

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Проведенные исследования позволили определить влияние различных марок железного порошка на уплотняемость, предел прочности и твердость порошковой стали.
Нμ, МПа τ, с J=36 МА/м2, p=380 МПа
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Рис.2. Зависимость микротвердости порошковой стали от длительности ЭКУ
(-:ПЖР 3.200.28, - -: ПЖВ 3.160.26)
Результаты показали, что при использовании распыленного порошка свойства материала лучше, чем при восстановленном железном порошке.
Четвертая глава. В данной главе рассмотрен процесс формирования порошковой стали, заключающейся в растворении углерода в железной основе. Анализ экспериментальных данных показало, что существенное влияние оказывает плотность тока. При ее значении, равным 24 МА/м2, растворение углерода происходит с минимальной интенсивностью. Увеличение плотности тока до 36 МА/м2 приводит к полному растворению углерода в железной основе, о чем свидетельствует отсутствие свободного углерода в материале после ЭКУ в течение 70с (рис.3).
Тот факт, что растворение углерода происходит за столь короткий промежуток времени принципиально отличает технологию ЭКУ от спекания в условиях печного нагрева.
Интенсификация диффузионных процессов связано с одновременным электродеформационным воздействием на компоненты шихты. Это воздействие, приводит к значительному увеличению площади контактного сечения между металлической и графитовой составляющими, повышению плотности дислокаций, ядра которых служат диффузионными каналами для миграции атомов углерода. Прохождение электрического тока через сечение «металл – графит - металл» способствует более интенсивному тепловыделению, чем при его прохождении через металлическую основу.
Поэтому в этих областях материала локализуется нагрев, обуславливающий повышение скорости диффузионных процессов.
По результатам исследования был рассчитан коэффициент диффузии углерода в Fеγ при ЭКУ, который превосходит литературные данные в среднем в 30 раз.
τ, с С, % - свободный графит - связанный графит 1 1 2 2![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()

![]()
![]()

![]()
![]()
![]()

![]()
![]()
![]()
![]()
![]()
![]()

Рис.3. Зависимость количества свободного и связанного углерода от режимов ЭКУ
(1 : J=36МA/м² , p=380МПа; 2 : J=24МA/м² , p=380МПа)
(-:ПЖР 3.200.28;···: ПЖВ 3.160.26)
Степень ионизации атомов легких элементов существенно влияет на их диффузионную подвижность за счет изменения смещения иона Fe от своего равновесного положения в узле кристаллической решетки для осуществления элементарного акта перескока диффундирующего иона в соседнее октаэдрическое междоузлие.
Поэтому, ускорение диффузионных процессов при гомогенизации железо -углеродистой композиции при ЭКУ можно объяснить влиянием внешнего электрического поля на ионизацию атомов легких элементов до +2.
Потенциал ионизации Fe![]() составляет 16,183эв и способен ионизировать атом углерода до С
составляет 16,183эв и способен ионизировать атом углерода до С![]() , атом кислорода до О
, атом кислорода до О![]() , атом серы до S
, атом серы до S![]() и недостаточен для ионизации атома углерода до С
и недостаточен для ионизации атома углерода до С![]() , атома кислорода до О
, атома кислорода до О![]() , атома серы до S
, атома серы до S![]() .
.
Для объяснения результатов исследований прочностных характеристик было проведено микроструктурное исследование порошкового материала, полученного при различных технологических режимах ЭКУ.
В результате проведенного микроструктурного анализа установлено, что режимы ЭКУ существенно влияют на микроструктуру порошкового материала.
Микроструктуры нетравленых шлифов отличаются количеством пор и графитовых включений.
Травление микрошлифов позволило выявить фазовый состав, размеры и форму зерен стали. Микроструктура порошковая сталь характеризуется трансформацией феррито – графитовой структуры с сильно растворяющимися межчастичными границами в бейнитную структуру с мелкодисперсными карбидами. В последнем случае невозможно индентифицировать металлографически межчастичную поверхность, преобразовавшуюся в ходе развития межчастичного сращивания в межзереную.
Фрактографический анализ выявил преобладание на поверхности разрушения в зависимости от режимов ЭКУ интеркристаллитного скола (рис. 4), на поверхности которого наблюдаются ступеньки, придающие структуре вид ручьистых узоров, участков транскристаллитного скола (рис. 5), характеризующихся более гладким рельефом, образованным распространением трещины вдоль кристаллографической плоскости {001}, вязкого излома (рис. 6). При разрушении строение излома зависит от качества межчастичного сращивания, определяемого соотношением движущей и тормозящей сил миграции МЧПС.
На основании экспериментальных данных ОЭС свободных поверхностей порошковой стали порошка были определены значения силы сегрегационного торможения.
Определение движущей силы миграции МЧПС проведено по физическому уширению линии (220) на основании результатов рентгеноструктурного анализа.
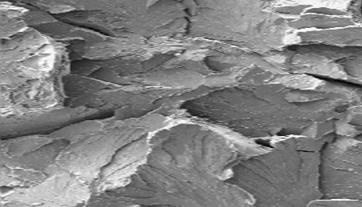
Рис.4.Интеркристаллитный скол порошковой стали,×250
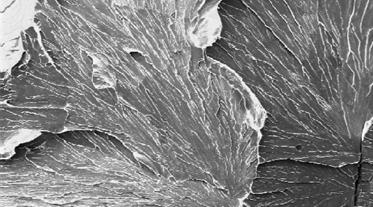
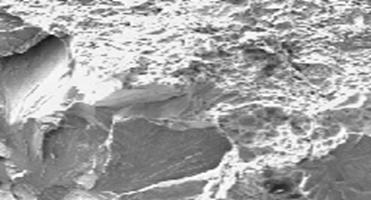 Рис. 5. Транскристаллитный скол порошковой стали,×250
Рис. 5. Транскристаллитный скол порошковой стали,×250
Рис. 6. Вязкое разрушение порошковой стали,×250
Пятая глава. В этой главе рассмотрены закономерности формирования порошковой стали. Основными процессами, ответственными за формирование порошковой стали, являются уплотнение до значения остаточной пористости 1,5 – 2%, растворение углерода в железной основе, межчастичное сращивания, распад аустенита на феррито – цеметитную смесь. Незавершенность любого из перечисленных процессов не позволяет добиться получения порошковой стали со значениями свойств, соответствующими заявленной остаточной пористостью.
Для определения области технологических режимов ЭКУ, обеспечивающих и гомогенизацию железографитовой шихты, и качественное межчастичное сращивание, были совмещены области технологических режимов наиболее благоприятных для гомогенизации железографитовой композиции, области технологических режимов, отличающихся соотношением движущей и тормозящий сил миграции МЧПС (рис. 7).
1 2 3 p, МПа J , МА/м² τ = 40 с
![]()



![]()
![]()
![]()





![]()


2 3 1 J , МА/м² τ = 70 с p, МПа

![]()
![]()




![]()
![]()


![]()
![]()


![]()

![]()



![]()


![]()
 - области технологических режимов ЭКУ, обеспечивающих гомогенизацию
- области технологических режимов ЭКУ, обеспечивающих гомогенизацию
![]() - области технологических режимов ЭКУ, отличающиеся
- области технологических режимов ЭКУ, отличающиеся
![]()
![]()
![]()
![]()

![]() соотношением Fдв и Fторм:1 - Fдв > Fторм, 2 - Fдв
соотношением Fдв и Fторм:1 - Fдв > Fторм, 2 - Fдв ![]() Fторм, 3 - Fдв < Fторм
Fторм, 3 - Fдв < Fторм
![]() - области технологических режимов ЭКУ, обеспечивающие формирование порошковой стали с требуемым уровнем свойств
- области технологических режимов ЭКУ, обеспечивающие формирование порошковой стали с требуемым уровнем свойств
Рис. 7. Области технологических режимов ЭКУ, обеспечивающих гомогенизацию железографитовой шихты и качественное межчастичное сращивание
Для оценки качества межчастичного сращивания, сформированного при технологических режимах ЭКУ, отличающихся соотношением Fдв и Fторм, рассмотрена зависимость истинного предела от режимов ЭКУ. Более высокие значения истинного предела прочности порошковой стали достигается, если технологические режимы ЭКУ находятся в 1 и во 2 областях, при реализации которых обеспечивается миграция МЧПС с увеличением или отрывом от субмикропор. Третье область технологических режимов характеризуется иммобилизацией МЧПС, что объясняет более низкий уровень механических свойств.
На основе проведенных исследований разработана технология получения сменной насадки отверток для ввинчивания шурупов (рис. 8).
Исходя из условия эксплуатации насадки основными требованиями, являются:
1. Насадки должна обладать строгими геометрическими формами.
2. Материал насадки должен иметь одинаковую плотность по всему объему.
3. Материал должен обладать достаточной прочностью и высокой износостойкостью.
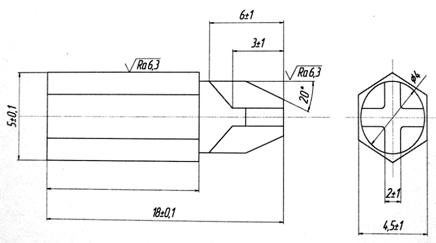
Рис. 8. Сменная насадка для ввинчивания шурупов
По результатам проведенных исследований были разработаны оснастка, учитывающая все конструктивные особенности детали, и технология получения насадки в промышленных условиях.
Согласно предлагаемой технологии схема прессования включает в себя следующие операции: приготовление шихты, объёмная дозировка приготовленной шихты, электроконтактное уплотнение, реализуемое методом двухстороннего прессования на специальном гидравлическом прессе при давлении 300 МПа, и одновременном пропускании электрического тока плотностью 32 МА/м2 в течение 70с. Выпрессовка производится путем выдавливания детали из полости матрицы верхним пуансоном. Разработанная схема ЭКУ обеспечивает равномерное распределение плотности, необходимую форму и точность размеров. При этом коэффициент использования материала увеличился до 0,95, а трудоемкость уменьшилась в 10 раз.
ОБЩИЕ ВЫВОДЫ
1. Определены технологические параметры ЭКУ, обеспечивающие формирование порошковой стали за одну технологическую операцию с остаточной пористостью 2-6 % , отсутствием структурно свободного графита и качественным межчастичным сращиванием. Наилучшими функциональными свойствами обладает порошковая сталь, полученная по следующим режимам ЭКУ: плотность тока 32 МА/м², давления прессования 380 МПа и длительность пропускания электрического тока 70 с при циклическом приложении давления прессования.
2. Определено влияние технологических параметров ЭКУ на закономерности протекание процессов уплотнения, растворения углерода и межчастичного сращивания. Выявлена зависимость механических свойств порошковой стали от плотности, степени гомогенизации и качества межчастичного сращивания. Значительное влияние на уровень механических свойств порошковой стали оказывает растворение углерода в металлической основе. При недостаточной продолжительности ЭКУ в структуре пористого порошкового материала обнаруживаются объемные включения, обогащенные углеродом. Эти включения увеличивают склонность порошковой стали к хрупкому разрушению. Наиболее высокими механическими свойствами обладает порошковая сталь с минимальной остаточной пористостью, с завершенной гомогенизацией Fe – C композиции и внутрикристаллитным сращиванием.
3. Установлено, что ЭКУ порошковой стали сопровождается интенсификацией диффузионных процессов, способствующих гомогенизации железо - графитовой композиции в течении 50- 70с. Предложена гипотеза, объясняющая это явление влиянием электрического поля, создаваемого внешним источником, на степень ионизации ионов легких элементов, в том числе углерода, облегчающее совершение ими элементарного акта перескока в соседнее междоузлие.
4. Проведен анализ условий миграции МЧПС, различающихся соотношением движущей силы миграции, силы сегрегационного торможения и гомогенизации порошковой стали.
5. Установлено, что формирование качественного межчастичного сращивания, идентифицируемое по гребням вязкого излома и уровню механических свойств, происходит не только при миграции межчастичной поверхности сращивания, сопровождающейся увлечением сегрегационной атмосферы и субмикропор, но и в случае ее отрыва от зернограничных дефектов, реализуемого при превышении движущей силы миграции над силами торможения этого процесса, при условии завершенности гомогенизации порошковой стали.
6. На основании теоретического обобщения результатов исследования разработаны рекомендации их практического использования, положенные в основу установления технологических режимов изготовления сменной насадки отверток на основе железо – графитовой композиции. По предложенной технологии была изготовлена опытная партия насадок. Результаты промышленных испытаний показали их полное соответствие предъявляемым требованиям, увеличение срока службы и снижением себестоимости их изготовления, что подтверждается актом внедрения.
Основное содержание диссертации отражено в следующих работах:
1. , Егоров порошковой стали в условиях электроконтактного уплотнения /, // Изв. вузов. Порошковая металлургия и функциональные покрытия№ 2.- С.20-22.
2. Литвинова высокоплотного материала методом электроконтактного уплотнения/ // Металлург№ 7. - С. 67-68.
3. Литвинова порошковой стали методом электроконтактного уплотнения // / Инновационные технологии в управлении, образовании, промышленности «АСТИНТЕХ 2009»: материалы Междунар. науч. конф.,мая 2009 г. - Астрахань, 2009. - С. 234-236.
4. Литвинова порошковой стали при ее формировании в условиях электроконтактного уплотнения / // Повышение эффективности производства электроэнергии: материалы VII Междунар. науч.-техн. конф., г. Новочеркасск, 30 сент. - 2 окт. 2009 г. - Новочеркасск: ЮРГТУ (НПИ), 2009. - С. 225-229.
5. , Егоров технологических режимов электроконтактного уплотнения на пористость порошковой стали / , // Изв. вузов. Порошковая металлургия и функциональные покрытия№ 1. - С. 28-30.
6. , Егоров свойства порошковой стали, полученной методом электроконтактного уплотнения / , // Металлург№ 1. - С. 65-67.
7. , , Медведев аспекты гомогенизации железографитовой композиции /, , // Металлург№ 6. - С.
Литвинова Татьяна Анатольевна
Формирование порошковой стали
методом электроконтактного уплотнения
Автореферат
Подписано в печать 01.11.2010.
Формат 60´84 1/16. Бумага офсетная. Печать цифровая.
Усл. печ. л. 1,0. Тираж 100 экз. Заказ 48-1067.
Отпечатано в ИД «Политехник»
![]() 32
32

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 |
