВА | 8 | |
Температура окружающей среды | градусы | Макс. 35°С | |
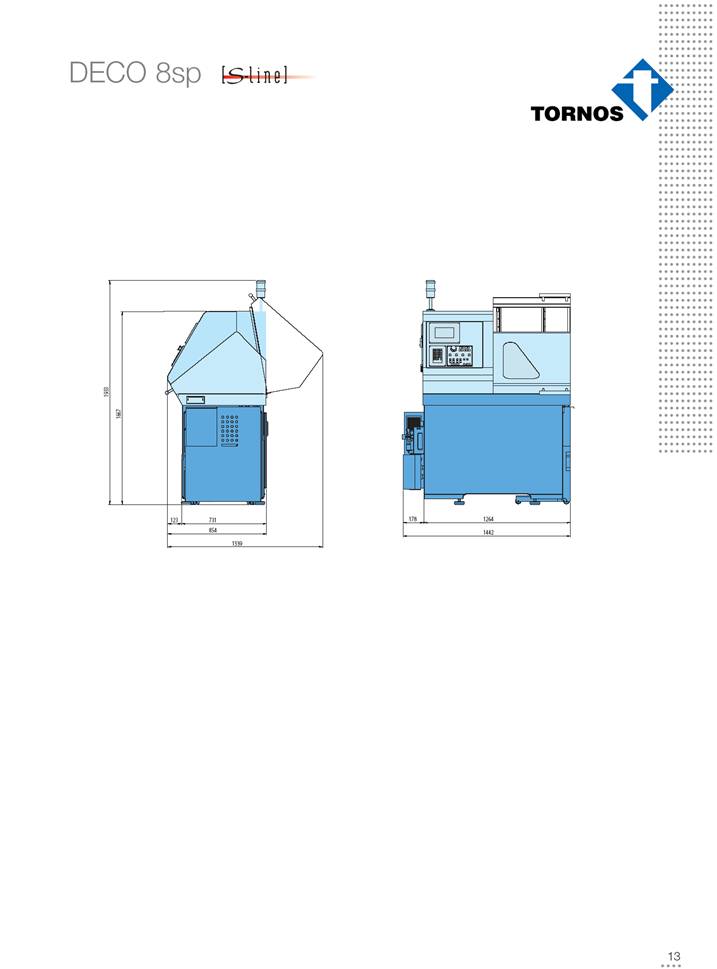
Размеры (ширина ´ глубина ´ высота) | мм | 1442 ´ 854 ´ 1667 | |
Масса | кг | 1500 |
Стандартное оборудование
Пневмоагрегат | бары | 6 | |
Пневматическое разделительное устройство с приемником деталей | градусы | Макс. 35°С | |
Шпиндели с терморегулированием | |||
Система термостабилизации станка | |||
Централизованная система смазки | |||
Сменный поддон для стружки | |||
Сменный бак для масла с датчиком уровня | |||
Насос для СОЖ | |||
Лампа аварийной сигнализации | |||
Рабочее освещение | |||
Электрический разъем для податчика прутка | |||
Электрический разъем для системы пожаротушения |

Дополнительное оборудование
Державка для сверл |
Двойной держатель инструмента |
Высокоскоростной шпиндель |
Система термостабилизации станка |
Суппорт со сдвигом для вращающегося шпинделя |
Приспособление для точения внутреннего диаметра задней части детали |
Программируемый световой индикатор состояния станка, 3 цвета |
Разделитель / эвакуатор маленьких деталей (вакуумная система) |
Детектор поломки инструмента |
Устройство экстракции масляного тумана |
Автоматический загрузчик прутка |
Стандартное ЧПУ / функции программного обеспечения
Система ЧПУ Fanuc серии 32i |
Монохромный экран размером 7,2 дюйма |
Интерфейс Ethernet, RS 232, флеш-карта памяти |
ISO программирование |
Память для хранения программ обработки 64 КБ |
Геометрические параметры и смещения для 32 инструментов |
Компенсация радиуса режущей кромки |
Фоновая загрузка и редактирование программ обработки деталей |
Отображение времени работы и количества изготовленных деталей |
Стандартные основные циклы: инициализация, "новая деталь" и "новый пруток" |
Цикл для настройки инструмента |
Стандартный цикл нарезки многоходовой резьбы |
Функция жесткой нарезки резьбы |
Индексация позиционирования S1, шаг 0,1 градуса на шпинделе передней бабки |
Простой тормоз на контршпинделе |
Дополнительное ЧПУ / функции программного обеспечения
Память для хранения программ обработки 128 КБ |
Система единиц Inch / Metric (дюймы/метрическая) |
Закругление кромок под углом/по радиусу |
Режим оценки времени "жизни" инструмента |
Функция оси С1 на шпинделе передней бабки |
Индексация позиционирования S4, шаг 0,1 градуса на контршпинделе |
Функция оси С4 на контршпинделе |
Соответствие стандартам СЕ и СЕМ
Примечание: Возможности обработки соответствуют материалу S45 C (AISI 1045, DIN С45).
Возможности обработки могут отличаться от указанных выше значений и зависят от условий обработки, например, вида обрабатываемого материала или типа используемого инструмента.

