

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Лабораторная работа № 3
Ознакомление с устройством сварочного трансформатора ТД-306 и снятие внешних характеристик
Цель работы: Изучение конструкции и принципа работы сварочных трансформаторов для дуговой сварки. Определение внешних вольт-амперных характеристик сварочного трансформатора.
Задание: Определить и построит внешние вольт-амперные характеристики трансформатора ТД-306.
Теоретические сведения:
Источники переменного тока находят применение при ручной дуговой сварке штучными электродами, при механизированной сварка под флюсом и при аргонодуговой сварке легких сплавов.
Для этих целей используют, как правило, однофазные понижающие трансформаторы с нормальным или с увеличенным магнитным рассеянием. Они обеспечивают разделение сварочной цепи и силовой сети, понижение напряжения сети до необходимого для сварки значения, а также регулирование сварочного тока.
Ток, протекающий во вторичной цепи (I2) сварочного трансформатора, является сварочным током. Зависимость напряжения вторичной цепи от сварочного тока U2 = /(I2) называется статической внешней вольт-амперной характеристикой источника питания (ВВАХ).
Условно ВВАХ подразделяются на падающие и жесткие. Каждому виду сварки соответствует определенная крутизна наклона внешней вольт-амперной характеристики. Для аргонодуговой сварки используют наиболее крутые характеристики, для ручной сварки штучными электродами — более пологие, для сварки под флюсом — еще более пологие (рис. 1).
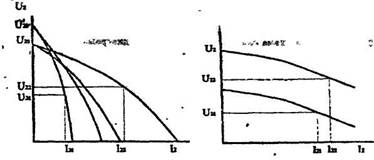
Рже. 1. Внешние вольт-ампервыв характеристики
источников питания дуговой сварки
Качественное сварное соединение невозможно получить при неустойчивой, прерывистой сварочной дуге. В свою очередь, устойчивость горения дуги при том или ином способе можно повысить при правильном выборе источника питания и технологии дуговой сварки, учитывая такие показатели, как тип электрода, характер среды, в которой происходит сварка, степень механизации процесса, способ регулирования режима горения дуги (саморегулирование, автоматическое регулирование напряжения дуги).
Дуга переменного тока неустойчива при ее питании от трансформатора с жесткой характеристикой, поэтому такие трансформаторы применения не находят.
Понижающий трансформатор, используемый в источнике питания дуги переменного тока, может быть с нормальным или увеличенным магнитным рассеянием.
На рис. 2 приведены схемы замещения и векторная диаграмма однофазного сварочного трансформатора.
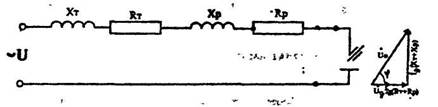
Рис. 2. Упрощенная схема замещения и векторная диаграмма однофазного сварочного трансформатора
Зависимость напряжения на дуге от сварочного тока векторной форме можно записать
![]()
где
Uд - напряжение дуга;
Uо - напряжение холостого хода трансформатора;
Iд - ток дуги;
XТ; КТ — индуктивное и активное сопротивления первичной обмотки, приведенное ко вторичной обмотке трансформатора;
Xр; Кр — индуктивное и активное сопротивления реактивной катушки (регулятора).
Согласно векторной диаграмме, уравнение внешней вольт-амперной характеристики трансформатора имеет вид:

Обычно из-за крайней малости Rт и Rр, ими пренебрегают, и тогда
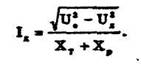
Наличие индуктивности в сварочной цепи обеспечивает получение крутопадающей внешней вольт-амперной характеристики источника питания и дает возможность его настройки на заданный режим сварки.
Таким образом, для получения падающей характеристики источника питания сварочной дуги во вторичную цепь трансформатора с нормальным магнитным рассеянием включают дополнительно реактивную катушку — дроссель, имеющую значительное индуктивное сопротивление.
В сварочных трансформаторах с увеличенным магнитным рассеянием их конструкция обусловливает малое магнитное сопротивление и вследствие этого — увеличенное индуктивное сопротивление, так как:
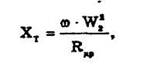
где
w — угловая частота питающей сети;
W2 — число витков вторичной обмотки;
Rmр — магнитное сопротивление на пути потоков рассеяния.
Это также обеспечивает падающую форму вольт-амперных характеристик. Уменьшенное Rmр достигается разнесением первичной и вторичной обмоток по высоте магнитопровода и уменьшением ширины окна магнитопровода.
Уменьшение магнитного сопротивления сварочного трансформатора может быть достигнуто также введением магнитного шунта в окно магнитопровода. При этом индуктивное сопротивление трансформатора становится достаточным для обеспечения падающей вольт-амперной характеристики.
Регулирование тока в выпускаемых сварочных трансформаторах осуществляется с помощью:
— устройств, связанных с применением подвижных обмоток и магнитопроводов в трансформаторах:
— с подвижными обмотками;
— с магнитными шунтами;
— устройств тиристорного регулирования в сварочных трансформаторах с тиристорным регулированием.
Помимо перечисленных, применяются устройства, обеспечивающие подмагничивание магнитопроводов постоянным током (в трансформаторах с подмагничиванием).
Типы сварочных трансформаторов
а) Сварочные трансформаторы с подвижными обмотками
Эти источники питания относятся к группе трансформаторов с увеличенным магнитным потоком рассеяния. Магнитопровод трансформатора стержневого типа.
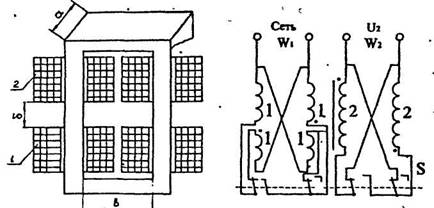
Рис 3. Конструкция трансформатора с подвижными обмотками
и принципиальная электрическая схема
Первичная 1 и вторичная 2 обмотки (рис. 3), разделенные каждая на две катушки, разнесены на магнитопроводе, и сварочный ток регулируется при изменении расстояния между обмотками с помощью ходового винта, пропущенного через верхнее ярмо магнитопровода и гайки, вмонтированной в обойму подвижной обмотки. Магнитное сопротивление на пути потоков рассеяния изменяется в соответствии с:
где
b — ширина окна магнитопровода;
а — толщина пакета магнитопровода;
d — расстояние между обмотками;
mb — магнитная проницаемость воздуха.
Индуктивное сопротивление трансформатора (приведено ко вторичной обмотка) изменяется согласно формуле:
Сварочный ток изменяется согласно формуле:
При минимальной величине окна магнитопровода (рис. 3) b → min и максимальной его толщине а → max магнитное сопротивление мало,
X, имеет величину, достаточную для получения падающей вольтамперной характеристики.
Трансформатор имеет две ступени регулирования (рис. 3). Попарное параллельное соединение катушек обмоток соответствует диапазону больших тонов, последовательное – диапазону малых токов. При последовательном соединении часть витков первичной обмотки отключается, и напряжение холостого хода повышается (см. рис. 1). Это благоприятно сказывается на стабильности горения дуги.
Такого типа трансформаторы ТД, выпускаемые промышленностью на номинальные токи до 250 А (ТД – 102), являются переносными. Передвижные трансформаторы выпускаются на номинальные токи до 500 А (ТД – 300, ТД – 500, ТД – 502, ТД – 504). В последние годы эти трансформаторы постепенно заменяются трансформаторами серии ТДМ (ТДМ – 317, ТДМ – 401. ТДМ – 503). Трансформаторы ТДМ-317-1, ТДМ-401-1,ТДМ-503-1 снабжены ограничителем холостого хода УСНТ-06, снижающим напряжение холостого хода до безопасного значения (12 В), и предназначены для эксплуатации в особо опасных условиях (работа в сырых помещениях, закрытых сосудах).
б) Сварочные трансформаторы с магнитными шунтами
Трансформаторы этого типа выполнены на магнитопроводе стержневого типа с разнесенными первичной и вторичной обмотками (трансформаторы с развитым магнитным рассеянием). В канале между первичными и вторичными обмотками установлен магнитный шунт (рис. 4). Между шунтом и стержнями магнитопровода имеются воздушные зазоры. Разнесение обмоток по высоте магнитопровода обеспечивает падающую внешнюю характеристику трансформатора.
Плавное регулирование сварочного тока осуществляется при введении или выведении шунта из окна магнитопровода, при этом изменяется магнитное сопротивление на пути потоков рассеяния и, следовательно, индуктивное сопротивление. Каждому положению шунта в окне магнитопровода соответствует определенная внешняя характеристика (ее крутизна).

Рис 4. Конструкция трансформатора с подвижным шунтом
и схема соединения обмоток
Для ступенчатого регулирования диапазона сварочных токов в трансформаторах этого типа вторичная обмотка может быть разделена на - секции (рис. 4). Диапазону больших токов соответствует параллельное соединение катушек вторичной обмотки. При переходе на диапазон малых токов дополнительные катушки отключаются, основные включаются последовательно. Переход на диапазон малых токов сопровождает увеличение напряжения холостого хода (рис. 1).
Изменение магнитного сопротивления на пути потоков рассеяния в трансформаторах с магнитным шунтом возможно также при неподвижном магнитном шунте и его подмагничиванием постоянным током с помощью размещенной на нем обмотки управления. При увеличении тока в ней сталь шунта насыщается, растет его магнитное сопротивление на пути потоков рассеяния, при этом индуктивное сопротивление трансформатора уменьшается. Внешняя ВАХ трансформатора становится более пологой.
По этой схеме (с подмагничиваемым шунтом) ранее выпускались трансформаторы для автоматической сварки под флюсом серии ТДФ-1000, ТДФ-1600, однако из-за сложности конструкции выпуск их в настоящее время прекращен.
в) Сварочные трансформаторы с тиристорным регулированием
Тиристорные сварочные трансформаторы — сравнительно новая группа источников питания дуги переменного тока, имеют ряд преимуществ по сравнению с другими источниками питания сварочной дуги — малую массу, более простую конструкцию силового трансформатора, возможность формировать внешнюю характеристику требуемого вида, стабилизировать режим сварки при различных возмущениях. Основным узлом его является тиристорный фазорегулятор (ФР), работающий в комплекте с силовым трансформатором.
Тиристорный ФР может быть установлен как в первичной, так и во вторичной цепи (рис. 5).
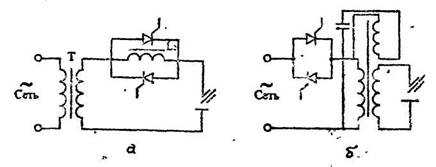
Рве. 5. Принципиальные схемы тиристорных трансформаторов
с цепью подпитки (а), импульсной стабилизацией (б)
Стабильность процесса сварки в тиристорных трансформаторах мозкет сыть достигнута непрерывность. о сварочного тока. При этом используется так называемая цепь подпитки (рис. 5, а), обеспечивающая похождение минимально необходимого тока подпитки дуги (I20) в интервале непроводимости тиристоров (рис. 3, а).
Однако наибольшее распространение получили тиристорные трансформаторы с прерывистым регулированием тока и импульсной стабилизацией (рис.5,6), обеспечивающей надежное повторное возбуждение дуги. В момент φ окончания бестоковой паузы на дугу накладывается стабилизирующий импульс тока (рис.6, б).
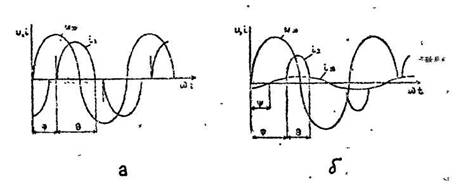
Рис. 6. . Линейные диаграммы напряжения и токов тиристорных трансформаторов с цепью подпитки (а), импульсной стабилизацией (б)
Режим горения дуги в этом случае прерывистый. В трансформаторах, собранных по этой схеме, параллельно первичной обмотке силового трансформатора включена цепь, состоящая из конденсатора и дополнительной импульсной обмотки, которая расположена поверх вторичной обмотки, что обеспечивает достаточную магнитную связь между этими обмотками. При включении любого из тиристоров конденсатор заряжается до текущего значения сетевого напряжения. Зарядный ток конденсатора проходит по дополнительной обмотке трансформатора и вызывает в дуговом промежутке импульс напряжения, достаточный для повторного возбуждения дуги. По окончании периода проводимости тиристора дуги угасает, конденсатор разряжается на первичную обмотку силового трансформатора. В следующий полупериод сетевого напряжения включается второй тиристор, конденсатор заряжается в обратном напряжении, его зарядный ток вызывает стабилизирующий импульс в дуговом промежутке и повторное возбуждение дуги (рис. 6, б).
В настоящее время выпускаются тиристорные трансформаторы для ручной дуговой сварки ТДЭ-402. Силовой трансформатор – стержневого типа с фиксированным повышенным магнитным рассеянием (первичная и вторичная обмотки разнесены по высоте магнитопровода). Отсутствие подвижных частей и стальных шунтов, подверженных при работе вибрациям, позволило сделать силовой трансформатор простым в изготовлении и долговечным в эксплуатации. Фазорегулятор выполнен на тиристорах ТЛ-200, управление тиристорами осуществляется от собственного анодного напряжения. Работают тиристоры при естественном охлаждении. Для автоматической сварки под флюсом выпускаются тиристорные трансформаторы серии ТДФЖ.
Лабораторная установка для снятия внешней вольт-амперной характеристики сварочного трансформатора
Схема лабораторной установки приведена на рис. 7. Источником питания для сварки служит однофазный сварочный трансформатор ТД-306. В качестве нагрузки использован балластный реостат РБ-300. Электроизмерительные приборы (амперметр, вольтметр) фиксируют электрические параметры во вторичной цепи при проведении экспериментов.
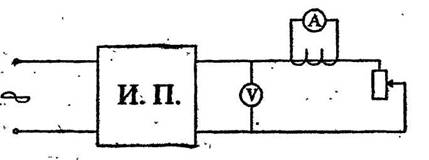
Рис. 7. Принципиальная схема лабораторной установки для снятия спешней вольт-амперной характеристики источника питания дуговой сварки
Сварочный трансформатор ТД-306
Принципиальная электрическая схема трансформатора приведена на рис. 3. Переключение диапазонов осуществляется специальным переключателем барабанного типа, рукоятка которого выведена на верхнюю крышку трансформатора. Здесь же расположено смотровое окно для наблюдения за токоуказательным механизмом секторного типа, закрепленным на магнитопроводе и связанным с первичной обмоткой. Шкала токоуказателя градуирована для двух диапазонов тока при номинальном напряжении питающей сети. На концах шкалы имеются надписи «Стоп», предупреждающие о конце хода подвижной вторичной обмотки. Для подключения сварочной цепи имеются доски зажимов, закрывающиеся защитными крышками. Трансформатор снабжен емкостным фильтром, предназначенным для снижения радиопомех, создаваемых трансформатором при сварке. При пробое конденсаторов первичная обмотка соединяется с кожухом, поэтому включение трансформатора в сеть без заземления не допускается.
Техническая характеристика
сварочного трансформатора ТД-306
Номинальный сварочный ток, А 250
Номинальное рабочее напряжение, В 30
Максимальный сварочный ток, А 300
Максимальное рабочее напряжение, В 32
Режим работы ПН, % 25
Коэффициент полезного действия, % 78
Напряжение холостого хода, В, не более 80
Порядок выполнения работы:
1. Изучить конструкцию сварочного трансформатора с подвижными обмотками ТД-306.
2. Зарисовать схему лабораторной установки.
3. Изменяя величину нагрузки с помощью балластного реостата, получить экспериментальные данные для построения 4-5 ВВАХ. Данные завести в таблицу.
| I | II | III | IV | V | |||||
IД | U2 | IД | U2 | IД | U2 | IД | U2 | IД | U2 | |
А | В | А | В | А | В | А | В | А | В | |
1 . . . 7 |
I-V — различные расположения вторичной обмотки. 4. По результатам экспериментов построить" ВВАХ сварочного трансформатора.
Правила техники безопасности
К выполнению работы допускаются студенты после проведения инструктажа по технике безопасности (ТБ), изучения инструкции по ТБ и отметки в журнале по ТБ.
Содержание отчета
1) Цель работы.
2) Электрическая схема лабораторной установки.
3) Техническая характеристика трансформатора ТД-306.
4) Таблица с экспериментальными данными.
5) Внешние вольт-амперные характеристики, выполненные на бумаге с миллиметровой сеткой.
6) Выводы о возможности регулирования параметрами сварки при использовании сварочного трансформатора ТД-306 для дуговой сварки.
Контрольные вопросы
1) От чего зависит форма ВВАХ источника питания для дуговой сварки?
2) Как подразделяются по форме ВВАХ?
3) Какие способы применяются для регулирования силы сварочного тока в сварочных трансформаторах различного типа?
4) От чего зависит индуктивное сопротивление сварочного трансформатора?
5) Каковы конструктивные особенности сварочных трансформаторов типа ТД, ТДМ, ТДЭ?
6) Как настроить на заданный режим сварочный трансформатор?
7) Какие технические данные необходимо учитывать при выборе трансформатора для дуговой сварки?
