

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
1.3.1.4 При выполнении ремонта на ремонтных цилиндрах допускается:
- увеличение предельного отклонения номинального диаметра до +0,04 мм на участках длиной не более 1/5 длины цилиндра и до + 0,08 мм на участках длиной до 60 мм, расположенных друг от друга на расстоянии не менее 1000 мм;
- увеличение верхнего предела интервала внутреннего диаметра на 0,4 мм;
- «развал» (конусообразность) концов канала цилиндра на 0,6 мм (на диаметр) на длине 300 мм.
1.3.1.5 Удлинители должны изготавливаться из трубной заготовки по ГОСТ 8731 из стали 45.
Размеры удлинителей должны соответствовать значениям, указанным в таблице 6.
Таблица 6 - Размеры удлинителей
Тип насоса | Условный размер насоса | Размеры удлинителей, не более | |||
Внутренний диаметр, мм | Наружный диаметр, мм | ||||
Номинальное значение | Предельные отклонения | Номиналь-ное значение | Предельные отклонения | ||
Вставные | 27 | 27,8 | + 0,3 | 44,7 | - 0,2 |
32 | 32,5 | 44,7 | |||
38 | 39,7 | 57,4 | |||
44 | 45,2 | 57,4 | |||
Невставные | 32 | 36,5 | - 1,0 | 46 | ± 0,7 |
44 | 51,8 | 60,3 | |||
57 | 62,0 | 73,0 | |||
70 | 77,9 | 88,9 | |||
95 | 98,0 | 110,0 |
1.3.1.6 Общая длина цилиндра и удлинителей должна быть рассчитана из условия обеспечения необходимого максимального хода плунжера с выходом в удлинители примерно на 1/4 часть его длины плюс не менее 150 мм.
Пример расчета длины цилиндра в зависимости от максимального хода плунжера представлен в
1.3.2 Требования к плунжерам насосов
1.3.2.1 Плунжеры должны изготавливаться из стальных бесшовных холоднодеформированных трубных заготовок из сталей, предел текучести которых должен быть не менее 276 МПа
1.3.2.2 Плунжеры изготавливают с твёрдосплавным покрытием, наплавленным порошком из сплава ПН70Х17С4Р4 по ТУ У , толщиной не менее 0,254 мм и твёрдостью не менее 55 НRC или любое другое покрытие, не ухудшающие антикоррозийных и триботехнических характеристик рабочей поверхности плунжера.
1.3.2.3 Рабочие поверхности плунжера рекомендуется выполнять с твёрдостью, отличной от твёрдости рабочей поверхности цилиндра для обеспечения приработки деталей и их минимального суммарного износа.
1.3.2.4 Допуск прямолинейности для плунжеров диаметром 27 и 32 мм не должен превышать 8-й степени точности, для диаметров 38, 44, 57, 70 и 95мм – 7-й степени точности по ГОСТ 24643.
1.3.2.5 Номинальные наружные диаметры плунжеров должны соответствовать значениям, указанным в конструкторской документации.
Предельные отклонения наружного диаметра плунжеров для всех типоразмеров насосов и любой группы посадки равны: верхнее - 0, нижнее – минус 0,013 мм.
1.3.2.6 Плунжеры по длине изготовляются следующих типов: тип 4 (длина рабочей части 4 фута – 1295мм), тип 5 (5 футов – 1600мм), тип 6 (6 футов – 1905мм), тип 1,5В (втулочный, длина рабочей части 1,5 фута – 445 мм), тип 2В (втулочный, длина рабочей части 2 фута – 645 мм)
1.3.2.7 Длина плунжера в зависимости от напора указана в таблице 7
Таблица 7 - длина плунжера в зависимости от напора
Напор, м | до 2000 | до 2200 | свыше 2200 |
Тип плунжера | 4; 1,5В; 2В | 5 | 6 |
1.3.2.8 Длина хода плунжера определяется конструкцией насоса и соотношением длин цилиндра, плунжера и удлинителей. Из-за наличия упругих деформаций колонны штанг и колонны НКТ длина хода плунжера всегда меньше длины хода полированного штока. Соотношение хода плунжера и хода полированого штока представленно в приложении А. стр. 45.
1.3.3 Требования к клапанам и клапанным парам «седло-шарик»
1.3.3.1 Всасывающие и нагнетательные клапаны на всех вставных насосах – одинарные. По заказу потребителей изготавливаются насосы со сдвоенными клапанами.
1.3.3.2 Для клапанных пар исполнения SS сёдла клапанов должны изготавливаться из стали марки 30Х13 или 40Х13 по ГОСТ 5632, твердость седла 49-54 HRC. Шарики клапанов должны изготавливаться из стали марки 95Х18Ш по ТУ 37.006.080. Твердость шарика 59-63 HRC.
1.3.3.3 Для клапанных пар исполнения ST и TC должны использоваться шарики из стеллита (ST) или керамическим сплавов (TC) соответственно. Твердость шарика 59-63 HRC. Седла должны изготавливаться из стали, стеллита или керамических материалов. Твердость седла 49-54 HRC.
1.3.3.4 Точность шариков должна соответствовать таблице 8
Таблица 8 - соответствие степени точности размеру шарика
Номинальный диаметр шарика, мм | Степень точности шариков по ГОСТ 3722 |
до 38 | 20 |
38-50 | 40 |
более 50 | 60 |
1.3.3.5 Сопрягаемые поверхности пар «седло-шарик», «седло конуса-клапан» должны быть притёрты для обеспечения герметичности. Притёртые пары должны поступать на сборку комплектно.
1.3.3.6 Размеры клапанов (пары «седло-шарик) и их применяемость должны соответствовать значениям, указанным на рис. 4 и в таблицах 9 и 10.
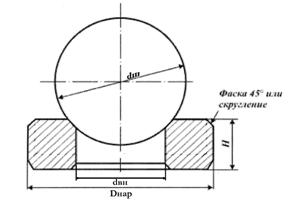
Рисунок 4 – Пара шарик-седло
Таблица 9 - Обозначение и применяемость клапанов
Тип насоса | Условный диаметр насоса, мм | Нагнетательный клапан | Всасывающий клапан | ||
Обозначение для исполнения НВ1, НВ2, НВ3,НВ4, НН1,НН2, НН1А | Обозначение для исполнения НВ1, НВ2, НВ3,НВ4, НН1,НН2, НН1А | ||||
Вставные | 27 | VII-106 | К223-159 | VII-175 | К313-238 |
32 | VII-125 | К253-190 | VII-175 | К363-270 | |
38 | VII-150 | К313-238 | VII-225 | К423-317 | |
44 | VII-175 | К363-270 | VII-225 | К483-349 | |
Невставные | 32 | VII-125 | К253-190 | VII-125 | К253-190 |
44 | VII-175 | К363-270 | VII-175 | К483-349 | |
57 | VII-225 | К483-349 | VII-225 | К483-381 | |
70 | VII-250 | К598-429 | VII-250 | К598-508 | |
95 | VII-375 | К798-600 | VII-375 | К798-600 |
Таблица 10 - Геометрические размеры клапанов

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 |
