

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Обозначение клапана | Геометрические размеры, мм | |||
Седло | Шарик | |||
Насос НВ3Б, НВ4Б, НН1,НН2 НН1АБ-70 | Dнар. | d вн. | H | dш |
VII-106 | 20,142 | 11,89 | 12,70 | 15,875 |
VII-125 | 23,317 | 14,61 | 12,70 | 19,050 |
VII-150 | 29,667 | 17,83 | 12,70 | 23,6125 |
VII-175 | 35,255 | 21,08 | 12,70 | 28,575 |
VII-225 | 43,638 | 26,57 | 12,70 | 34,925 |
VII-250 | 51,054 | 32,13 | 12,70 | 42,8625 |
VII-375 | 79,8 | 51,5 | 20,0 | 60,00 |
К223-159 | 22,35 | 13,5 | 12,50 | 15,875 |
К253-190 | 25,35 | 16,2 | 12,50 | 19,050 |
К313-238 | 31,35 | 20,3 | 15,00 | 23,8125 |
К363-270 | 36,35 | 23,1 | 15,00 | 26,988 |
К423-317 | 42,35 | 27,3 | 15,00 | 31,750 |
К483-349 | 48,35 | 29,9 | 15,00 | 34,925 |
К598-429 | 59,80 | 36,80 | 20,00 | 42,862 |
К798-600 | 79,80 | 51,50 | 20,00 | 60,000 |
1.3.4 Требования к опорам и якорю замка вставного насоса
1.3.4.1 Конструктивно опоры изготавливаются двух видов: цанговая опора ОМ с якорем на колонне труб НКТ и цанговая опора НМ с якорем непосредственно на насосе под крепление вставных насосов по стандарту API Spec 11 АХ.
1.3.4.2 Кольцо опор должно изготавливаться из нержавеющей стали марок 30Х13 или 40Х13 по ГОСТ 5632 и подвергаться термической обработке до твёрдости 40 – 45 HRC.
1.3.4.3 Якорь замка вставного насоса, адаптированного к опоре НМ и якорь опоры типа ОМ должны изготавливаться из стали 40 Х по ГОСТ 4543 твёрдостьюHRC.
1.3.4.4 Остаточная деформация перьев якоря более 0,3 мм после трехкратного разжима их на величину рабочего хода не допускается.
1.3.4.5 Остальные детали опор должны изготавливаться из конструкционной стали.
1.3.4.6 Основные параметры и размеры опор замковых должны соответствовать значениям, указанным на рис.5 и в таблице 11.
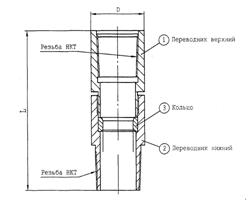
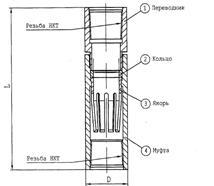
Замковая опора НM Замковая опора ОM
Рисунок 5 Замковые опоры НМ и ОМ
Таблица 11 - Основные параметры и размеры опор замковых
Тип опоры | Условный размер, мм | Условный размер опоры- присоеди-нительный размер, мм резьба гладких труб по ГОСТ 633 | Рабочее давление, МПа | Мини-мальное усилие срыва замка, кН | Габаритные размеры, мм, не более | Масса, кг, не более | |
D | L | ||||||
ОМ-60 НМ-60 | 27; 32 | 60 | 27,5 | 3,0 | 73 | 340 | 5,0 |
ОМ-73 НМ-73 | 38; 44 | 73 | 22 | 3,5 | 89 | 370 | 6,0 |
ОМ-89 НМ-89 | 57 | 89 | 13,2 | 3,5 | 102 | 415 | 11,0 |
1.3.4.7 Допуски параллельности, торцевого биения, соосности деталей опор не должны превышать соответственно 8-й, 9-й и 10-1 степени точности по ГОСТ 24643, а угол конуса – не выше 13-й степени точности по ГОСТ 8908.
1.3.5 Требования к сборке насосов
1.3.5.1 Детали, поступившие на сборку насосов, должны быть очищены от стружки и грязи, заусенцы на рёбрах и кромках деталей должны быть удалены, острые кромки притуплены.
1.3.5.2 Необработанные поверхности деталей, кроме окрашиваемых, после термической обработки должны быть очищены от окалины.
1.3.5.3 По согласованию между изготовителем и заказчиком пара «цилиндр-плунжер» должна иметь группу посадки в соответствии с таблицей 12.
1.3.5.4 В зависимости от величины зазора между плунжером и цилиндром предусмотрены группы посадок, указанные в таблице 12.
Таблица 12 - Группы посадок сопряжения «плунжер – цилиндр»
Группа посадки | Зазор между цилиндром и плунжером, мм |
1 | От 0,025 до 0,088 |
2 | От 0,050 до 0,113 |
3 | От 0,075 до 0,138 |
4 | От 0,100 до 0,163 |
5 | От 0,125 до 0,188 |
1.3.5.5 Диаметр насоса, длины плунжера, цилиндра и удлинителей должны быть выбраны с учётом свойств откачиваемой жидкости, дебита скважины и глубины спуска насоса.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 |
