Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
1. ОЦІНКА СТАНУ БОЛТОВИХ З’ЄДНАННЬ ПІДЙОМНИХ СПОРУД.
(журнал «Подъемные сооружения. Специальная техника» №4, м. Одеса, 2010р.)
На жаль, продовжують виникати аварії із-за руйнування болтового з’єднання кріплення секцій башти, стріли, опорно-поворотного пристрою (ОПП) баштових, портальних, стрілових самохідних кранів. Вони, як правило, супроводжуються падінням частини крана: стріли, башти з стрілою, що призводить до значних деформацій та руйнувань його металоконструкції, і, що саме прикро, до травмування людей, іноді зі смертельними наслідками. Аварія із зазначених причин баштового крана КБ-308 Нікопольського кранобудівельного заводу зі смертельним травмуванням робітника, що сталася 18 липня 2009 року у м. Івано-Франківську, тому не виключення. У зв’язку з цим такі болтові з’єднання є об’єктом підвищеної уваги на стадіях проектування, виготовлення, монтажу та експлуатації вантажопідіймальних кранів.
Деталі болтових з’єднань у частині застосування матеріалу, механічних властивостей, маркування мають відповідати ГОСТ 1759.0-87 «Болты, винты, шпильки и гайки. Технические условия», а при проведенні монтажу крана крім того, мають перевірятися відповідно до вимог ТУ У 29.010:2006 «Крани вантажопідіймальні. Монтаж і демонтаж», розроблених ТОВ «НТЦ «Монтажспецтехніка».
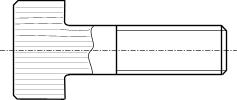
На механічні властивості деталей болтових з’єднань впливає також технологія їх виготовлення. З метою підвищення механічних властивостей та зменшення відходів метала у стружку болти, гайки, шпильки – далі болти та інші їм подібні деталі кранів виготовляються із відповідних заготовок – поковок. При однаковому хімічному складу металу деталі, які виготовлені з поковок безперечно мають вищі механічні властивості, чим ті ж самі деталі, які виготовлені обробкою на металорізальних верстатах із цільного куска металу стандартного катаного профілю. Як показано на рисунках, при куванні виникає ущільнення металу, орієнтація волокон структури металу копіюється з формою самої деталі, що додає їй міцності та зносостійкості. Одночасно з висадкою головки болта, як правило, робиться його маркування.
|
| |
Болт, виготовлений із катаного шестигранного профілю. |
Болт, виготовлений із поковки за допомогою кування (висадки). |
|

Відповідно до ГОСТ 1759.0-87 п. 2.4.1.1 «Болты с шестигранной головкой следует маркировать знаком класса прочности и клеймом – товарным знаком завода-изготовителя. Обязательной маркировке подлежат болты с шестигранной головкой класса прочности: 4.6, 5.6, 6.6, 8.8, 9.8, 10.9, 12.9; а згідно п. 2.4.1.2 …изделия, изготовленные методом резания, маркируют по соглашению между изготовителем и потребителем ».
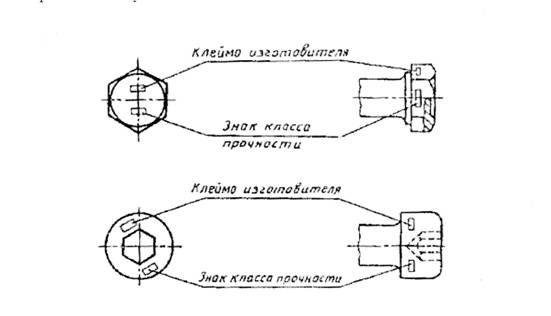
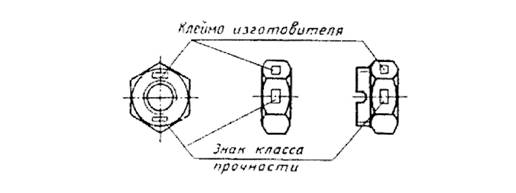
Маркування болтів і гайок відповідно ГОСТ 1759.0-87
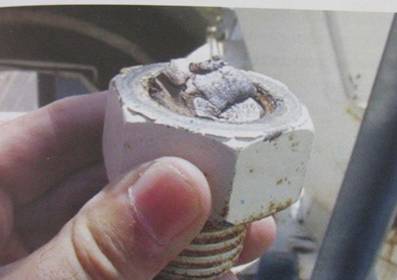
Болт М36, який встановлюється на опорно-поворотному пристрою баштового крана КБ-572Б Нікопольського кранобудівного заводу. |
Маркування на зовнішній поверхні головки болта має: - клеймо заводу-виробника (Нікопольський механічний завод); - клас міцності – 8.8 |


Для болтів з’єднання секцій башти крана КБ-308, із-за яких виникла аварія, Нікопольський кранобудівний завод не передбачує їх маркування, посилаючись на те, що вказані болти виготовляються методом різання, а партія болтів супроводжується сертифікатом якості.
Болт КБ 308.03.00.002 з’єднання секцій башти крана. |
Маркування на зовнішній поверхні головці болта та гайки відсутнє. |



Для аналогічних болтових з’єднань металевих секцій опор ліній електропередач (ЛЕП), які встановлюються один раз при монтажі, можливо і достатньо тільки сертифікату на всю партію деталей, але враховуючи те, що баштові крани можуть передемонтовуватись до 2-х, 3-х разів на рік, то від багаторазового установлення болтів, вони можуть бути загубленими, мати пошкодження (ум’ятини, тріщини, зминання та знос різьби), а, значить, деяка їх кількість із-за значених причин вибраковується та підлягає заміні на нові, то таке спрощення з маркуванням є неприпустимим. Для запобігання установлення неякісних болтів, виникає необхідність в їх ідентифікуванні у відповідності до документу про якість (сертифікату). При відсутності маркування на болтах, встановити де і ким були вони виготовлені, майже неможливо. Це ускладнює прийняття рішення щодо подальшого використання болтів, а також викликає сумніви у їх якості. Треба мати на увазі, що установлення болтів із сталі з меншими механічними властивостями у вказаних місцях крана є рівнозначно незатягнутим стикам.
При монтажі секцій крана КБ-308 виникає ще одна проблема. Болти з’єднань секцій башти знаходяться у обмеженому просторі, усередині між полицями кутика та мають відносно малий крок різьби – 2мм, що обмежує застосування стандартного інструменту (ключів). Тому, для того, щоб надійно затягнути болти з’єднань секцій башти з відповідним моментом, необхідно застосовувати спеціальні ключі заводу-виробника: ключ-тріщотку 32 Э-1399.00.000А та ключ динамометричний /00.00.00, які раніше комплектувались при виготовленні крана.
S=32мм
болт гайка |
Болтове з’єднання секції башти крана КБ-308. |





М42х2
![]()
При цьому треба звернути увагу на те, що при затягуванні болтового з’єднання робітник може розвинути обмежений момент на гайковому ключі:
Мкл=Ркл L,
Де Ркл – 200…300 Н – зусилля робітника на рукоятці ключа;
L ≈ 15d2 – довжина рукоятки ключа;
d2 – середній діаметр різьби.
Наприклад: для різьби М42х2, L= 615мм, М = 300х615=184500 Н мм
≈ 18,45 кГ м.
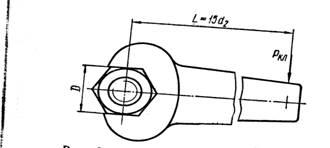
Визначення моменту на гайковому ключі.
Тому, якщо такого моменту недостатньо, то необхідно передбачити інші способи затягування (подовжувачі ключів із стандартними або спеціальними головками, які б не зминали грані болта або гайки, встановлення більшої кількості болтів меншого діаметру на стику і інше), або застосовувати спеціальні інструменти: пневмо-, гідрогайковерти, про що необхідно указати в інструкції по монтажу і експлуатації.
При обстеженні двох підприємств м. Чернігова, які мають баштові крани
КБ-308 було встановлено, що майже всі болти мають пошкодження поверхонь граней під ключ. Спеціальні ключі були відсутні, а затягування болтів виконується за допомогою перероблених ріжкового або торцевого ключа з подовжувачем (трубою). Зважуючи на те, що діаметр різьби (М42х2) значно перевищує зів ключа (S=32мм), то зусилля при затягуванні болтового з’єднання, яке діє на грані болта значно зростає. Це призводить до деформації граней (ключ «обходиться» на болту), тому затягування болтів таким способом до необхідного зусилля стає неможливим, а, значить, буде послаблення у болтовому з’єднанні.
Крім того, болт з гайкою з’єднується за допомогою посадки ковзання у системі отвору майже з гарантованим зазором, щоб була забезпечена можливість вільного різьбового з’єднання. Тому незатягнуте різьбове з’єднання завжди буде із зазором (S). З наявністю зазору у різьбовому з’єднанні виникають певні ударні дії динамічних сил на болти при роботі крана, що викликає знос поверхонь гребенів різьби і, як результат, зменшення зовнішнього діаметру болтів. При цьому поверхня контакту між різьбою болта та гайки (Fк) буде зменшуватись. Чим дрібніше крок різьби, тим інтенсивніше буде знос контактних поверхонь. Таке зношене різьбове з’єднання нездатне забезпечити гарантоване зусилля (V) затягування стиків - виникають згинаючі моменти (М), які будуть діяти на стрижень болта. У зонах концентрації напруг стрижня болта біля: головки, закінчення різьби, з’єднання болта с корпусом при роботі крана будуть виникати тріщини, які з часом призводять до руйнування такого болтового з’єднання, а, значить, до тих аварійних наслідків, які були наведені вище. Тому для виключення зазначених вище наслідків доцільно було б проводити заміну деталей болтових з’єднань на нові через певний визначений термін роботи крана.
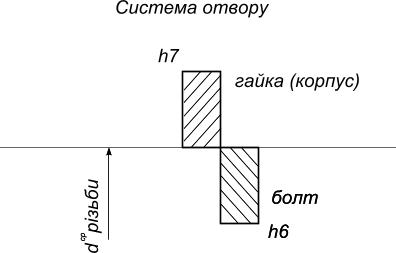
Ррозташування полів допуску різьби болта і гайки при посадці ковзання.
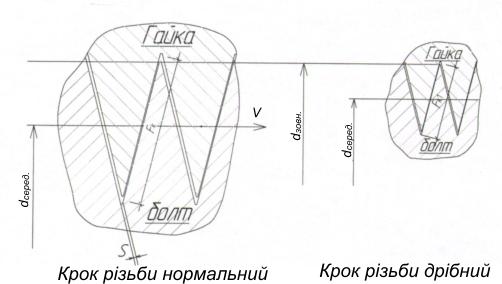
Розташування та співвідношення поверхонь контакту Fк та Fк1 між різьбою болта і гайки нової або незношеної різьби одного зовнішнього діаметру болта нормального і дрібного кроку.
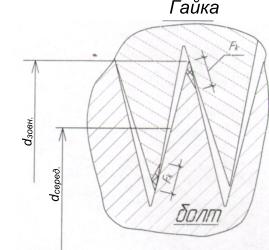
Зменшення поверхонь контакту Fк та зовнішнього діаметру різьби dзовн. у наслідок зносу у незатягнутому різьбовому з’єднанні.
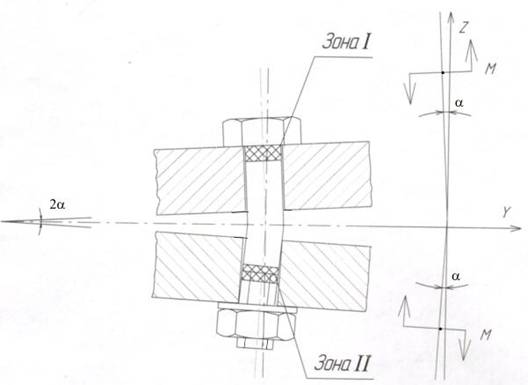
Зони найбільш ввірогідного злому болта (з’єднання: болт – гайка).
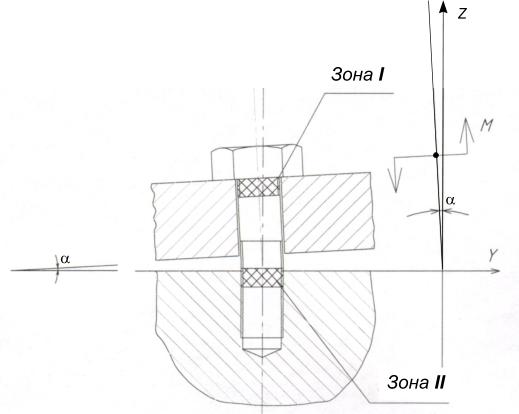
Зони найбільш вірогідного злому болта (з’єднання: болт – корпус).
Нижче приводяться деякі практичні поради та пропозиції по застереженню обривання болтових з’єднань у згаданих місцях підйомних споруд:
1. При проведенні технічного огляду, експертного обстеження болтових з’єднань: секцій башти, стріли, ОПП зазначених кранів додатково звертати увагу на наступне:
- зовнішній їх стан та стан різьби; за допомогою якого методу вони були виготовлені? Головки болтів, виготовлені методом висадки мають іншу форму необроблених різанням поверхонь, чим ті болти, які виготовлялись із катаного профілю. Відрізнити болти, які виготовлені власними силами від «заводських» болтів, які виготовлені методом різання без маркування дуже складно.
- наявність маркування на болтах. Якщо, якимось чином не можна ідентифікувати болти (відсутнє, або стерлось маркування: товарного знаку заводу-виробника, клас міцності), то повинно бути підтвердження спеціалізованої лабораторії про випробування цих болтів з нанесенням клейма на болтах лабораторією та наявність відповідного протоколу, як це вимагається у листі Держгірпромнагляду № 01/03-10-6/6150 від 10.09.09;
- приналежність болтів, гайок, шпильок до кожного конкретного з’єднання (секцій башти, стріли, ОПП), їх стан, форма та стан з’єднання. При виявленні болтів сумнівного виробництва без маркувань, або, які не належать до вказаних з’єднань, вони повинні бути замінені на нові. Кран до усунення зауважень має бути виведений з експлуатації.
2. При проведенні монтажу крана КБ-308 для затягування болтів з’єднання секцій башти слід використовувати тільки спеціальні ключі заводу-виробника. Робочі поверхні ключа повинні контактувати з гранями болта по всій висоті. Це зменшить вірогідність зриву граней болта при затягуванні.
3. Якщо виявлено ослаблення у болтовому з’єднанні, то спочатку необхідно проаналізувати:
- як часто виникає ослаблення у з’єднанні?;
- який характер з’єднання? Мається на увазі болт з’єднується з гайкою, чи болт загвинчується у корпус (наприклад: з’єднання ОПП з баштою крана КБ-572Б).
Якщо ослаблення болтового з’єднання повторюється через деякий час, або, якщо болти не піддаються підтягуванню, то такі болти, гайки підлягають заміні на нові незалежно від строку експлуатації. Якщо ослаблення болтового з’єднання виникає у випадку, коли болт загвинчується у корпус, то спочатку його необхідно викрутити для огляду та порівнянню з еталонним болтом для того, щоб визначити придатність болта на повторне використання. Це необхідно для того, щоб уникнути небажаних наслідків, коли болт, який має дефекти (тріщини) при підтягуванні зламується у корпусі, видалення різьбової частини якого пов’язана інколи зі значними складностями та витратами часу.
4. При ремонті, монтажу ватажопідіймальних кранів із заміною кріпильних та інших відповідальних деталей, слід використовувати деталі тільки заводу-виробника. Для цього вони повинні мати супровідні документи та відповідне маркування. У настанові з експлуатації баштових кранів КБ-405-1А(2А) Ржевського кранобудівного заводу (Росія) застережують однозначно: «Болти кріплення стиків башти, стріли, ОПП виготовлені із спеціальної сталі та термооброблені. Заміна їх на болти з більш низькими механічними властивостями категорично забороняється. Болти кріплення ОПП, секцій башти повинні бути замінені через 5 років з початку експлуатації на нові (звертатись до заводу-виробника)». Такі вимоги доцільно запровадити і для вітчизняних кранів, а саме: проводити заміну згаданих болтів на нові після певного терміну експлуатації крана (наприклад: через 5 років, як було наведено вище, або інший термін, який повинен встановити завод-виробник).
5. На сьогоднішній день, коли переважна більшість промислових підприємств знаходяться у глибокій кризі, організувати виготовлення зазначених деталей з відповідних марок сталей методом кування з подальшою високотехнологічною термообробкою (відпал, загартування зовнішнього шару до певної твердості) непросто. Тому з економічних міркувань вигідно організувати виготовлення згаданих деталей великими партіями, тобто налагодити їх середньо та крупносерійне виробництво. Зважуючи на це, доцільно було б прийняти невідкладні міри по налагодженні централізованого випуску кріпильних деталей (болтів, гайок, шпильок), а також інших деталей вантажопідіймальних машин тільки на деяких, визначених спеціалізованих заводах, які мають відповідне обладнання, потужності та технологію виробництва.
Доповнення до статті: фото руйнувань болтових з’єднань кранів.

Баштовий кран КБ-572Б
завод-виробник: Нікопольський кранобудівний завод.
На нижньому складі Добрянського лісгоспу
(с. Олешня, Ріпкинський р-н,
розташування ОПП вказано стрілкою)
|
Злом та пошкодження різьбової частини болтів опорно-поворотного пристрою (ОПП) баштового крана КБ-572Б, які були виявлені при експертному обстеженні. |

|
Злом болта опорно-поворотного пристрою. |
|
Тріщина по грані гайки кріплення секцій стріли баштового крана. |