
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral

Станок волочильный для волочения проволоки
CВ-6, СВ-6 М, СВ-9, СВ-9М
Назначение изделия
Станок волочильный используется для волочения проволоки или трубки из чёрных или цветных металлов с целью уменьшения сечения исходного материала. Материал протягивается сквозь фильеру, в результате чего достигается получение профилей с точными размерами сечения и гладкой поверхностью, а после многократного протягивания – получение очень малых размеров сечения материала.
Технические характеристики
СВ-6 | СВ-6М | СВ-9 | СВ-9М | |
Макс. диаметр исходного материала, мм | 2,5 | 2,5 | 2,5 | 2,5 |
Минимальный диаметр после волочения, мм | 0,2 | 0,2 | 0,2 | 0,2 |
Кол-во одновременно работающих фильер, шт | 6 | 6 | 9 | 9 |
Система подачи СОЖ | ЕСТЬ | ЕСТЬ | ЕСТЬ | ЕСТЬ |
Мощность насоса, кВт | 0,37 | 0.37 | 0.37 | 0.37 |
Питание, В | 380 | 220 | 380 | 220 |
Мощность привода, кВт | 2,2 | 2,2 | 2,2 | 2,2 |
Скорость протяжки м/мин | 50 | 50 | 66 | 66 |
Производительность насоса, л\час | 2400 | 2400 | 2400 | 2400 |
Объём бака СОЖ, л | 15 | 15 | 15 | 15 |
Плавный запуск | нет | есть | нет | есть |
Управление педалью | опция | опция | опция | опция |
Автоматическая остановка при обрыве | нет | есть | нет | есть |
Защита при запутывании | нет | есть | нет | есть |
Габаритные размеры, мм | 861х1360х592 | 861х1360х592 | 861х1360х592 | 861х1360х592 |
Масса нетто, мм | 180 | 180 | 190 | 190 |
Масса брутто, мм | 220 | 220 | 230 | 230 |
Устройство и принцип работы.
Устройство станка показано на Рис. 1.
Станок состоит из станины поз. 1, на которой располагаются набор паразитных шкивов поз. 2, приводной шкив поз 3.,приёмный барабан с фрикционной регулировкой натяжения проволоки 4.,емкость для сбора СОЖ. поз 13 ,блок установки фильер поз. 8.
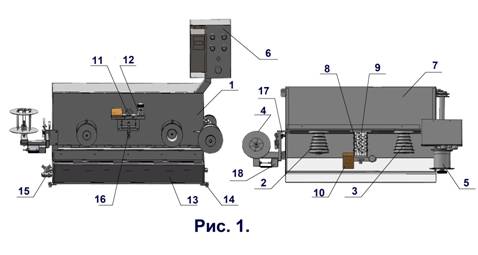
На блоке установки фильер расположен брусок для запиловки проволоки поз. 10, упор для заправки в фильеру поз.11, устройство для зажима проволоки при спайке горелкой поз. 12.С левой стороны на кронштейне крепится механизм смотки поз.4 с расположенными на нем микро выключателями системы аварийной остановки ( для моделей СВ-6М и СВ-9М)
Устройство механизма смотки показано на рис.2.
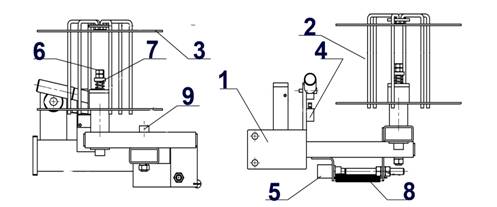
Рис.2.
На кронштейне поз. 1.с осью вращения поз.9 закреплена катушка поз.2. со съёмной крышкой поз.3.Регулировка натяжения смотки осуществляется за счёт сжатия пружины поз. 7 с помощью гайки поз.6. Микровыключатель поз. 4, установленый на кронштейне поз.1 производит отключение станка при обрыве и окончании проволоки. Пружина поз. 8 притягивает подвижную часть кронштейна вокруг оси поз. 9 к микровыключателю поз.5. При запутывании проволоки на катушке она отклоняется вокруг оси поз. 9 и при размыкании контакта происходит аварийная остановка процесса.
В левой части станины поз.1 (рис.1) установлен приёмный барабан поз.4.
Устройство барабана показано на рис.3. 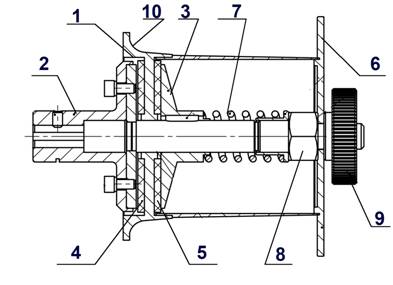 Рис.3.
Рис.3.
Барабан состоит из корпуса поз. 1, имеющего коническую поверхность и ведущую радиусную поверхность поз. 10. Витки проволоки при намотке сползают по радиусу поз. 10 на коническую поверхность, причём каждый последующий сталкивает предыдущий на конус барабана. На ступицах поз. 2 и 3 наклеены фрикционные накладки поз. 4 и 5 .Усилие натяжения проволоки регулируется сжатием пружины поз. 7 с помощью гайки поз.8. Крышка поз. 6 препятствует сбросу витков проволоки с барабана и удерживается рукояткой поз. 9.
Устройство привода и система подачи СОЖ показана на рис.4.
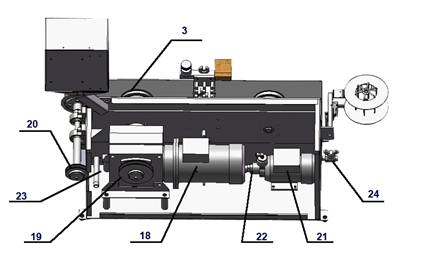
Рис.4
Привод станка осуществляется мотор-редуктором поз.18 на оси которого расположен приводной шкив поз.3.Крутящий момент с помощью ременной передачи и шкивов поз. 19 и 20 передаётся на ось вращения приёмного барабана.
Система подачи СОЖ состоит из ёмкости сбора поз. 13 ( рис.1), центробежного насоса поз. 21 ( рис.4),фильтра поз. 22.
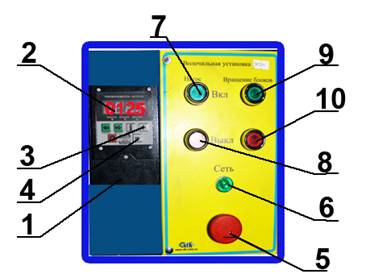
Пульт управления станком показан на рис 5
.
РИС.5.
. На панели управления располагается частотный регулятор скорости протяжки проволоки ( только для моделей СВ-6М и СВ-9М) имеющий индикатор поз. 2 и кнопки регулировки поз. 3 и 4.
В нижней части панели установлена кнопка «грибок» пуска и аварийной остановки станка, индикатор питания, кнопки поз. 7 и 8 запуска насоса подачи СОЖ., кнопки поз.9 и 10 пуска и остановки привода станка.
Указание мер безопасности.
Внимательно прочтите инструкцию перед началом эксплуатации!!
Персонал, допущенный в установленном порядке к работе на станке, а также к его наладке и ремонту, обязан:
· ознакомиться с настоящим руководством;
· ознакомиться с общими правилами эксплуатации и ремонта станков;
· получить инструктаж по технике безопасности.
1. Станок должен иметь надёжное заземлёние.
2. Электропитание перед двыполнением работ по ремонту и обслуживанию должно быть отключено.
3. Движущиеся детали станка и проволока представляют опасность для оператора, поэтому необходимо соблюдать особую осторожность.
4. Работа с металлом производится в защитных рукавицах во избежание получения травм об острые края заготовок и получении ожогов о нагретый прокат.
5. Не располагать руки вблизи обрабатываемых заготовок;
Запрещается:
· Работа без специальной одежды с застегнутыми рукавами;
· Увеличение размера рукоятки на ручных станках;
· Увеличение мощности привода выше установленной на соответствующих моделях станков;
· Работа без заземления станка;
· Работа на неисправном станке;
· Применение самодельных предохранителей;
· Установка станка под наклоном;
· Включение станка при неработающей системе смазки, при отсутствие масла;
· Работа станка без присмотра в процессе работы;
· Снятие защитных ограждений со станка.
Подготовка и порядок работы.
1. Установите и закрепите станок на рабочем месте через крепёжные отверстия в ножках поз. 14 ( рис.1). Обеспечьте подключение к электропитанию. Заземлите станок.
2. Залейте охлаждающую жидкость в бак поз.13. Перед первым запуском, с целью удаления воздуха, насос необходимо заполнить эмульсией через специальное отверстие, открутив болт в верхней части насоса. Для этого нужно снять кожух со станка. Включить установку и убедиться, что жидкость циркулирует.
3. Произведите заправку проволоки в фильеры. Для заправки материала в фильеру конец его должен быть заострён (шпицовка). Заострение может быть выполнено на деревянном бруске поз. 10 с помощью напильника. Фильеру устанавливаем в упор для фильер поз. 11 и с помощью плоскогубцев, захватив конец, протягиваем проволоку. Продеваем проволоку через фильеры последовательно маршруту волочения. Между фильерами вытягиваем проволоку длины, необходимой для заправки каждой фильеры. Каждую фильеру устанавливаем в блок поз.3 последовательно, наматывая оборот на приводной шкив поз.8. Конец проволоки закрепляем в приёмном барабане поз. 5 , сделав несколько витков вокруг барабана и зажав крышкой 6 с помощью рукоятки 9 ( рис.3). Заправка фильер производиться, начиная с больших диаметров шкива. С целью улучшения сцепления проволоки с поверхностью шкивов можно производить намотку нескольких витков вокруг. В блоке фильер может быть до 6 фильер для СВ-6 и до 9-ти для СВ-9.
4. Убедитесь в равномерном натяжении проволоки между барабанами. Прослабленные участки при пуске приведут к рывкам, и следствии чего разрыву.
5. На станке установлено устройство поз. 12 для зажима проволоки при спаивании её горелкой.
6. Включите насос кнопкой поз. 7 и при заполнении лотка с установленными в нём фильерами СОЖ произведите пуск приёмного барабана кнопкой поз. 9 на пульте управления.
7. Установки СВ-6М и СВ-9М оснащены дополнительными опциями для удобства работы оператора. Установленный частотный регулятор позволяет производить плавный пуск процесса, уменьшив возможность обрыва, а также подбирать оптимальную скорость волочения различных диаметров и материалов проволоки. Микровыключатель поз. 4 совершит автоматическую остановку станка при обрыве проволоки или окончании процесса волочения. Микровыключатель поз. 5 произведёт аварийную остановку станка при запутывании проволоки на механизме смотки. Станки моделей СВ-9 и СВ-9М обеспечивают большую производительность при волочении малых диаметров проволоки, где требуются небольшие переходы при деформации и вследствие чего увеличивается количество фильер на маршруте.
Обрабатываемый металл, в процессе волочения претерпевает упрочнение и после волочения требует отжига. Максимальное удлинение в процессе отжига не должно превышать 35-85% и зависит от свойств материала проволоки. Применяемые фильеры должны быть упакованы в обоймы диаметром 24…25 мм и шириной до 10 мм (рис.6). Фильерами установка не комплектуется.
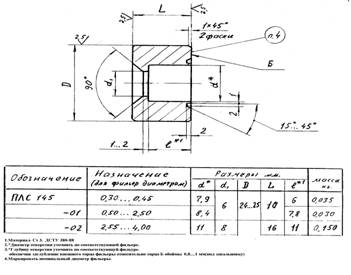
Рис.6
Обслуживание и правила хранения.
Подшипниковые узлы приёмного барабана смазывать маслами большой вязкости, например «Индустриальное И - 30» с помощью установленных на них пресс-маслёнок, спринцеванием. Периодичность смазки – ежедневно. Опору приёмного барабана, подшипники паразитного шкива – не реже раз в год требуют смазки при разборке.
В редукторе применяются трансмиссионные масла типа ТАД-17.Замену масла производить не реже раз в год.
СОЖ требует замены, совместно с очисткой бака по мере загрязнения, но не реже раз в 3 месяца.
Производить чистку фильтра насоса при снижении давления СОЖ.
Установку следует хранить в сухом помещении, укрыв от пыли и влаги. Рабочие поверхности должны быть обильно смазаны консервантом.
Комплект поставки.
Станок волочильный для волочения проволоки Паспорт
Гарантийные обязательства.
Изготовитель гарантирует соответствие изделия требованиям технического паспорта при соблюдении потребителем правил транспортирования, монтажа, наладки и эксплуатации. Гарантийный срок эксплуатации 12 месяцев со дня отгрузки изделия потребителю. Предприятие изготовитель на протяжение срока гарантии обязуется бесплатно заменить детали и узлы станка, вышедшие из строя по вине изготовителя. При выходе из строя деталей или узла изделия по вине изготовителя необходимо составить официальное письмо с указанием:
- даты и места покупки изделия;
- характера неполадок и условия их возникновения;
- перечня вышедших из строя деталей.
5. Отправить письмо изготовителю:
- по почте (65003, 4);
- на e-mail (vtk-odessa@i.ua);
- или по факсу (т. 0
6 Вышедшие из строя детали поставляются заказчику для самостоятельной их замены персоналом, обслуживающим изделие.
Вопрос о выезде представителя изготовителя на территорию заказчикарешается по дополнительной договоренности с изготовителем.
8. Предприятие - изготовитель обязуется выполнить гарантийный ремонт в течение 30 дней с момента поступления заявки.
Фирма изготовитель не несет ответственности за сохранность товара при перевозке.
Внимание!
В конструкцию станка могут быть внесены изменения, не ухудшающие технические характеристики.
Свидетельство о приемке
Станок соответствует техническим требованиям конструкторской документации и признан годным для эксплуатации.
М. п.
Дата продажи ____________________________________ 20___ г.
Филиал _______________________________________________
Подпись _____________________________________________


