

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Конфиденциально
экз. №единств.
УКРАИНА
АКАДЕМИЯ НАУК ВЫСШЕЙ ШКОЛЫ
Отделение механики и машиностроения
НАУЧНО-ПРИКЛАДНОЕ КОЛЛЕКТИВНОЕ ПРЕДПРИЯТИЕ «МЕХАНИКА»
DISLUT
компьютерная технология прогнозирования основных производственно-технологических показателей на ранних этапах жизненного цикла изделий
Руководитель проекта
Зам. ген. директора
по науке
__________
г. Харьков – 2012г.
СОДЕРЖАНИЕ
| Стр.
| |
1. | Аннотация проекта ………………………………………………….. | |
2. | Основные элементы программы DISLUT для решения задач прогнозирования на базе КД изделий………….. | |
3. | Заключение………………………………………………………………. | |
| ||
1. АННОТАЦИЯ ПРОЕКТА
Компьютерно-интегрированная технология DISLUT предназначена для информационного анализа, синтеза, оптимизации и управления технологическими процессами машиностроительного производства
DISLUT механообрабатывающего производства обеспечивает максимально возможный уровень качества, удовлетворение запросов потребителей и снижения себестоимости продукции.
Программное обеспечение DISLUT базируется на новом разработаном подходе к математическому СИ-моделированию и позволяет: на основе конструкторской документации изделия без разработки конкретных технологических процессов на ранних этапах жизненного цикла определять с определенной ошибкой аппроксимации время изготовления изделия, себестоимость, затраты материальных и энергетических ресурсов и др.; оптимизировать технологические операции, выбирать технологический маршрут; управлять качеством изготовления изделия и т. д.
Методология СИ-моделирования к технологическим системам и процесам включает в себя:
- концепцию определения понятия «техническая информация»;
- методологию численного определения количества, качества и ценности «технической информации»;
- научные положения информационной алгебры;
- формализацию законов «технической информации»;
-методологию системно-информационного моделирования (СИ-моделирования);
- разработку системно-информационныех моделей (СИ-моделей) процессов и систем;
- методы системно-информационного анализа и синтеза процессов и систем;
- критические технологии машиностроения на базе СИ-моделей.
DISLUT содержит CAM технологию синтеза технологических процессов механообработки на основе СИ-моделей формообразования: показателей информационной интенсивности переработки информации (Wj ® max) и минимального количества переработанной информации формообразования (S Iпер ® min)
Технология DISLUT на базе математического обеспечения позволяет.
1. Прогнозировать показатели технологических процессов на ранних этапах жизненного цикла изделия: материальные и энергетические затраты на производство, технологическое время изготовления изделия и т. д.
2. Формировать электронные технологические паспорта технологического оборудования
3. Оптимизировать технологический процесс на основе критерия (Wj ® max) информационной интенсивности технологического оборудования.
4. Оптимизировать технологический процесс на основе критерия (S mIпер ® min) переработанной информации.
5. Оптимизировать параметры процесса резания для данного метода обработки на основе критерия (S Iпер ® min) переработанной информации срезаемого слоя.
|
|

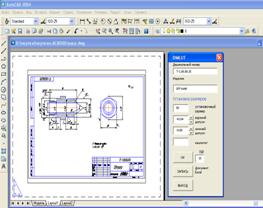
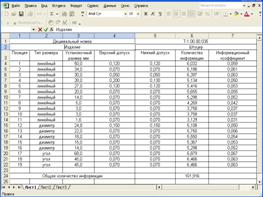
Рис.1. Элементы САМ технологии DISLUT
7. Оперативно решать задачу выбора маршрута обработки при смене изделия или выпускаемой партии на основе критерия (Wj ® max) информационной интенсивности технологического оборудования.
8. Решать задачу повышения экономической эффективности производства изделий с позиции уменьшения стоимости переработки 1 бит информации.
Алгоритм DISLUT решения задач САМ технологий имеет вид:
Последовательность решения задач алгоритма:
1. На этапе конструирования изделия по КД определяется: количество информации размеров; информационное согласование размеров; размерных цепей и допусков; количество информации шероховатости, качества поверхности деталей – на основе полученной информации решаются задачи прогнозирования основных технико-экономических показателей производства изделий на конкретном предприятии (при этом учитывается устоявшаяся технология производства на предприятии).
2. На этапе технологической подготовки производства определяется: количество информации поверхностей формообразования деталей; информационное согласование параметров точности формообразования; количество информации срезаемого слоя; информационное согласование параметров режимов резания; – на основе полученой информации и электронных технологических паспортов технологического оборудования синтезируются технологические операции и процессы.
3. На этапе производства определяется: количество информации настройки оборудования; переработки информации при формообразовании; информации контрольных измерений; информационное согласование процесса формообразования; – на основании полученной информации решаются задачи автоматизированного управления качеством изготовления изделий.
На основе поведенных исследований определено количество энергии, затрачиваемое технологическим оборудованием на переработку 1 нит информации срезаемого слоя, которое зависит от материала заготовки, метода обработки и материала инструмента.
Данные закономерности используются для решения задач прогнозирования на ранних этапах ЖЦИ.
Таблица1. Удельные затраты энергии на переработку информации формообразования резанием
Метод обработки | Rz мкм | Td мкм |
Ват/нит | Jф (формообразования) |
Точение: черновое получистовое чистовое тонкое | 50 – 100 30 – 50 15 – 29 6 – 10 | 180 – 460 40 – 60 20 – 30 5 – 20 | 5 – 20 |
|
Фрезерование: черновое чистовое тонкое | 80 – 160 20 – 50 3 – 6 | 100 – 250 60 – 90 1 – 3 | 1 – 15 |
|
Сверление: черновое глубокое | 80 – 160 15 – 30 | 210 – 250 21 – 25 | 1 – 10 |
|
Зенкование: черновое чистовое | 30 – 50 20 – 30 | 20 – 30 10 – 15 | 1 – 5 | |
Развертывание предварительное чистовое | 10 – 20 6 – 10 | 10 – 15 3 – 5 | 1 – 5 |
Проведенный анализ технологических процессов и систем машиностроительных производств позволил выявить закономерности взаимосвязей производственно-экономических и информационных показателей.
1. Изготавливаемое изделие обладает конечным количеством информации, которое объективно отражает количество вложенного в него труда при его создании.
Любой способ производства выражается через систему информационных отношений производственных объектов.
Производственный объект является тем более экономичным в
изготовлении, чем меньшим количеством информации, которой он владеет, обеспечивается его служебное назначение.
2. Затраты материальных, трудовых и энергетических ресурсов на производство изделий корреляционно связанны с количеством информации в системе информационных отношений объектов, участвующих в технологическом процессе.
3. Показатели качества изготовленного изделия корреляционно связанны с числовыми значениями потерь или излишка количества информации в системе информационных отношений объектов, участвующих в технологическом процессе.
4. Показатели эффективности производства изделий корреляционно связанны с числовыми значениями качества и ценности информации в системе информационных отношений объектов, участвующих в технологическом процессе.
Вскрытые методологией СИ-моделирования закономерности связей энергии вещества и информации могут использоваться при решении различных задач в самых разных сферах человеческой деятельности: наука, производство, эксплуатация машин, экономика, экология, медицина ит. д.
Основные положения методологии СИ-подхода дадут наибольший эффект при разработке ПО компьютерных технологий при решении задач производства, а также для различных сфер общественной деятельности. (lutskyy-s-v.com.ua)
2. ОСНОВНЫЕ ЭЛЕМЕНТЫ ПРОГРАММЫ DISLUT
для решения задач прогнозирования на базе КД изделий
Программа DISLUT предназначена для использования АСУП и плановым отделами предприятия для решения задач прогнозирования технико-экономических показателей изготовления новых изделий на ранних этапах жизненного цикла производства.
Интерфейс пользователя представляет собой базу данных состоящую из набора таблиц, в которые вносится информация по следующим полям.
Сводная таблица:
1. N - Порядковый номер детали.
2. Дец_нум – Децимальный номер чертежа.
3. Издел – Наименование изделия.
4. Мат – Материал.
5. Клас – Классификация деталей.
6. Стоимость - Цена изделия коп.
7. Кф_ст – Коэффициент стоимости.
8. Вр_изг – Время изготовления детали мин.
9. Кф_изг – Коэффициент основного времени изготовления детали.
10. Отходы – Отходы материала гр.
11. Кф_отх – Коэффициент отходов материала.
12. Кл_информ – Количество информации.
13.Файл данных.
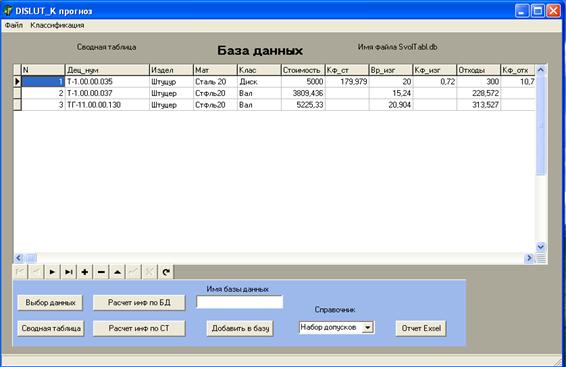
Рис2. Сводная таблица.
В нижней части таблицы находится навигатор БД который позволяет работать с таблицей в режиме редоктирования.
![]()
Назначение клавиш расписаны слева на право.
1. К первой записи.
2. К предыдущей записи.
3. К следующей записи.
4. Добавить запись.
5. Удалить запись.
6. Редактирование.
7. Сохранить запись.
8. Отменить.
9. Обновить.
Для перехода к вводу параметров чертежа необходимо активизировать кнопку ВЫБОР ДАННЫХ.
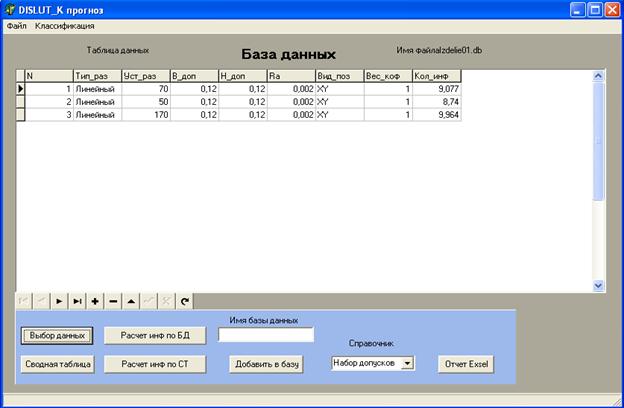
Рис2. Интерфейс пользователя БД.
Поля в данной таблицы распределяются следующим образом:
1. N- Порядковый номер размера.
2. Тип_раз – Тип размера.
3. Уст_раз – Установочный размер мм.
4. В_доп – Верхний допуск мм.
5. Н_доп – Нижний допуск мм.
6. Ra – Шероховатость мм.
7. Вид_поз – Вид проекции.
8. Вес_коф – Весовой коэффициент сложности.
9. Кол_инф – Количество информации.
После ввода всех параметров детали в окне ‘Имя базы данных’ вводится путь и имя БД и активизируется кнопка ‘Добавить в базу’.
При необходимости можно воспользоваться справочной информацией где предоставлены допуска по всем квалитетам.
Расчет количества информации по БД и сводной таблице осуществляется соответственно нажатием клавиш ‘Расчет инф по СТ’ и ’Расчет инф по БД’.
Значения по информации заносятся в БД автоматически.
Все детали классифицируются по техническим требованием создания ГПС.
Программа позволяет сделать отчет для дальнейшей проработки технологам предприятия для решения задач технологической подготовки производства.
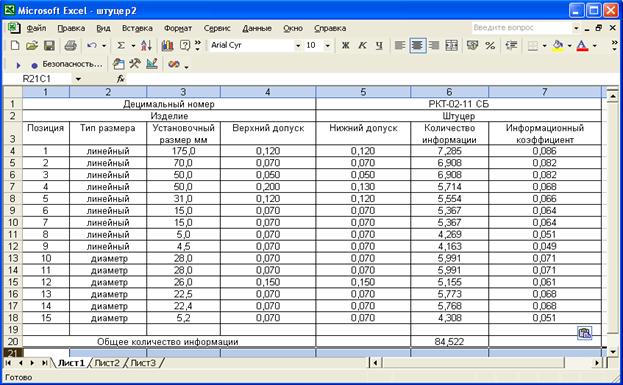
Рис3.Отчет Exsel.
Перед тем как запустить программу необходимо установить BDE Administrator который входит в состав программного обеспечения. В администраторе следует установить путь и папку где находится БД.
3. ЗАКЛЮЮЧЕНИЕ.
На разработку программного обеспечения (ПО) машиностроительных производств в мире затрачивается сотни млрд. долл. США в год. Математический аппарат СИ-подхода позволяет значительно уменьшить затраты на разработку ПО для анализа, прогнозирования и управления состоянием производственных объектов.
По оценке Gartner, в 2011 г. мировой рынок ПО для машиностроительных производств вырос на 20,7%.
Согласно прогнозу Gartner, в период гг. объем мирового рынка компьютерных интегрированных технологий машиностроения вырастет более чем вдвое с $68,3 млрд. до $148,8 млрд.
