
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Гомогенизация – процесс приведения стекла к состоянию химической однородности. В следствии разнородности исходных гранулометрического и химического состава компонентов шихты жидкое стекло состоит из частиц малых объемов различных сплавов между которыми есть границы раздела. Тепловое и механическое движение частиц возникающее при проваре и осветлении в стекле, растягивает частицы имеющие разный химический состав и показатели преломления, в потоки, одиночные волокна – свили. Выравнивание составов потоков происходит путем диффузии. Гомогенизация ускоряется движением пузырей, конвекционных потоков и мешалки, растягивающих потоки грубых свилей в тонкие волокна, которые исчезают в результате диффузии.
Охлаждение необходимо для получения стекла вязкостью обеспечивающей ее отлив из стекло варенного сосуда. При охлаждении в стекле продолжаются процессы осветления и гомогенизации. Режим охлаждения должен выдерживаться строго по графику – чтобы избежать появление кристаллизации. Нарушение теплового и концентрационного равновесия, самопроизвольного выделения по всему объему газов в виде мельчайших пузырей.
2. Технологические операции варки оптического стекла
Построение технологического процесса варки оптического стекла различных марок в общем одинаковы. Различие заключается в графике температурных режимов, и во времени затрачиваемом на различные операции. Регулировка процесса варки преследует цель получения стекла наивысшего качества с минимальными пороками и дефектами. Технологический процесс варки оптического стекла делят на последовательно выполняемые во времени операции:
1) выводка горшка;
2) засыпка и провар шихты;
3) осветление расплава;
4) охлаждение стекла.
Выводка горшка заключается в том, что стекловаренный горшок перемещают из печи обжига (температура °C) в стекловарную печь (температура 850-900°C). Горшок центрируют относительно оси вращения мешалки для обеспечения равномерности перемешивания. Потом для повышения сопротивления стенок горшка горячего стекла его нагревают до температуры °C и выдерживают 2-4 часа. Потом охлаждают в печи до уровня необходимого для засыпки шихты. Полное время выводка горшка – 10-15 часов.
Засыпка и провар шихты – на дно горшка засыпают возвратный бой из предыдущего стекла чтобы создать на дне слой стекла толщиной в несколько сантиметров защищающего дно горшка от разъедания расплавляющейся смеси стекла. После бурления разваренного боя засыпку смеси стекломатериала производят так, чтобы вершина образовавшегося конуса была на уровне среза горшка. Сверху этот конус покрывают слоем боя для ускорения образования расплава и уменьшения улетучивания компонентов шихты. Шихту засыпают в 3-5 приемов, последовательно перемешивая шихта и возвратный бой.
Осветление расплава начинается с повышения температуры в печи на 100°C и бурления стекла – берут мокрую осиновую чурку, набивают на конец стержня из жаропрочной стали не образующей оксиды и водят чурку в круговую не касаясь стенок горшка при этом вода из чурки испаряется и образует много крупных пузырей которые вызывают бурление стекла. Потом вводят в стекло разогретую предварительно мешалку, начинают перемешивание при малой частоте вращения, т. к. расплав еще вязок, особенно в нижних, более холодных слоях. В начальный период перемешивания способствуют температуре стекла по вертикали и проваривают шихта. Потом постепенно увеличивают скорость вращения до затвердевания провара шихты, т. е. когда начинается интенсивное удаление пузырей. Продолжительность осветления расплава – 4-5 часов.
Охлаждение стекла начинается после того когда количество пузырей уменьшается до допустимого предела. Сначала охлаждение ведут понижением температуры на 50-60°С/ч, и не уменьшают частоты вращения мешалки т. к. осветление расплава еще продолжается. При достижении расплавом вязкости 10 Па·с с поверхности стекла снимают слой стекла с пеной на глубину до 50 см. Потом скорость мешалки увеличивают, чтобы избавить стекло от оставшихся химических неоднородностей – гомогенизировать. С понижением температуры вязкость стекла повышается, и скорость мешалки уменьшается. При вязкости Па·с мешалку извлекают, открывают печь и вывозят стекловаренный горшок, потом начинается этап разделки стекла. Охлаждение стекла длится до 35-40 часов.
3. Пороки и дефекты стекла
Пороки оптического стекла – инородные включения: пузыри, свили, кристаллы и камни, которые образуются в процессе варки стекла в стекловаренных сосудах из-за разъедания и откалывания их стенок
. Дефекты оптического стекла – отклонение фактических значений показателя преломления, дисперсии и светопоглощения от номинальных значений, установленных для данной марки стекла соответствующими нормативными документами и техническими условиями на его изготовление
. Пузыри всегда есть в стекле – имеют размер 0,01-5 мм, крупные пузыри легче выходят из стекла в процессе его варки, а мелкие остаются в стекломассе. Наименее пузырные – кроны, легкие флинты и флинты, наиболее пузырны – тяжелый крон и тяжелый флинт. Главный способ удаления пузырей и уменьшения пузырности стекла, соответственно – повышение температуры варки и интенсивное перемешивание стекломассы в стекловаренных сосудах.
Свили обнаруживают в стекле как разделения объемов стекла отличающихся один от другого показателями преломления и химическим составом. Бывают грубые слоистые и тонкие одиночные нитевидные свили. Разность показателей преломления в свильных объемах оптического стекла колеблется от 10-6 до 0,1·10-6. Свили образуются также в результате растворения материала стенок горшка и корпуса мешалки в стекломассе, которые приводят к изменению химического состава сваренного стекла. Чтобы избавится от них необходимо проводить интенсивное перемешивание и постепенное медленное охлаждение стекла.
Кристаллы выделяются из самой стекломассы, или привносятся в нее огнеупором. Согласно ГОСТ 3514-76 размеры кристаллов приравниваются к пузырям. При нарушении режимов варки может начаться недопустимая кристаллизация стекла. Чтобы ее избежать необходимо как можно быстрее проходить температурную область кристаллизации стекломассы.
Камни привносятся в стекло извне, достаточно редкий порок стекла, может возникать еще из-за разъедания стекломассой дна горшка. Кусок керамики от горшка попадает в стекло, под ее воздействием округляется, уменьшается в размерах и превращается в тонкую свиль.
Отклонение показателя преломления ne и дисперсии nF'nC' – происходят из-за привнесения в стекло компонентов разъедания стенок горшка и неравномерности улетучивания компонентов смеси сырьевых материалов в процессе варки. Эти два процесса затрудняют получение хорошей повторяемости состава стекла от одной варки к другой в промышленных условиях.
Светопоглощение в оптических стеклах достигает 0,4-1,5 % на 1 см длинны хода луча света в стекломассе, а в сверхпрозрачных стеклах 0,1-0,15 % на 1 см хода луча света, соответственно. Основная причина повышения светопоглощения – это наличие дополнительных примесей в стекломатериале, возвратном бое, керамике горшков и мешалок. Наиболее вредные примеси – окислы железа, хрома, никеля, кобальта, которые повышают светопоглащение в стекле. Понижение светопоглощения достигается путем использования химически чистых и тщательно обогащенных стекломатериалов стекловарения, применением технологической оснастки дополнительно защищенной от соприкосновения сырьевой шихты с железными корпусами используемого технологического оборудования.
Лекция 9. Производство стёкол с особыми свойствами и выращивание кристаллов
1.Цветные оптические стёкла
Варят из шихты основного Ca-Na, Ca-K-Na стекол, в состав которых дополнительно вводят красители в количестве 0,2 – 10% по массе. В качестве основных молекулярных красителей используют соединения:
1)Со (СоО) – окрашивают в синий цвет;
2)Сu и Fe (CuO и FeO) – окрашивают в красный цвет;
3)Ni (NiO) – окрашивают в фиолетовый цвет;
4)Cr (![]() ) – окрашивают стёкла в зелёный, жёлтый и оранжевый цвета;
) – окрашивают стёкла в зелёный, жёлтый и оранжевый цвета;
5)![]() - поглощают инфракрасные излучения – теплофильтры.
- поглощают инфракрасные излучения – теплофильтры.
Кроме концентрации красителей на окраску стёкол влияют температурные условия, продолжительность варки, окислительно-востановительные свойства печи, соотношение в составе основного стекла кислотных и основных окислов. Это связано с тем, что такие красители как ![]() имеют переменную валентность в соединениях с
имеют переменную валентность в соединениях с ![]() и образуют при определённых условиях соли с различной окраской.
и образуют при определённых условиях соли с различной окраской.
2. Оптические ситаллы
Оптические ситаллы имеют основу из стекла ![]() . Кристаллизация в стекле вызывается введением в его состав катализатора
. Кристаллизация в стекле вызывается введением в его состав катализатора ![]() и последующей обработкой в твёрдой фазе. Термообработка происходит в электропечах по режиму, предусматривающему 2 степени выдержки (рис 9.1).
и последующей обработкой в твёрдой фазе. Термообработка происходит в электропечах по режиму, предусматривающему 2 степени выдержки (рис 9.1).
· 1-я выдержка при температуре ![]() =1800°С обеспечивает условие для равномерного образования множественных центров кристаллизации по всему объёму.
=1800°С обеспечивает условие для равномерного образования множественных центров кристаллизации по всему объёму.
· 2-я выдержка при температуре ![]() - интенсивный рост кристаллов до заданных размеров.
- интенсивный рост кристаллов до заданных размеров.
Оптические ситаллы выпускают в заготовках, имеющих форму дисков или листов с наибольшим размером до полутора метров.
3. Оптическое кварцевое стекло.
Оптическое кварцевое стекло варят из природного горного кварца, предварительно подвергающегося тщательной сортировке, комплексному обогащению и помолу на крупу размером зёрен до 0,1 мм. Допустимое содержание посторонних примесей не должно превышать ![]() %. Одним из основных методов варки кварцевого стекла является вакуум – компрессионный. Для этого кварцевую трубку загружают в тигель вакуумно-компрессионной печи и нагревают под вакуумом до расплавления при температуре Т=1800¸1850°С. после этого в печь под давлением подаётся газ: азот, аргон или углекислота. Вакуумные межкусковые пустоты стекла под давлением газа распрессовывают и стекло после охлаждения получается безпузырным. Особо чистое оптическое кварцевое стекло получают в пламени водорода и кислорода с помощью установки, показанной на рис. 9.2.
%. Одним из основных методов варки кварцевого стекла является вакуум – компрессионный. Для этого кварцевую трубку загружают в тигель вакуумно-компрессионной печи и нагревают под вакуумом до расплавления при температуре Т=1800¸1850°С. после этого в печь под давлением подаётся газ: азот, аргон или углекислота. Вакуумные межкусковые пустоты стекла под давлением газа распрессовывают и стекло после охлаждения получается безпузырным. Особо чистое оптическое кварцевое стекло получают в пламени водорода и кислорода с помощью установки, показанной на рис. 9.2.
В процессе варки шихту подают через электрический муфель 4 в камеру 3, где частички шихты подхватываются пламенем горелки 5 и, расплавляясь на лету, попадают на разогретую подложку 1, которая, медленно вращаясь, отводится по мере наплавки муфеля 2.
4. Бескислородные стёкла
Бескислородные стёкла варят из материалов, не имеющих в своём составе кислорода. Основным компонентом является аурипигмент – природный минерал, содержащий до 50% мышьяка. Бескислородные стёкла варят в запаянных кварцевых ампулах, из которых предварительно откачивают воздух до давления 0,1 Па. Ампулы помещают в электрические печи и нагревают до 600°С. В процессе варки для размешивания стекломассы печи с ампулами совершают качательные движения. Сваренная стекломасса обжигается непосредственно в ампулах. Остывшие ампулы разбивают и извлекают стекло. Эти стёкла очень ядовиты из-за содержания в них мышьяка! Поэтому надо работать с ними в специальной одежде или вытяжных шкафах.
5. Методы выращивания кристаллов из раствора или расплава
Образование и рост кристалла – это сложный физико-химический процесс, связанный со скачкообразным переходом из неупорядоченного состояния вещества (расплава, раствора, пара) в кристаллическую фазу. Переход в кристаллическое состояние происходит при строго определённой для каждого вещества температуре кристаллизации. Необходимое условие начала кристаллизации – нарушение равновесия системы. Например путём переохлаждения или перенасыщения. Процесс кристаллизации состоит из двух этапов:
1)Образование кристаллического зародыша;
2)Рост зародыша в кристалле.
Очень часто центром кристаллизации является не самопроизвольно образовавшийся зародыш, а инородные частицы (пылинки, примеси, стенки сосуда). Это явление широко используется в технологии выращивания кристаллов, когда в раствор или расплав вводится кристаллик-затравка со строго определённой кристаллографической ориентацией. После появления кристалла-зародыша (введение затравки в жидкую фазу) начинается спонтанное отложение на нём вещества, образующего многогранный кристалл. Выращивание кристаллов осуществляется кристаллизацией из раствора, расплава или газовой фазы.
5.1 Выращивание кристаллов из раствора
Получают кристаллы веществ, образующих пересыщенные растворы. В качестве растворителей применяют воду, ацетон, толуол и щелочные растворы. Условия перенасыщения раствора создают за счёт испарения растворителя, понижения температуры или создания температурного градиента; для выращивания обычно используют затравочные кристаллы. В процессе роста кристалла раствор перемешивают. Этот способ прост, не требует сложного оборудования, но для выращивания оптических кристаллов применяется редко. Более совершенным является гидротермальный синтез, который реализуется с помощью установки, показанной на рис. 9.3.
С помощью этой установки выращивают кристаллы кварца. В автоклав 1 засыпают размельчённый природный кварц 4, потом заполняют щелочным растворителем и помещают внутрь рамку 2 с затравочными кристаллами. После этого автоклав закрывают и устанавливают в электрическую печь, где раствор нагревают до 400°С. Под действием температуры внутри автоклава образуется давление ![]() Па. При этих условиях кварц интенсивно растворяется в щёлочи, образуя насыщенный раствор. Температуру в верхней части автоклава поддерживают на 20°С ниже, чем в нижней, поэтому там образуется зона кристаллизации. Благодаря температурному градиенту и перфорационной решётке 3 создаются конвекционные потоки раствора, обеспечивающие его перемешивание и подачу свежего перенасыщенного раствора в верхнюю кристаллизационную зону автоклава. Скорость роста кристаллов достигает 1мм в сутки. Выращивают кристаллы массой до 800 гр.
Па. При этих условиях кварц интенсивно растворяется в щёлочи, образуя насыщенный раствор. Температуру в верхней части автоклава поддерживают на 20°С ниже, чем в нижней, поэтому там образуется зона кристаллизации. Благодаря температурному градиенту и перфорационной решётке 3 создаются конвекционные потоки раствора, обеспечивающие его перемешивание и подачу свежего перенасыщенного раствора в верхнюю кристаллизационную зону автоклава. Скорость роста кристаллов достигает 1мм в сутки. Выращивают кристаллы массой до 800 гр.
5.2 Выращивание кристаллов из расплава
Метод Чохрольского реализуют с помощью установки, показанной на рис.9.4; применяют для получения кристаллов Ge, Si, GaAs, InAs путём вытягивания их из расплава. Слегка перегретый расплав 4, помещённый в тигель 5, опускают монокристальную затравку 1, имеющую заданную кристаллографическую ориентацию. Оплавляют поверхность затравочного кристалла для удаления дефектов поверхностного слоя и, регулируя мощность нагревателя 6, постепенно понижают температуру расплава. Затем затравочный кристалл медленно поднимают вверх, одновременно вращая его с частотой 60 об/мин, что вызывает перемешивание расплава и уменьшение влияния неравномерного распределения температуры в расплаве. Вращающаяся затравка увлекает за собой столбик расплава, который, поднявшись над поверхностью, попадает в зону пониженных температур, где и происходит кристаллизация. Отсутствие контакта кристалла со стенками тигля, возможность наблюдения за процессом роста кристалла, работа под вакуумом или в защищённой среде позволяет получать крупные, совершенные по форме кристаллы, массой до 4 кг.
Метод Киропулоса. Выращивают щелочноголлоидные кристаллы из расплава кремния. Установка показана на рис. 9.5. Отличие от метода Чохрольского: фронт кристаллизации расположен под зеркалом расплава. Исходная кристаллическая соль 2 расплавляется в цилиндрическом тигле 4 и нагревается до температуры, на 100°С превышающей температуру плавления. На поверхность перегретого расплава опускают закреплённый на охлаждаемом стержне 6 затравочный кристалл и медленно понижают температуру. В определённый момент на границе раздела ²кристалл – расплав ² за счёт отвода тепла через стержень создаётся переохлаждение, и на затравке начинает расти монокристалл 1 в радиальном направлении от затравки к стенкам тигля, не распространяясь в глубину. Когда диаметр кристалла достигает размеров, близких к размерам внутреннего диаметра тигля, стержень с растущим кристаллом начинают медленно поднимать, следя за тем, чтобы фронт кристаллизации находился под поверхностью расплава. При выращивании крупных кристаллов необходимость подъёма выращиваемого кристалла отпадает, т. к. уровень расплава понижается за счёт сокращения его объёма при кристаллизации (до17%). Для предотвращения испарений и образования окислов над поверхностью расплава, внутри герметичного кварцевого сосуда 5 поддерживают атмосферное давление инертного газа. Заготовка или расплав вращается с частотой 2об/мин, а в течение суток выращивают кристалл массой до 2 кг.
По методу Вернейля выращивают пламенной плавкой кристаллы с температурой плавления 1500 ¸ 2500°С (корунды, титанаты бария, стронций), применяя установку показанную на рис. 9.6. Для выращивания кристаллов в химически чистую окись аллюминия Al![]() c добавкой
c добавкой ![]() загружают в бункер 2, предварительно измельчив до частиц размером 1 – 20 мкм. Под действием встряхивающего устройства порошок через сетчатое дно бункера попадает в струю пламени Н
загружают в бункер 2, предварительно измельчив до частиц размером 1 – 20 мкм. Под действием встряхивающего устройства порошок через сетчатое дно бункера попадает в струю пламени Н![]() - О
- О![]() горелки 3. Снизу через муфель 6 вводится ориентированный затравочный кристалл 5. Благодаря малым размерам, частицы шихты расплавляются на лету и, попадая на затравочный кристалл, образуют расплавленный слой 4. Затравка, медленно вращаясь, опускается и, по мере охлаждения расплава происходит кристаллизация и рост кристаллов. Полученные кристаллы отжигают во избежание образования трещин и снятия внутреннего напряжения.
горелки 3. Снизу через муфель 6 вводится ориентированный затравочный кристалл 5. Благодаря малым размерам, частицы шихты расплавляются на лету и, попадая на затравочный кристалл, образуют расплавленный слой 4. Затравка, медленно вращаясь, опускается и, по мере охлаждения расплава происходит кристаллизация и рост кристаллов. Полученные кристаллы отжигают во избежание образования трещин и снятия внутреннего напряжения.
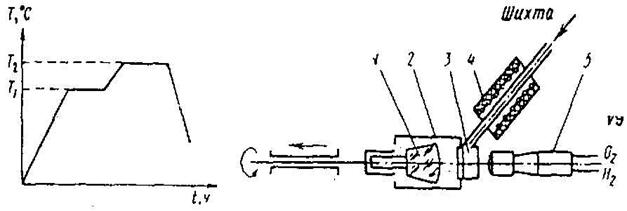 Рис.9.1 График термообработки ситаллов Рис.9.2 Установка наплавки кварцевого стекла
Рис.9.1 График термообработки ситаллов Рис.9.2 Установка наплавки кварцевого стекла
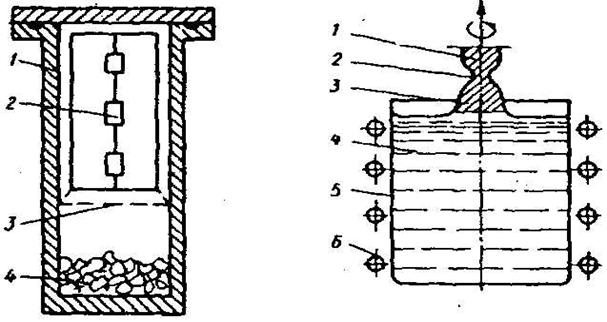
Рис.9.3 Установка гидротермальной Рис.9.4 Выращивание кристаллов из расплава
кристаллизации кварца по методу Чохральского
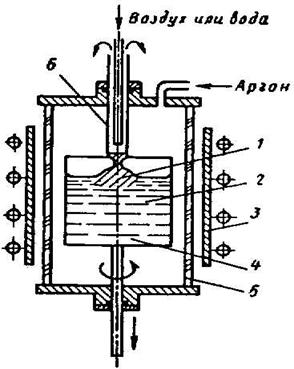
Рис.9.5 Установка для выращивания кристаллов щелочно-голоидных солей
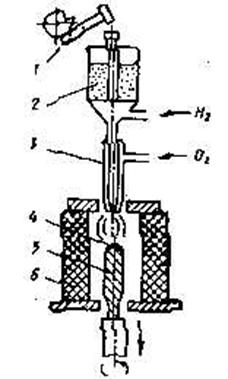
Рис.9.6 Выращивание кристаллов методом Вернейля
Лекция 10. Выработка, отжиг и разделка сваренного стекла
1. Отливка в блок и прокатка в лист стекла
При отливке стекла в блок (рис.10.1) стекло из горшка (2) отливают в разборную металлическую форму (3) установленную на тележке (4). Перед отливкой стекломатериал пристуживают чтобы засвиленные слои стекла остались в горшке. Форму с разлитым горячим стеклом сразу же после отлива помещают в электрическую печь отжига. В зависимости от объема стекловаренного горшка различают стеклоблоки с толщиной 120-300 мм и габаритами в плане 1400´2000 мм.
При прокатке в лист (рис.10.2) стекломатериал из горшка (3) выливают на литейный стол (6) и раскатывают чугунным катком (2). Прокатный лист сталкивают со стола толкателем (1) в печь (5) для отжига. Прокаткой получают листовое стекло толщиной 18-40 мм.
2. Выработка в брус и плитку
С помощью установки (рис. 10.3) оптическое стекло (1) из ванной печи (1) выливают через трубку (2) на металлический холодильник (3) охлаждаемый проточной водой. Слой стекла соприкасающегося со стенками холодильника охлаждается и образует твердую корку соответствующую по форме желобу холодильника (сечение А-А). В начале выработки вручную с помощью металлических захватов придвигают по графитовому желобу (4) где выравнивание температур внутренних и наружных слоев до соприкосновения с роликами вытяжного устройства (5). Дальше процесс непрерывен: горячий брус раскалывают на мерные куски длинной 0,8-1,2 м и помещают их в печь отжига. Размеры сечения бруса 30-50 мм, ширина 100-150 мм
3. Грубый отжиг текла
Грубый отжиг стекла применяют для предотвращения его разрушения при охлаждении и дальнейшей холодной разделке на заготовки. Из-за малой теплопроводности стекла при его охлаждении (нагревании) между наружными и внутренними слоями возникает градиент t°=DT. Наличие DТ приводит к возникновению напряжений в стекле, значение которых пропорционально скорости охлаждения и квадрату толщины стекла. Пока стекло находится в упругом хрупком состоянии эти напряжения становятся более упруже и исчезают после выравнивания температуры. При нагревании стекла до интервала температур пластической деформации напряжение ослабляется - релаксируется - и через определенное время зависящее от вязкости стекла исчезает, хотя температурный градиент может оставаться. Температурный интервал в котором возможна релаксация напряжений называется областью отжига. При охлаждении стекла нагретого до пластического состояния наличие температурного градиента приводит к тому что наружные слои затвердевают раньше внутренних и в дальнейшем претерпевают сжатие внутренних более нагретых слоев. Возникающие напряжения при этом не устраняются при выравнивании температур, называются остаточные. Границы области отжига стекла зависят т изменения его температурной вязкости. Верхняя граница (ТВ) температура при которой вязкость стекла 10+12 Па·с, при ней не наблюдается заметной деформации стекла в течении суток. Нижняя граница (ТН) - находится на 70-150°С ниже и определяется опытным путем для каждой марки стекла. Отжиг оптического стекла выполняют в камерных электрических печах (рис. 10.4). Такую печь разогревают нагревателем (4) до температуры 200-500°С и с горячим отлитым стеклом устанавливают на подставки (3) и закрывают печь теплоизоляционным колпаком (1). Стекло разогревают до температуры ТВ+(10-20)°С и выдерживают 4-8 часов. Отжиг стекла в области отжига ответственная операция по строго установленному режиму с постоянной скоростью зависящей от марки стекла и размером отжигаемых заготовок. После ответственного охлаждения стекло можно охлаждать с большей скоростью, при которой возникающие упругие напряжения не приводят к разрушению стекла. Качество горяче-обработанного стекла оценивают по двулучепреломлению образцов, откалываемых от отожженного стеклоблока. Охлажденный блок проверяют визуально для определения качества стекла по пузырям и грубым свилям. В маршрутной карте проводят зарисовки блока в двух проекциях с указанием различных имеющихся дефектов. Полученное стекло в виде блока, листа, бруса - сырьевое стекло - полуфабрикат поступает для дальнейшей холодной разделки на заготовки. На заготовки стекло разделывают раскалыванием, распиливанием.
4. Раскалывание заготовок
После анализа качества образцов и визуального осмотра производят разметку и разделку сырьевого стекла на заготовки. Разметка комплексная. Сначала выбирают крупногабаритные пластины с высокими требованиями по качеству стекла. Оставшееся стекло делят на более мелкие заготовки, раскалывают на куски для дальнейшей горячей переработки. Раскалыванием получают прямоугольный пласт с размером в плане больше в пять раз толщины блока. Для этого по линии разметки твердосплавным зубилом и молотком делают насечки содержащие линии микротрещин. Потом блок ложат на стол (4) колочного пресса (рис.10.5). При этом ориентируют линию раскалывания (6) по ребру стальной призмы (5). На верхней траверсе (1) пресса - два подвода кулачка (2) расстояние между которыми L регулируется размерами пластинки. Под призму и кулачки ложат войлочные прокладки (3) толщиной 10-15 мм. При подъеме стола пресса под действием силы блок раскалывается. Припуски на размеры пластин устанавливают с учетом не прямолинейности и увода линии раскалывания, может достигать 30 мм на сторону.
5. Распиливание заготовок
Распиливание заготовок более прогрессивный технологический метод разделки сырьевого стекла, выполняют специальным алмазным инструментом: отрезными кругами и полосовыми пилами. Алмазными отрезными кругами распиливают на прямоугольные заготовки, пластины и призмы. Круги бывают трех типов:
1) со сплошной режущей кромкой диаметром до 400 мм;
2) сегментные диаметром до 800 мм;
3) с алмазом нанесенным на режущую кромку закаткой, завальцовкой.
Схема станка для распиливания стеклоблоков дисковыми алмазными кругами (рис.1). На стол (7) через деревянные подкладки укладывают стеклоблок (6). Когда надо отрезать небольшие заготовки на стол (7) ставят упорную пластинку (5) и стеклоблок расклинивают деревянными прокладками. Стол (7) может поворачиваться вокруг вертикальной оси, обеспечивая распиливание блока под различными углами. Шпиндель дискового круга (2) на подвешенной каретке (1) двигается по направляющим портала (3) который по направляющим (4) тоже перемещается для установки на размер распиливаемой заготовки по ширине. Полосовыми алмазными пилами разделывают стекло на пластины с габаритным размером не более 250 мм станком (рис.32). Пильная рама (3) с набором полосовых пил (5) совершает возвратно-поступательное движение по направляющим - траверсе (1). Привод движущейся рамы от кривошипно-шатунного механизма(4), число двойных ходов в котором 150-200 в минуту. На пильной раме крепится одновременно до 20 пил при минимальном расстоянии между ними 12 мм. Рабочая подача резания задается перемещением траверса (1) с пильной рамой вниз. Распиливаемый блок (7) крепится на тележке (6), а смазывающе-охлаждающая жидкость подается через устройство (2) в виде душа.
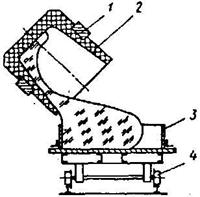
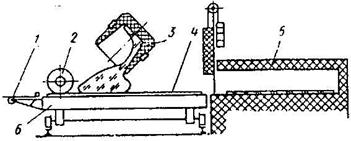
Рис.10.1 Отливка стекла Рис.10.2 Отливка стекла
в форму в лист
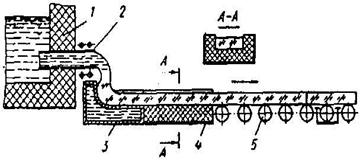
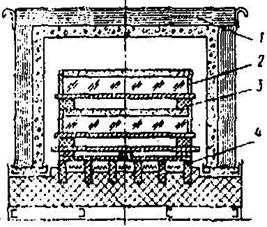
Рис.10.3 Установка для выработки Рис.10.4 Печь отжига блочного стекла
стекла в дрот
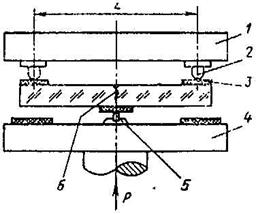
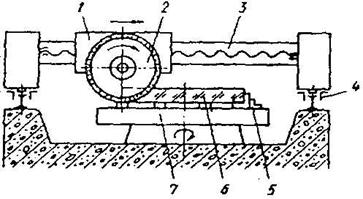
Рис.10.5 Раскалывание стекла на Рис.10.6 Распиливание стекла алмазным кругом
Прессе
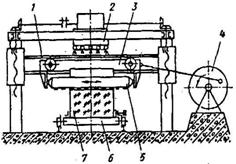
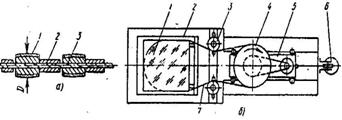
Рис.10.7 Распиливание стекла полосовыми Рис.10.8 Распиливание стекла гибким
пилами алмазным инструментом
Лекция 11. Молирование и прессование заготовок
1. Свободное молирование
Заготовки серийных оптических деталей (линз, призм, пластин) – изготавливают горячим формованием стекла нагретого до температуры пластичного деформирования. Свободное молирование выполняют по схеме, показанной на рис.11.1. Бесформенные куски стекла, разогретые до состояния текучести, растекаясь под действием силы тяжести, принимают размеры формы, в которую они загружены. При этом объём куска стекла 3 должен соответствовать объёму заготовки 4. Форма 1 для молирования – металлическая, футерованная керамикой 2. Перед молированием куски стекла проверяют на отсутствие внутренних дефектов (камней, свилей и др.). Свободное молирование производят на специальных тепловых пеках непрерывного действия. Установлено что экономически целесообразно молировать заготовки массой более 1 кг и размерами в плане 100´100 мм.
2. Принудительное молирование
Выполняют в металлических формах, как показано на рис.11.2. В отличие от свободного молирования, принудительное молирование осуществляется под действием вакуума, создаваемого при откачке насосом воздуха из-под находящейся формы 2 с плоской заготовкой 3. Если процесс проходит при температуре соответствующей началу пластичной деформации стекла, то микронеровности формы не отпечатываются на молировании поверхности заготовки 1. Это позволяет получать заготовки сферических и асферических поверхностей не требующие дальнейшей механической обработки. Молирование выполняется на полуавтоматических заготовках, состоящих из кольцевой печи нагрева и туннельной печи отжига, соединённых между собой горячей камерой. Принудительным молированием изготовляются заготовки диаметром до 600 мм и толщиной до 8 мм.
3. Прессование заготовок
Прессование проводят в закрытой металлической форме для деталей массой до 0,5 кг из предварительно приготовленных нарезок оптических деталей. Нарезки это прямоугольные куски стекла, полученные путём раскалывания плитки сырьевого стекла и имеющий массу равную массе прессовки. Для прессования нарезки предварительно разогревают в электрических или газовых печах до температуры размягчения соответствующей вязкости стекла от ![]() до
до![]() Па×с. Во избежание прилипания стекла на печи посыпают мелкодисперсный порошок обожжённого каолина. Разогретая порция стекла переносится из печи в нагретую до температуры равной 400¸600°С пресс-форму гидравлического или пневматического пресса. Формирующие элементы пресс-формы кольцо-матрица 2, и поддон-выталкиватель 3. Устройство для прессования заготовок, показанных на рис. 11.3, изготавливается из жаропрочной стали и чугуна. Нарезку укладывают в форму таким образом, чтобы сторона её на полу печи легла вниз на поддон 3. Отпрессованную заготовку вынимают из пресса и охлаждают, а затем перемешают в печь грубого отжига. Каждую партию заготовок сопровождают паспортом, в котором указана оптическая конструкция стекла и показатели качества заготовок. Другим методом получения прессовок является прессование из жидкой стекломассы, отрезаемой автоматическими ножами от струи стекла вытекающего из фидерного устройства ванной печи. Прессование осуществляется на многопозиционных роторных прессах из штабиков.
Па×с. Во избежание прилипания стекла на печи посыпают мелкодисперсный порошок обожжённого каолина. Разогретая порция стекла переносится из печи в нагретую до температуры равной 400¸600°С пресс-форму гидравлического или пневматического пресса. Формирующие элементы пресс-формы кольцо-матрица 2, и поддон-выталкиватель 3. Устройство для прессования заготовок, показанных на рис. 11.3, изготавливается из жаропрочной стали и чугуна. Нарезку укладывают в форму таким образом, чтобы сторона её на полу печи легла вниз на поддон 3. Отпрессованную заготовку вынимают из пресса и охлаждают, а затем перемешают в печь грубого отжига. Каждую партию заготовок сопровождают паспортом, в котором указана оптическая конструкция стекла и показатели качества заготовок. Другим методом получения прессовок является прессование из жидкой стекломассы, отрезаемой автоматическими ножами от струи стекла вытекающего из фидерного устройства ванной печи. Прессование осуществляется на многопозиционных роторных прессах из штабиков.
Штабик – это стеклянный пруток круглого сечения с полированной поверхностью. Штабики получают с помощью устройства, показанного на рис 11.4. Устройство состоит из печи 1 нагревателя 3 и тигля 2 с донным патрубком. Кусок стекла 7 загружают в тигель и разогревают до температуры размягчения, а после включения нагревателя 4 стекло медленно вытекает из тигля вниз, струя стекла 5 заправленного в ролике 6 вытяжного устройства. При вращении роликов происходит непрерывное вытягивание штабика, с его регулированием температуры патрубка и частотой вращения ролика.
4. Тонкий отжиг стекла
Является последней стадией технологического процесса изготовления заготовок оптических деталей, цель его получить высокую оптическую однородность стекла каждой заготовки с едиными дли всей партии показателями преломления и дисперсией. Тонкий отжиг в электрических камерных печах, схема построена на рис.11.5. Такая печь имеет высокую теплоизолирующую крышку 3 и систему нагревателей 4, обеспечивающих равномерный нагрев и принудительное снижение температуры. Заготовки 5 укладывают в массивные насыпи 1, способствующие уменьшению градиентов температуры печи. Управление процессом нагрева и охлаждения заготовки производится автоматически по температурному графику, показанному на рис.11.6. Температурный график подразделён на: нагрев; выдержка; ответственное охлаждение; остывание.
В процессе тонкого отжига заготовки сначала нагревают до верхней температуры отжига с возможно большой скоростью, затем дают выдержку при постоянной температуре. Во время выдержки происходит релаксация - уничтожение остаточных механических напряжений в стекле. Ответственное охлаждение в интервале температур от Тв до Тн производится с постоянной скоростью. Скорость ответственного охлаждения зависит от размеров заготовки и требования к ним по двойным лучепреломлениям, показателю преломления, дисперсии. Обычно скорость охлаждения выбирают в пределах о 0,05 до 20°С/ч. После ответственного охлаждения заготовку увеличивают, для чего постепенно приоткрывают колпак пеки. Изменяя скорость охлаждения в интервале ответственного охлаждения можно в определённых пределах изменить значения коэффициента преломления и дисперсии для данной партии заготовок.
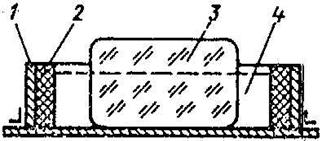
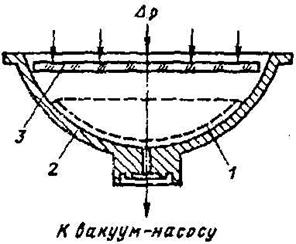
Рис.11.1 Свободное моллирование Рис.11.2 Принудительное моллирование

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 |
