
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
отсюда
 .
.
Определяют диаметр делительной окружности колеса и шестерни
d=mt∙Z=mn∙Z/cosβ.
Определяют окружной Рt и нормальный Рn шаг зубьев
Рt =π∙mt,
Рn = Рt∙ cosβ.
Результаты замеров и расчетов заносят в лабораторный журнал или таблицу отчета.
4.7.4 Определение параметров, характеризующих условия смазки зубчатых передач редуктора рисунок 4.12.
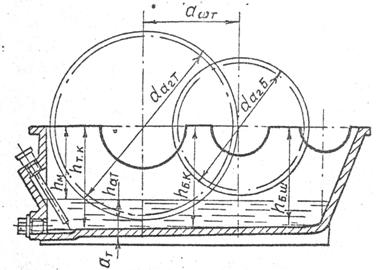
Рисунок 4.12
Измеряют расстояние от плоскости разъема до дна корпуса hт. к , hт. ш. по осям колес тихоходной и быстроходной передач.
Измерения производят с помощью двух линеек: одну ставят ребром на плоскость разъема, другой измеряют расстояние о этого ребра до дна корпуса.
Измеряют расстояние от плоскости разъема до отметки верхнего уровня масла на маслоуказа
Рассчитывают глубину погружения тихоходного колеса в масло пр верхнем его уровне в единицах модуля mn.т
 .
.
Определяют зазор между дном корпуса и тихоходным колесом
ат=hт. к–0,5∙da2т .
Примечание. При погружении в масло также и колеса быстроходной ступени по аналогичным формулам находят глубину погружения hО. Б /mn.Б и зазор аБ.
Результаты измерений и расчетов заносят в лабораторный журнал или таблицу отчета.
4.7.5 Определение допускаемого крутящего момента на выходном валу редуктора.
Для косозубых цилиндрических колес тихоходной ступени допускаемый крутящий момент из условия контактной выносливости определяют по зависимости [5]
 ,
,
где [σн ] – допускаемое контактное напряжение, МПА;
Кн – коэффициент нагрузки при расчете на контактную выносливость;
Кнα – коэффициент, учитывающий распределение нагрузки между зубьями.
Точные значения [σн], Кн, Кнα принимают при известной степени точности зубчатой пары, материале зубчатых колес и их термообработке, расположении колес относительно опор, частоте вращения и режиме работы механизма.
Для приближенного определения крутящего момента Т3 (в ньютонах-метрах) можно принять: при термической закалке колеса и шестерни [σн]=800 МПа, при термическом улучшении обоих колес [σн]=500 МПа; Кн ∙ Кнα=1,3.
4.7.6 Сборка редуктора.
Проверка качества зацепления зубчатых передач
Конструкция редуктора позволяет осуществлять узловую сборку. Отдельно собираются узлы, требующие применения пресса (колеса, валы, подшипники). Далее собранные узлы монтируют в корпусе редуктора без особых усилий.
Устанавливают в основание корпуса 1 валы 14, 18, 29 в сборе с зубчатыми колесами 23, 31, подшипниками 21, 30, 33, маслоотражательными шайбами 32 и распорными втулками 17, 25. Входной 14 и выходной 18 валы устанавливают вместе со сквозными крышками 15, 20.
Вставляют в пазы основания корпуса 1 врезные крышки 24, 28, между наружными кольцами подшипников и крышками устанавливают компенсирующие кольца 27.
Проверяют пятно контакта цилиндрических зубчатых передач, визуально оценивают качество их изготовления.
Тщательно протирают зубья, наносят тонкий слой краски на боковые поверхности двух-трех равноудаленных друг от друга зубьев ведущих колес, поворачивая их определяют расположение и размеры пятен касания на зубьях ведомых колес.
Определяют относительные размеры пятна контакта в процентах, рисунок 4.13
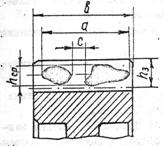
Рисунок 4.13
по длине зуба – отношением расстояний между крайними точками следов прилегания, за вычетом разрывов, превосходящих величину модуля, к полной длине зуба
 ;
;
по высоте зуба – отношением средней высоты пятна прилегания по всей длине зуба к его рабочей высоте
 .
.
Размеры а, в, с замеряют штангенциркулем. Рабочая высота зуба h3≈2∙mt . Пятно контакта определяют на трех зубьях и вычисляют по среднему значению.
Соответственно полученным размерам пятна контакта согласно нормам контакта зубьев в передаче, таблица 4.3, определяют степень точности каждой зубчатой пары редуктора.
Завершают сборку редуктора
Устанавливают по штифтам 22 крышку редуктора 8 и притягивают ее винтам к основанию корпуса 1.
Ввинчивают пробку 2 для слива масла, вставляют маслоуказатель 3, привинчивают крышку люка 10.
Таблица 4.3 – Нормы контакта зубьев в передаче в % по ГОСТ 1643-81
Параметры | Степень точности | |||
7-я | 8-я | 9-я | ||
Пятно контакта | по высоте не менее… по длине не менее… | 45 60 | 40 50 | 30 40 |
Контрольные вопросы к лабораторной работе
1 Назначение, устройство и классификация редуктора.
2 Чем объясняется преимущественное применение в современных редукторах косозубых и шевронных передач? Какими преимуществами и недостатками характеризуется одинаковое и различное направление зубьев шестерни и колеса на промежуточном валу редуктора?
3 Какое конструктивное решение расположения шестерни на входном, а колеса на выходном валу: ближе к опоре выходного конца вала или ближе к противоположной опоре, более выгодно и почему?
4 Чем объясняется то, что ширина венца шестерни принимается на 3…5 мм больше ширины венца колеса?
5 Как осуществляется регулировка подшипниковых узлов7 Назначение компенсирующих колец и прокладок?
6 Преимущества и недостатки врезных крыше подшипников перед привертными?
7 Для чего при изготовлении корпусных деталей редуктора между ними ставятся штифты?
8 Как обеспечивается герметичность в плоскости стыка корпуса и крышки редуктора? Назначение отжимных винтов?
9 Какие конструктивные решения предусмотрены для захвата при подъеме и транспортировке корпусных деталей и собранного редуктора?
Лабораторная работа № 5 Изучение конструкции, определение основных параметров, разборка и сборка червячного редуктора
5.1 Цель работы
Цель работы: а) ознакомление с конструкцией червячного редуктора; б) определение параметров червячного зацепления, габаритных и присоединительных размеров редуктора; в) ознакомление с методикой регулировки подшипников и зацепления червячной передачи при сборке редуктора; г) вычисление допускаемого крутящего момента на выходном валу редуктора.
5.2 Общие сведения о редукторах. Конструкция и описание редуктора
Червячные редуктора – это механизмы с червячной передачей, служащие для передачи мощностей от двигателя к рабочей машине с соответствующим понижением угловых скоростей и повышением крутящих моментов, выполненные в виде отдельных агрегатов.
Редуктор, рисунок 5.1 состоит из следующих основных деталей: 1 – червяк; 2 – корпус; 3 – пакет прокладок; 4 – крышка торцовая проходная; 5 – подшипник с коническими роликами; 6 – манжетное уплотнение; 7 – маслосливная пробка; 8 – крышка смотрового отверстия; 9 – жезловый маслоуказатель; 10 – крышка торцовая глухая; 11 – винт; 12 – крышка люка; 13 – втулка-отдушина; 14 – пакет прокладок; 15 – крышка торцовая проходная; 16 – винт; 17 – венец червячного колеса; 18 – винт; 19 – пакет прокладок; 20 – подшипник с коническими роликами; 21 – крышка торцовая глухая; 22 – центр червячного колеса; 23 – вал червячного колеса.
Червячная передача состоит из цилиндрического червяка 1 (винта с трапециедальной или близкой к ней резьбой) и червячного колеса 17, рисунок 5.1, с зубьями дуговой формы, охватывающими часть червяка.
Расположение червяка в передаче может быть верхним рисунок 5.1, нижним, рисунок 5.2 и боковым. Верхнее расположение червяка применяется при окружных скоростях свыше 4…5 м/с. Смазка зацепления в этом случае осуществляется окунанием колеса в масло. При расположении червяка под колесом предельно допустимый уровень масла должен проходить по центрам тел качения подшипников рисунок 5.2. При погружении червяка в масло менее чем на 2,5 m , где m - модуль червяка, для подачи масла в зацепление применяются разбрызгиватели.
Червяка, как правило, изготавливают из стали и выполняют заодно целое с валом. Боковые поверхности витков червяка закаливают до высокой твердости, затем витки шлифуют или полируют, что позволяет повысить стойкость червячной пары против заедания.
Червячные колеса в зависимости от размеров делают цельными или составными в целях экономии цветных металлов. Венец червячного колеса 17 (редуктор РЧН-80), 19 (редуктор РЧП-100) изготавливают из бронзы или латуни, а центр колеса 22 из стали ил серого чугуна. В тихоходных передачах с окружными скоростями на червяке до 2 м/с червячные колеса иногда целиком изготавливают из серого чугуна. При единичном и мелкосерийном производстве зубчатый венец соединяют с центром червячного колеса посредством посадки с гарантированным натягом и винтов 16 в РЧН-80 и 17 в РЧП-100. Винты ввертываются в стык венца и центра. При ослаблении посадки со временем при нагреве они играют роль шпонок. После затяжки головки винтов срезают заподлицо с торцем. В среднесерийном, крупносерийном и массовом производстве бронзовый венец преимущественно наплавляют на центр.
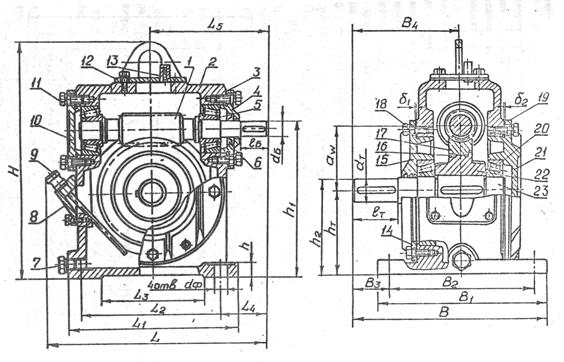
Рисунок 5.1
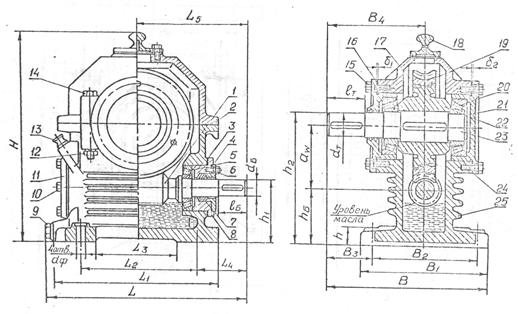
Рисунок 5.2
Центр червячного колеса наплавляют на вал 23 (РЧН-80), (РЧП-100) с натягом, чтобы предотвратить угловые колебания колеса относительно оси червяка.
В опорах червяка и червячного колеса устанавливают радиально-упорные шариковые или конические роликовые подшипники 5 и 20 в РЧН-80 и 21 в РЧП -100, воспринимающие радиальную и осевую нагрузку. Внутренние кольца подшипников насаживают на вал с натягом, чтобы исключить проворачивание шейки вала и развальцовку посадочных поверхностей. Наружные кольца подшипников в корпусе устанавливают с незначительным зазором, облегающим осевое перемещение колец при регулировке натяга подшипников и осевого положения колеса.
В крышках 4 и 15 в РЧН-80 и 16 в РЧП-100, через отверстия которых выходят концы валов червяка и червячного колеса, помещают уплотнения 6 (РЧН-80), 7 (РЧП-100) для предотвращения вытекания смазки из редуктора и предохранения подшипников зацепления от попадания пыли и грязи.
На быстроходном валу редуктора РЧП-100 уплотнение выполнено в виде колец из технического фетра, пропитанного маслом. Пожатие фетра в калу осуществляется крышкой 4 с помощью шпилек 6. Такие уплотнения недостаточно надежны и применение их весьма ограниченно. Более современные манжетные уплотнения применены на быстроходном валу редуктора РЧН-80. На тихоходных валах редукторов применены уплотнения щелевого типа в виде кольцевых канавок на крышках подшипников 15 (РЧН-80), 16 (РЧП-100). Со стороны второй опоры валов червяка и червячного колеса устанавливают глухие крышки 10, 21 в РЧН-80 и 11, 21 в РЧП-100.
Корпуса червячных редукторов конструируют двух исполнений: неразъемные(при аω≤160 мм) и разъемные с плоскостью разъема по оси вала червячного колеса. Обычно корпус редуктора отливают из чугуна, иногда – из легких сплавов. При единичном или мелкосерийном производстве корпус может быть сварным. Корпус редуктора РЧН-80 выполнен неразъемным. Для монтажа комплекта вала с червячным колесом по боковым стенкам редуктора предусмотрены отверстия с диаметром, большим наибольшего диаметра колеса. Отверстия закрыты боковыми крышками 15 и 21. Редуктор РЧП-100 выполнен с разъемным корпусом и состоит из крышки 2 и основания корпуса 25, скрепляемых болтами 14 с гайками 12. Отверстия в корпусе закрыты боковыми крышками 8 и 11.
В корпусе 2 и крышках 15, 21 редуктора РЧн-80 и в основании корпуса 25 редуктора РЧП-100 имеются ребра для повышения жесткости и увеличения поверхности охлаждения.
Корпус служит также резервуаром для смазки зацепления. Для заливки масла в корпусе редуктора предусматривают люк, закрытый крышкой 12 в РЧН-80 и 18 в РЧП-100. Уровень масла в редукторе определяют через контрольное отверстие или с помощью жезлового маслоуказателя 9 в РЧН-80 и 13 в РЧП-100. Слив масла осуществляется через спускное отверстие, закрытое пробкой 7 в РЧН-80 и 9 в РЧП-100.
Во втулке 13 (редуктор РЧН-80) или рукоятке крышки люка 18 (редуктор РЧП-100) делают отверстие-отдушину, назначение которой – выравнивание давления воздуха, нагревающегося внутри корпуса при работе редуктора, по отношению к атмосферному.
Контроль за правильностью зацепления и наблюдение за расположением пятна контакта и его величиной при регулировке осевого положения червячного колеса в редукторе РЧП-100 осуществляется через люк в крышке корпуса, в редукторе РЧН-80 – через смотровое окно в узкой боковой стенке корпуса. После сборки редуктора это окно закрывают крышкой 8, в которую монтируют маслоуказатель 9.
5.3 Порядок проведения работы
5.3.1 Определение габаритных и присоединительных размеров редуктора
Перед определением габаритных и присоединительных размеров производят внешний осмотр редуктора, сверяют его соответствие общему виду на чертеже.
Под габаритными понимают наибольшие размеры редуктора по длине, высоте и ширине.
Присоединительными называют размеры редуктора, определяющие подбор сопрягаемых с ними деталей, а также размеры, требуемые для монтажа редуктора на плите или раме. К ним относятся:
а) диаметры и длины выходных концов быстроходного и тихоходного валов и размеры, определяющие их расположение относительно опорной поверхности;
б) размеры отверстий под болты для крепления редуктора и размеры, определяющие их расположение;
в) размеры установочной плоскости редуктора.
Замеряемые размеры (см. таблицу 5.1) заносят в лабораторный журнал или таблицу 5.1 отчета, оформляемого по прилагаемой форме.
5.3.2 Определение межосевого расстояния редуктора по данным измерений
 .
.
Расчетное значение аω следует округлить до стандартного по ГОСТ 2144-76*
1-ряд: 40, 50, 63, 80, 100, 125, 160, 200, 250, 315, 400, 500, 630, 800, 1000.
2-ряд: 71, 90, 112, 140, 180, 224, 280, 355, 450, 560, 710, 900, 1120, 1400.
5.3.3 Разборка редуктора, ознакомление с его конструкцией
Определение параметров червячного зацепления
При изготовлении червячной передачи стандартным режущим инструментом расшифровка червячного зацепления производится путем замера отдельных элементов червяка и червячного колеса, рисунок 5.3, и последующего расчета остальных элементов и параметров зацепления. Полученные значения параметров червяка и червячного колеса округляют до стандартных значений
Таблица 5.1 – Замеряемые габаритные и присоединительные размеры редуктора
Замеряемые величины, мм | Обозначение размера | Мерительный инструмент, формула |
Габаритные размеры: длина ширина высота | L B H | угольник, линейка штангенрейсмас |
Присоединительные размеры | ||
Быстроходный вал: диаметр длина вылет Тихоходный вал: диаметр длина вылет | dБ lБ L5 DТ LТ В4 | штангенциркуль линейка линейка, угольник штангенциркуль линейка линейка, угольник |
Вспомогательный размер | h1 | штангенрейсмас |
Вспомогательный размер | h2 | штангенрейсмас |
Расстояние от опорной поверхности нижнего фланца редуктора до оси: червяка колеса | hБ hT | |
Толщина нижнего фланца | h | |
Размеры опорной поверхности нижнего фланца | L1, B1, L3 | линейка |
Размеры опорной поверхности между осями отверстий под болты для крепления редуктора | L2, B2 | |
Диаметр отверстия под болт для крепления редуктора | dф | штангенциркуль |
Расстояние от оси отверстия под болт до торца выходного конца: Быстроходного вала Тихоходного вала | L4 B4 | линейка, угольник |
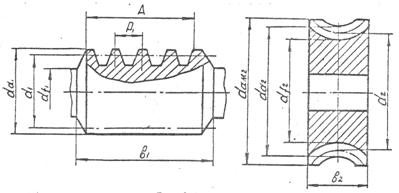
Рисунок 5.3
Подлежащие замеру элементы червяка и червячного колеса приведены в таблице 5.2.
Таблица 5.2 - Замеряемые элементы червяка и червячного колеса
Замеряемые параметры | Обозначение | Мерительный инструмент |
Число заходов червяка | Z1 | |
Шаг осевой | P1 | Линейка |
Длина нарезанной части червяка | B1 | Штангенциркуль |
Диаметр вершин витков червяка | da1 | Штангенциркуль |
Число зубьев червячного колеса | Z2 | |
Диаметр вершин зубьев червячного колеса | da1 | Штангенциркуль кронциркуль |
Наибольший диаметр червячного колеса | daM2 | Штангенциркуль |
Ширина венца червячного колеса | B1 |
Порядок расчета параметров червячного зацепления по результатам замеров следующий:

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 |
