Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Инструкционная карта № 41
Тема 2.3. Дуговая наплавка и ручная дуговая сварка средней сложности деталей, конструкций из различной углеродистой стали
Тема урока 2.3.1. Сварка стыковых соединений вертикальными и горизонтальными швами
Учебно-производственные задания | Цели заданий | Оборудование и материалы, вспомогательные средства |
Выполнить сварку пластин встык без разделки и с разделкой кромок горизонтальными и вертикальными швами | Научиться выполнять сварку стыковых соединений в положениях, отличных от нижнего | Выпрямитель ВДМ-1001 Провода сварочные Стол сварочный Электродержатель Маска сварочная Клемма токопроводящая Комплект слесарного инструмента сварщика Пластина из стали марки Сталь 10 толщиной 3 и 5 мм Электроды марки УОНИ 13/55 диаметром 3-4 мм |
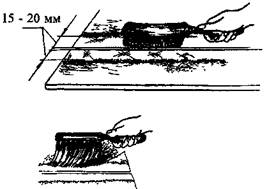
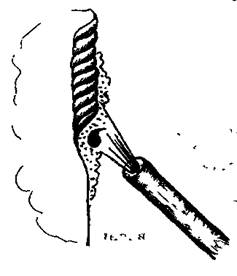
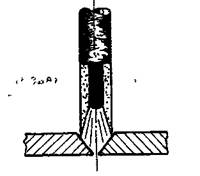
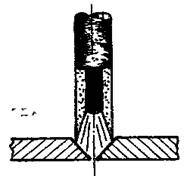
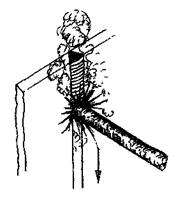
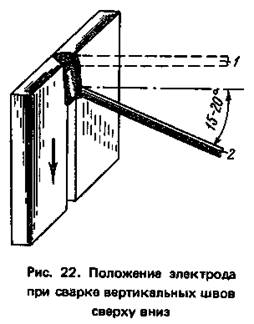 В начале вводного инструктажа следует напомнить учащимся, что вертикальные швы обычно сваривают снизу вверх и показать этот процесс. Однако во избежание прожогов при сварке тонкого металла иногда применяют сварку сверху вниз. При показе сварки сверху вниз нужно отметить, что в этом случае дуга возбуждается в самой верхней точке шва (положение 1),аэлектрод держат перпендикулярно наплавляемой плоскости. После образования ванны жидкого металла электрод наклоняют на 15—20° (положение 2)с таким расчетом, чтобы дуга расплавляла основной и наплавленный металл (рис. 22). Для улучшения условий формирования шва амплитуда поперечных колебаний электродом должна быть небольшая, чтобы ширина валика не превышала 1,5—2 диаметра электрода (диаметр электрода 3 мм). Дуга должна быть очень короткой, чтобы капли расплавленного металла удерживались от падения концом электрода.
В начале вводного инструктажа следует напомнить учащимся, что вертикальные швы обычно сваривают снизу вверх и показать этот процесс. Однако во избежание прожогов при сварке тонкого металла иногда применяют сварку сверху вниз. При показе сварки сверху вниз нужно отметить, что в этом случае дуга возбуждается в самой верхней точке шва (положение 1),аэлектрод держат перпендикулярно наплавляемой плоскости. После образования ванны жидкого металла электрод наклоняют на 15—20° (положение 2)с таким расчетом, чтобы дуга расплавляла основной и наплавленный металл (рис. 22). Для улучшения условий формирования шва амплитуда поперечных колебаний электродом должна быть небольшая, чтобы ширина валика не превышала 1,5—2 диаметра электрода (диаметр электрода 3 мм). Дуга должна быть очень короткой, чтобы капли расплавленного металла удерживались от падения концом электрода.
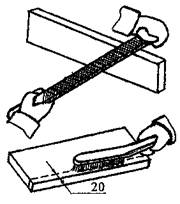
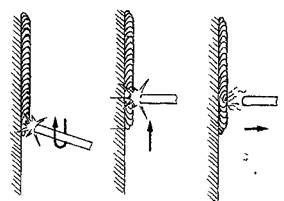
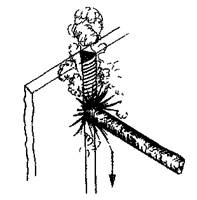
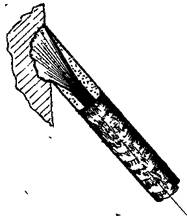
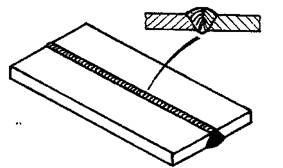
Переходя к показу сварки горизонтальных швов, нужно пояснить, что скос кромок обычно делается только на верхнем листе. Дуга в этом случае (рис. 23, а)возбуждается на нижней горизонтальной кромке (положение 1), а затем переносится на наклонный скос (положение 2), поднимая вверх стекающую каплю металла.
Сваривать горизонтальные швы внахлестку и втавр легче, чем встык, так как горизонтальная кромка способствует удержанию расплавленного металла от стекания (рис. 23, б).
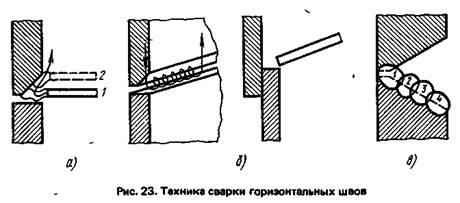
При необходимости сварки горизонтальных швов с двумя скосамикромок следует применять порядок наложения швов, показанный на рис.23, е. Преимущество здесь состоит в том, что при проваривании верхнейкромки удается избежать потолочного положения кратера с расплавленнымметаллом.
Показывая процесс сварки горизонтальных швов на вертикальной плоскости, надо указывать как избежать подрезови наплывов.
Учитывая большое разнообразие упражнений, вводный инструктаж следует проводить частями по ходу урока, чаще чередуя показы с самостоятельными упражнениями учащихся.
Упражнения учащихся рекомендуется проводить по такому плану: сварка пластин встык вертикальным швом с односторонней разделкой кромок; сварка пластин встык вертикальным швом с двусторонней разделкой кромок; сварка пластин встык горизонтальным швом с односторонним скосом одной кромки.
Упражнение по сварке пластин встык вертикальным швом с односторонней разделкой кромок следует проводить на пластинах толщиной 8-10 мм.
Швы без обратной подварки разрушаются под прессом. В изломе шов должен иметь полный провар, без газовых пор и шлаковых включений. Особое внимание следует обращать на корень шва и на заварку кратера.
Контрольный образец, сваренный встык, проверяется на плотность керосином.
Упражнение по сварке пластин встык вертикальным швом с двусторонней разделкой кромок следует проводить на пластинах толщиной 10—12 мм.
Качество контрольного стыка определяют по внешнему виду. Он должен быть ровным, без свищей, наплывов и подрезов. При возможности рекомендуется проверить стык одним из физических методов контроля.
Упражнение по сварке пластин встык горизонтальным швом с односторонним скосом одной кромки следует проводить на пластинах толщиной 8-10 мм со скосом верхней кромки.
Цели:
Изучив данный учебный элемент, Вы сможете:
- выполнять сварку пластин из низкоуглеродистой стали стыковым однопроходным швом в вертикальном положении:
а) снизу-вверх без разделки кромок;
б) сверху-вниз без разделки кромок;
в) сверху-вниз с разделкой кромок.
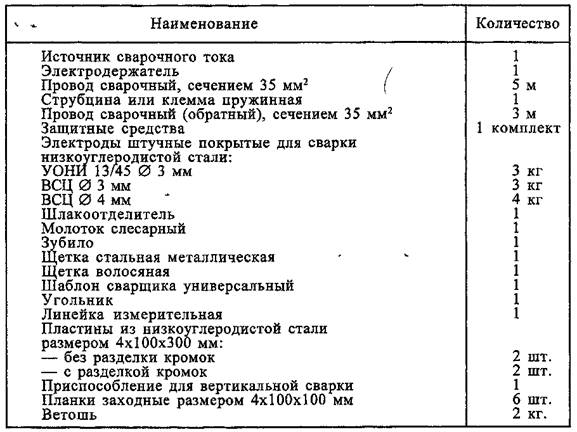
Оборудование, материалы и вспомогательные средства:
Сопутствующие учебные элементы и пособия:
- "Правила безопасности при ведении электросварочных работ";
- "Подготовка к работе и обслуживание рабочего места электросварщика";
- "Основные свойства низкоуглеродистых сталей";
- "Виды сварных швов";
- "Оборудование и оснастка для выполнения сварочных работ";
- "Электроды для сварки низкоуглеродистых сталей";
- "Сварочные деформации";
- "Разделка кромок под сварку";
- "Подготовка кромок под сварку";
- "Прихватка деталей из низкоуглеродистой стали";
- "Сварка пластин из низкоуглеродистой стали стыковым однопроходным швом в нижнем положении";
- "Зачистка сварных швов";
- "Определение качества сварного шва внешним осмотром и измерениями".
1. Подготовка рабочего места, материалов и оборудованияпод сварку

1.1.Выберитесредстваиндивидуальной защиты: спецодежду, обувь, маску или щиток, защитные светофильтры, рукавицы, очки с прозрачными стеклами.
1.2. Наденьте спецодежду, обувь, рукавицы.
1.3. Осмотрите рабочее место, уберите посторонние предметы, освободите подходы к оборудованию, проверьте оснащение рабочего места, исправностьоборудования, вентиляции, слесарных тисков и т д. Руководствуйтесь УЭ "Подготовка к работе и обслуживание рабочее место сварщика".
1.4. Выберите основной и вспомогательный инструмент сварщика: электрододержатель, провода сварочные, струбцину или пружинную клемму, молоток слесарный, зубило, шлакоотделитель, щетки стальную (проволочную) и волосяную. Руководствуйтесь УЭ "Оборудование и оснастка для выполнения сварочных работ".
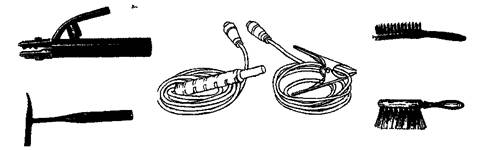
 1.5. Проверьте исправность электрододержателя, сварочных проводов, слесарного инструмента. Разложите инструмент и материалы на рабочем месте в рациональном порядке.
1.5. Проверьте исправность электрододержателя, сварочных проводов, слесарного инструмента. Разложите инструмент и материалы на рабочем месте в рациональном порядке.
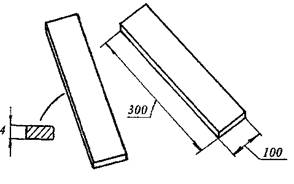
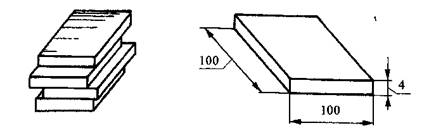
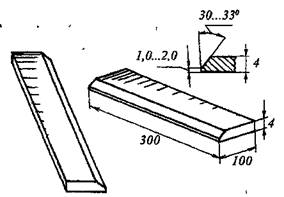
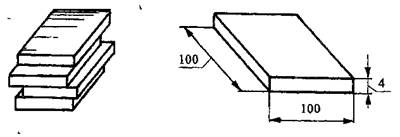
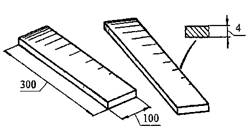 1.6. Возьмите две пластины из низкоуглеродистой стали размером 4x100x300 мм без разделки кромок и разместите их на рабочем столе.
1.6. Возьмите две пластины из низкоуглеродистой стали размером 4x100x300 мм без разделки кромок и разместите их на рабочем столе.
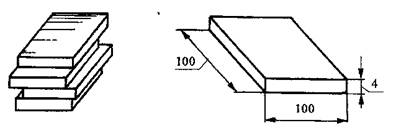
1.7. Выберите заходные планки из низкоуглеродистой стали, размером 4x100xшт.
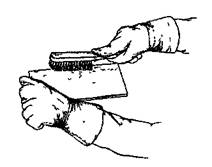
1.8. Очистите пластины от имеющихся загрязнений: при наличии технической смазки - удалите ее ветошью или х/б салфеткой; при наличии ржавчины, окалины удалите ее зачисткой проволочной щеткой; сметите образовавшийся мусор волосяной щеткой. Руководствуйтесь УЭ "Подготовка кромок под сварку".
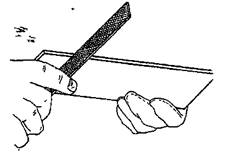
1.9. Возьмите напильник и удалите заусенцы с кромок пластин.
1.10. Выберите марки электрода для вертикальной сварки, руководствуясь УЭ "Электроды для сварки низкоуглеродистых сталей".
Для сварки пластин из стали Ст 3 пригодны электроды типов Э42 , Э42А или Э46. Выберите марку электрода, соответствующую одному из перечисленных типов, например УОНИ 13/45, тип Э 42А.
Электроды УОНИ 13/45 имеют покрытие основного типа, допускают сварку в вертикальном положении в направлении " снизу - вверх", постоянным током обратной полярности.
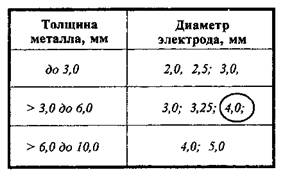
1.11. Определите диаметр электрода с учетом технологических особенностей вертикальной сварки: для вертикальной сварки не рекомендуется использовать электроды диаметром более 4,0 мм, чтобы ограничить объем образующейся сварочной ванны; таким образом, для условий вертикальной сварки однопроходным швом приемлемы электроды диаметром от 2 до 4 мм.

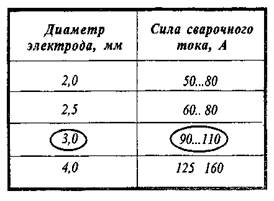
1.12. Выберите нужный Вам диаметр электрода в зависимости от толщины свариваемых деталей и положения сварки. Ориентируйтесь на рекомендации приведенной таблицы: для однопроходной вертикальной сварки пластин толщиной 4 мм используйте электроды диаметром 3 мм.

1.13. Распакуйте электроды, уложите их в специальный пенал и разместите его в удобном месте рабочего стола, защищенном от сырости и падения.
1.14. Подготовьте к работе сварочную цепь, используя ранее приобретенные навыки.
 1.15. Определите величину сварочного тока для выполнения однопроходной вертикальной сварки в зависимости от применяемого диаметра электрода и положения сварки: сила тока для вертикальной сварки должна быть снижена на% по отношению к сварке в нижнем положении.
1.15. Определите величину сварочного тока для выполнения однопроходной вертикальной сварки в зависимости от применяемого диаметра электрода и положения сварки: сила тока для вертикальной сварки должна быть снижена на% по отношению к сварке в нижнем положении.
Выберите сварочный ток, пользуясьрекомендациямиприведенной таблицы, например,
Iсв = 100 А
Установите выбранное значение сварочного тока на источнике питания.
 1.16. Закрепите электрод Æ3 мм в зажиме электрододержателя, произведите опробование и настройку режима сварки для вертикального положения на вспомогательной пластине, используяранееприобретенные навыки.
1.16. Закрепите электрод Æ3 мм в зажиме электрододержателя, произведите опробование и настройку режима сварки для вертикального положения на вспомогательной пластине, используяранееприобретенные навыки.
1.17. Отложите электродержатель на подставку и переходите к сборке пластин под сварку.
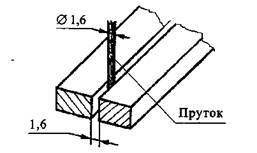
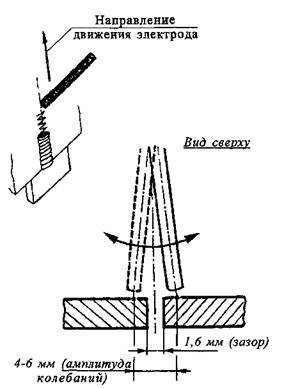
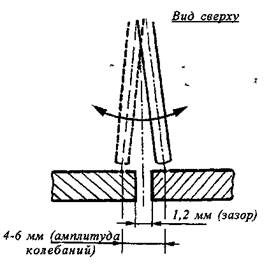
1.18. Произведите сборку пластин с равномерным зазором 1,6 мм, используя ранее приобретенные навыки.
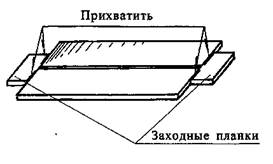 1.19. Возьмите две заходные планки и установите каждую с обоих торцов соединения пластин; прихватите каждую к торцам пластин, используя ранее приобретенные навыки; отбейте шлак и сметите мусор.
1.19. Возьмите две заходные планки и установите каждую с обоих торцов соединения пластин; прихватите каждую к торцам пластин, используя ранее приобретенные навыки; отбейте шлак и сметите мусор.
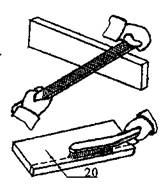
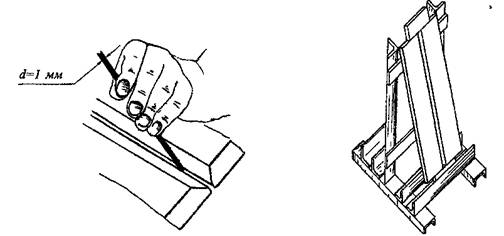
1.20. Возьмите проволочную щетку и сделайте зачистку поверхности пластин на ширинемм от свариваемых кромок; сметите пыль волосяной щеткой.
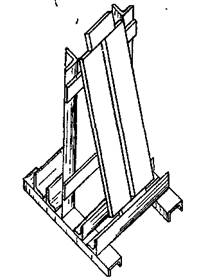
1.21. Установите подготовленные под сварку пластины в вертикальное или немного наклонное положение (под углом 85....95°), используя для этой цели несложное приспособление из уголков и швеллеров.
2. Сварка пластин без разделки кромок однопроходным швом
в вертикальном положении снизу-вверх ("на подъем")
 2.1. Возьмите новый электрод УОНИ 13/45 диаметром 3 мм и закрепите его и зажиме электрододержателя.
2.1. Возьмите новый электрод УОНИ 13/45 диаметром 3 мм и закрепите его и зажиме электрододержателя.
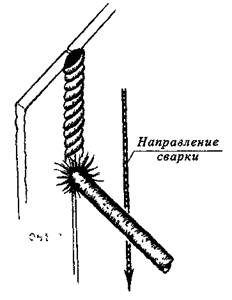
2.2. Выполните вертикальную сварку стыкового соединения пластин без разделки кромок в направлении снизу-вверх в следующей последовательности:

- возбудите дугу рядом с нижней точкой стыка или на нижней заходной планке;
- положение электрода при возбуждении дуги горизонтальное (перпендикулярно к плоскости пластин);
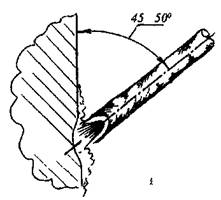
- установите короткую дугу и быстро переведите ее в нижнюю точку стыка пластин, электрод наклоните и установите его под углом 45...50° к вертикали;

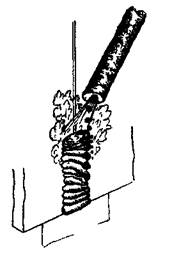
- при появлений капли расплавленного металла отведите дугу немного вверх или в сторону от капли, давая ей возможность затвердеть, тем самым Вы образуете нижний слой - полочку, который будет удерживать следующие капли жидкого металла, стремящиеся стекать вниз с торца электрода;
 - наклонив электрод, начинайте поступательное движение его вверх в направлении сварки;
- наклонив электрод, начинайте поступательное движение его вверх в направлении сварки;
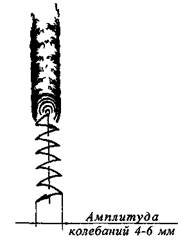
- поступательное движение электрода ведите с поперечными колебаниями относительно оси зазора стыка;

- поперечные колебания выполняйте легким покачиванием торца электрода с одинаковым размахом влево - вправо от оси зазора;
- амплитуда колебаний должна быть небольшой, примерно 4..6 мм; траектория колебаний - "полумесяцем", выпуклостью назад, в сторону образующегося шва;
 - колебательные движения электрода с отведением его вверх предотвращают вытекание металла из кратера; выполняйте колебания быстро, без длительных задержек дуги в каком-либо одном месте;
- колебательные движения электрода с отведением его вверх предотвращают вытекание металла из кратера; выполняйте колебания быстро, без длительных задержек дуги в каком-либо одном месте;
- в процессе сварки удерживайте дугу короткой, т. к. в этом случае капли расплавленного металла легче переходят с торца электрода в кратер сварочной ванны; случайные удлинения дуги ухудшают условия перехода капель жидкого металла в сварочную ванну, что может привести к их стеканию вниз и образованию грубой чешуйчатости;

- ведите процесс вертикальной сварки с равномерной частотой колебаний и постоянной скоростью поступательного перемещения дуги в направлении сварки снизу-вверх (на подъем);
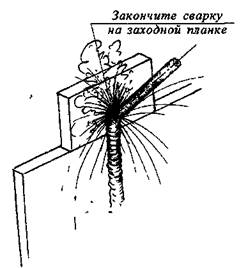
- закончите сварку в верхней точке стыка с выводом кратера на заходнуюпланку.
2.3. Дайте шву остыть; возьмите заваренные пластины и уложите их на стол; наденьте защитные очки, отбейте шлак и зачистите шов стальной щеткой; сметите мусор.
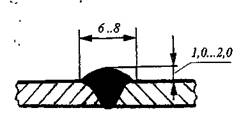
2.4. Определите качество шва внешним осмотром, руководствуясь УЭ "Определение качества сварного шва внешним осмотром и измерениями". Ширина вертикального шва должна быть 6...8 мм, высота - 1,0...2,0 мм.
3.Сварка пластин без разделки кромок однопроходным швом
в вертикальном положении сверху-вниз (на спуск)
3.1.Возьмите две пластины из низкоуглеродистой стали размером 4x100x300 мм без разделки кромок и разместите их на рабочем столе.
3.2. Выберите заходные планки из низкоуглеродистой стали, размером 4x100xшт.
3.3. Произведите зачистку кромок от ржавчины, заусенцев, загрязнения и т. д., руководствуясь УЭ "Подготовка кромок под сварку".
3.4. Выберите марку электродов для вертикальной сварки сверху вниз.
Для вертикальной сварки "на спуск" используйте электроды, дающие жри расплавлении небольшое количество шлака, 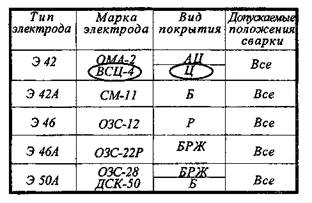 например с целлюлозным покрытием.
например с целлюлозным покрытием.
Используярекомендацииприведенной таблицы, выберите электроды марки ВСЦ - 4.
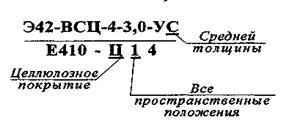
Электроды ВСЦ-4имеют покрытие целлюлозного типа (индекс 'IT), средней толщины (индекс "С") а допускают сварку во всех пространственныхположениях(индекс "1").

3.5. Выберите для вертикальной сварки пластин (толщиной 4,0 мм) сверху-вниз электроды диаметром 3J0 мм, ориентируясь на рекомендации приведенной таблицы.

3.6. Распакуйте электроды, уложите их в специальный пенал и разместите его в удобном месте рабочего стола, защищенном от сырости и падения.
3.7. Подготовьте к работе сварочную цепь, определите величину сварочного тока, установите выбранное значение сварочного тока на источнике питания, произведите опробование и настройку режима сварки для вертикального положения на вспомогательной пластине, произведите сборку пластин с равномерным зазором 1,2 мм, установите подготовленные под сварку пластины в вертикальное или немного наклонное положение (см. раздел 1, пункты 1.данного Учебного элемента).

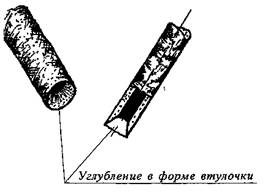 3.8.Открепитеогарокиспользованного электрода и осмотрите его торец. Торец огарка электрода имеет углубление, образованное нерасплавленным покрытием, в форме втулочки или колокольчика. Наличие такой прочной втулочки позволяет вести сварку методом "опирания" торца электрода на свариваемые кромки.
3.8.Открепитеогарокиспользованного электрода и осмотрите его торец. Торец огарка электрода имеет углубление, образованное нерасплавленным покрытием, в форме втулочки или колокольчика. Наличие такой прочной втулочки позволяет вести сварку методом "опирания" торца электрода на свариваемые кромки.

3.9. Возьмите новый электрод ВСЦ-4
диаметром 3 мм и закрепите его
и зажиме электрододержателя.
3.10. Выполните вертикальную сварку стыкового соединения пластин без разделки кромок в направлении сверху-вниз в следующей последовательности:

- возбудите дугу рядом с верхней точкой стыка или на заходной планке;
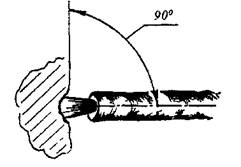
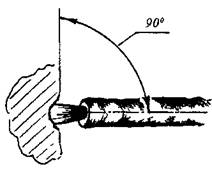
- при возбуждении дуги держите электрод под углом 90° к плоскости пластин;
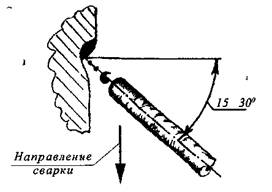
- установите короткую дугу и быстро переведите ее в верхнюю точку стыка пластин;при появлении каплижидкого металла быстро наклоните электрод под углом15...30 кгоризонтали и ведите его поступательно вниз в направлении сварки;
- одновременно с началом плавления выполняйте небольшие колебательные движения электродом поперек оси зазора стыка;
- колебательные движения выполняйте легким ритмичным покачиванием торца электродас одинаковымразмахом в обе стороны от оси зазора стыка;
- ведите процесс на возможно короткой дуге, удерживая жидкие капли металла от стекания вниз; на каплю будет воздействовать дутье газового потока дуги, образующегося в результате сгорания электродного покрытия и направляемого втулочкой - козырьком вокруг электродного стержня;

- мощный газовый поток оттесняет расплавленный шлак и, тем самым, предотвращает его подтекание поддугу;
- не допускайте случайных обрывов дуги, т. к. при повторных возбуждениях возможно образование "стартовых" пор; при замене электрода выполняйте заварку кратера, используя ранее приобретенные навыки;
- выполняйте сварку "на спуск" на повышенной скорости; ведите электрод поступательно вниз с более высокой скоростью, чем при сварке "на подъем";
- ведите процесс с равномерной частотой колебаний и постоянной скоростью сварки;
- закончите сварку с заделкой кратера или с выводом шва на заходную планку; отложите электрододержатель.
3.11. Дайте шву остыть. Возьмите заваренные пластины и уложите их на стол. Наденьте защитные очки, отбейте шлак и зачистите шов стальной щеткой. Сметите мусор.
 3.12. Осмотрите сварной шов и определите его качество:
3.12. Осмотрите сварной шов и определите его качество:
- сварной шов должен иметь плавные очертания, без наплывов и натеков, равномерную, но более рельефную чешуйчатость, чем при сварке снизу-вверх, одинаковую ширину и выпуклость по всей длине шва;
- обсудите качество шва с инструктором.
4. Сварка пластин с разделкой кромок однопроходным швом
в вертикальном положении сверху-вниз
4.1.Возьмите две пластины из низкоуглеродистой стали размером 4 х 100 х 300 с V - образной подготовкой кромок и разместите их на рабочем столе.
4.2. Выберите заходные планки из низкоуглеродистой стали, размером 4x100xшт.
4.3. Произведите зачистку кромок от ржавчины, заусенцев, загрязнения и т. д., руководствуясь УЭ "Подготовка кромок под сварку".
4.4. Выберите электроды марки ВСЦ-4 диаметром 4 мм для вертикальной сваркипластинтолщиной 4,0 мм с разделкой кромок сверху-вниз, ориентируясь нарекомендации приведенной таблицы.

4.5. Распакуйте электроды, уложите их в специальный пенал и разместите его в удобном месте рабочего стола, защищенном от сырости и падения.
4.6. Подготовьте к работе сварочную цепь.

4.7. Выберитевеличинусварочного тока для электродов диаметром 4 мм, пользуясь рекомендациямиприведеннойтаблицы, например,
Iсв = 140 А.
Установите выбранное значение сварочного тока на источнике питания.
4.8. Произведите опробование и настройку режима сварки для вертикального положения на вспомогательной пластине, произведите сборку пластин с равномерным зазором 1...1,2 мм, установите подготовленные под сварку пластины в вертикальное или немного наклонное положение (см. раздел 1, пункты 1., данного учебного элемента).

4.9. Возьмите новый электрод ВСЦ-4
диаметром 4 мм и закрепите его
и зажиме электрододержателя.
4.10. Выполните вертикальную сварку стыкового соединения пластин с разделкой кромок в направлениисверху-вниз в следующейпоследовательности:
- возбудите дугу рядом с верхней точкой стыка или на заходной планке и плавно переведите ее в разделку верхней точки стыка пластин;
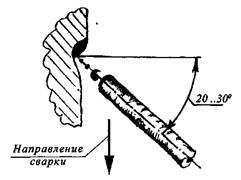
- установите электрод по оси разделки с наклоном примерно 20...30 к горизонтали в сторону направления сварки;
- одновременно с наклоном электрода опустите электрод на свариваемые кромки, прижав его торец к обеим кромкам с небольшим усилием (примерно 10...30 Н);
- ведите электрод поступательно вниз без поперечных колебаний;
- перемещениеэлектродаосуществляйте плавко, без рывков, удерживая торец электрода прижатым к свариваемым кромкам;
- дуга горит внутри втулочки, которая направляет газы, образующиеся от сгорания целлюлозного покрытия, и, такимобразом, создаетконцентрированный поток;
- наличие мощного газового потока обеспечиваетболее глубокоепроплавление свариваемых кромок и формирование равномерного выпуклого обратного валика;
- поступательноедвижениеэлектрода осуществляйте с более высокой скоростью, чем при использованиидругихмарокэлектродов;

- закончите сварку в нижней части пластин с выводом кратера на заходнуюпланку.
4.11. Дайте шву остыть. Возьмите заваренные пластины и уложите их на стол. Наденьте защитные очки, отбейте шлак и зачистите шов стальной щеткой. Сметите мусор.

4.12. Осмотрите шов и отметьте возможные дефекты, руководствуясь Учебным элементом "Определение качества сварного шва внешним осмотром и измерениями". Обсудите качество шва с инструктором.
4.13. После окончания работы произведите обслуживание рабочего места.