Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
СВЕРЛИЛЬНО-ПРИСАДОЧНЫЙ СТАНОК
МОДЕЛЬ SPK 21

ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
2004г.
СОДЕРЖАНИЕ
Применение и отличительные особенности станка……………………………….….3 Основные технические характеристики………………………………………….……3 Меры безопасности при эксплуатации…………………………………………….…..3 Настройка станка………………………………………………………………………..4 Перечень пневматических элементов и основные схемы…………………………….5 Перечень электрических приборов и основные схемы………………………….........5 Поиск и устранение неисправностей…………………………………………………..5 Сертификат соответствия…………………………………………………………….....6 Комплектация…………………………………………………………………………....6
1. Применение и отличительные особенности станка
Данный станок представляет собой деревообрабатывающий сверлильно-присадочный станок. Основным предназначением станка является сверление резьбовых отверстий при сборке и разборке мебели, точечных отверстий для соединения дверей, окон и стеллажей, а также панельной мебели соединяемой точечными отверстиями.
Подача станка и зажим обрабатываемого изделия осуществляются пневматикой. Это позволяет увеличить производительность, рационализировать рабочий процесс и повысить безопасность. В соответствии со своими потребностями Вы можете изменять высоту и угол шпинделей. Для точной настройки станок оборудован дисплеем. Это удобно для настройки и точного сверления.
Подсоедините данный станок к следующей системе электроснабжения: 380V, 50Hz, трехфазовая система снабжения. Станок должен быть заземлен. Для двигателя станка существует несколько предохранительных функций: синхронизация фаз, перенапряжение, потеря электрического напряжения, короткое замыкание и другие.
2. Основные технические характеристики
1. Максимальный диаметр сверления……………………………………………………..15мм
2. Максимальная глубина сверления………………………………………………………60мм
3. Максимальная рабочая ширина..…………………………………………..…………..750мм
4. Количество шпинделей………………………………………………………………….…21
5. Расстояние между шпинделями……………………………………………………….32мм
6. Частота вращения ……………………………………...2840 оборотов в минуту
7. Мощность электродвигателя… ………………………………………………1.5kW
3. Меры безопасности при эксплуатации
Удостоверьтесь, что все крепежные детали прочно закреплены. Смажьте фабричные сверла. Сделайте проверочный запуск станка и удостоверьтесь, что все шпиндели движутся в правильном направлении. В случае каких-либо отклонений от нормы, поменяйте подсоединение любых двух проводов трехфазового источника. Во избежание несчастных случаев, получения травм персоналом или повреждения станка, необходимо отключить станок от источника питания при проведении настроек, ремонта, чистки или технического обслуживания. При эксплуатации станка, оператор может выбрать автоматический (AUTO) или ручной (HAND) режим работы. При работе в автоматическом режиме, нажмите педаль или кнопку “working start” («рабочий запуск»). Цилиндр прижмет панель, подача сверл осуществится автоматически и начнется сверление панели. Дойдя до заданной глубины, сверло начнет двигаться в обратном направлении. Затем прижимной цилиндр автоматически ослабит давление. На этом работа одного рабочего цикла будет завершена. При работе в ручном режиме, воспользуйтесь кнопкой и рукояткой на панели управления для начала работы. Как правило, ручной режим работы используется для настройки станка. При возникновении каких-либо неполадок, немедленно остановите станок. В данном случае необходимо нажать кнопку “Emergency brake” («Аварийный тормоз»). При возникновении каких-либо непонятных звуков необходимо остановить станок и обнаружить неисправность. Не обнаружив неисправность, категорически запрещается включать станок. Во избежание утечек, которые могут привести к поражению электрическим током оператора, перед эксплуатацией необходимо заземлить станок. О любых поврежденных деталях или частях станка, немедленно проинформируйте соответствующую организацию. Во избежание несчастных случаев или повреждения оборудования, категорически запрещается эксплуатировать несправный станок. После окончания всех работ, станок необходимо очистить и отключить от электроснабжения. Только выполнив данные условия, разрешается покинуть рабочее место.4. Настройка станка
В соответствии с различной толщиной обрабатываемой панели, при необходимости регулировки высоты прижимного цилиндра, Вы можете ослабить регулировочный рычаг, находящийся на подвижной части цилиндра. Вы также можете поднять или опустить рычаг и закрепить его на необходимой высоте. В соответствии с габаритами обрабатываемой панели, при необходимости настройки позиции цилиндра слева направо или в обратном направлении, ослабьте рычаг на подвижной части цилиндра. Передвиньте цилиндр слева направо или в обратном направлении вдоль круглой балки. Крепежи с обоих концов круглой балки могут двигаться вперед и назад вдоль горизонтальной двухконсольной балки. На необходимой позиции закрепите рычаг.
2. Установка высоты и глубины сверления
1). Регулировка высоты сверления
Для передвижения платформы для сверл вверх или вниз по транспортеру, поверните маховик ручной подачи, находящийся под платформой для сверл. На левой стороне транспортера находится указатель, по показаниям которого Вы можете отрегулировать высоту сверления относительно рабочего стола.
2). Регулировка глубины сверления
Отрегулируйте необходимое положение маховика в соответствии с микровыключателями на цилиндре. При сверлении отверстий, маховик касается микровыключателя, расположенный на цилиндре, и цилиндр немедленно возвращается, тем самым, устанавливая глубину сверления.
3). Фиксация
· Фиксация обрабатываемого изделия (горизонтальное сверление)
С левой и правой сторон рабочего стола расположены поперечные ограничители. Ослабьте рычаг на торце ограничителя. Ограничитель двигается слева направо и в обратном направлении вдоль Т-образного фиксатора рабочего стола. После окончания регулировки, закрепите рычаг. Регулировка поперечной позиции обрабатываемого изделия завершена.
· Фиксация обрабатываемого изделия (вертикальное сверление)
На поперечном ограничителе имеется выемка. Также имеется удлиняющаяся листовая сталь, которая удлиняется вперед и назад. Закрепите рычаг в необходимой позиции. В данный момент, удлиняющаяся листовая сталь может быть использована для поперечной фиксации.
Продольная фиксация осуществляется при помощи двух блоков. Блоки могут быть передвинуты вперед и назад вдоль транспортера. (На транспортере имеется указатель). Данные два блока могут быть закреплены вместе с транспортером слева направо и в обратном направлении. После окончания регулировки, закрепите рычаг.
4). Регулировка давления воздуха
Нормальным рабочим давлением считается 0.8МРа, то есть давление на один квадратный сантиметр должно составлять 8 кг. При чрезмерном или слишком слабом давлении, поворачивайте рукоятку настройки на триплете, пока стрелка на манометре не покажет 0.8МРа.
5). Настройка скорости сверления
Две рукоятки, распложенные на правой стороне панели управления, могут быть использованы для настройки скорости сверления и обратной скорости. Верхняя рукоятка используется для настройки скорости сверления, а нижняя – для настройки обратной скорости.
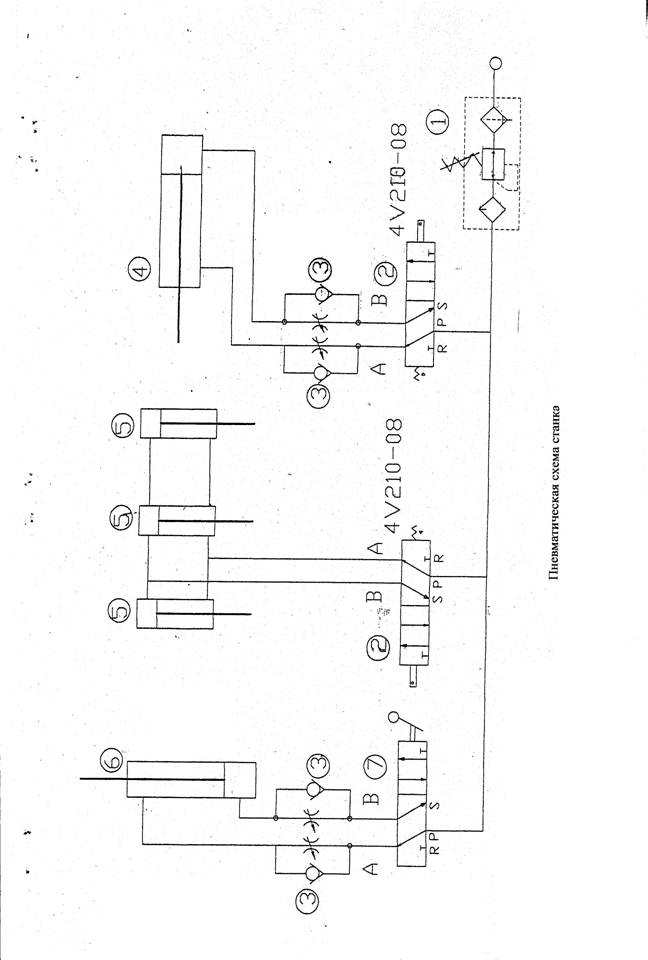
5. Перечень пневматических компонентов
Код | Тип | Наименование | Количество |
1 | QFLKWB-LB | Триплет | 1 |
2 | 4V210-08 | Основной сменный клапан однополосного рулона | 2 |
3 | SPA-8 | Гидравлический дроссель | 2 |
4 | QGEW-2SD 80×80 | Цилиндр | 1 |
5 | QGA 50×50 | Цилиндр | 3 |
6 | 10A-5SD 80×230 | Цилиндр | 1 |
7 | G522 LB | Клапан, сменяемый вручную | 1 |
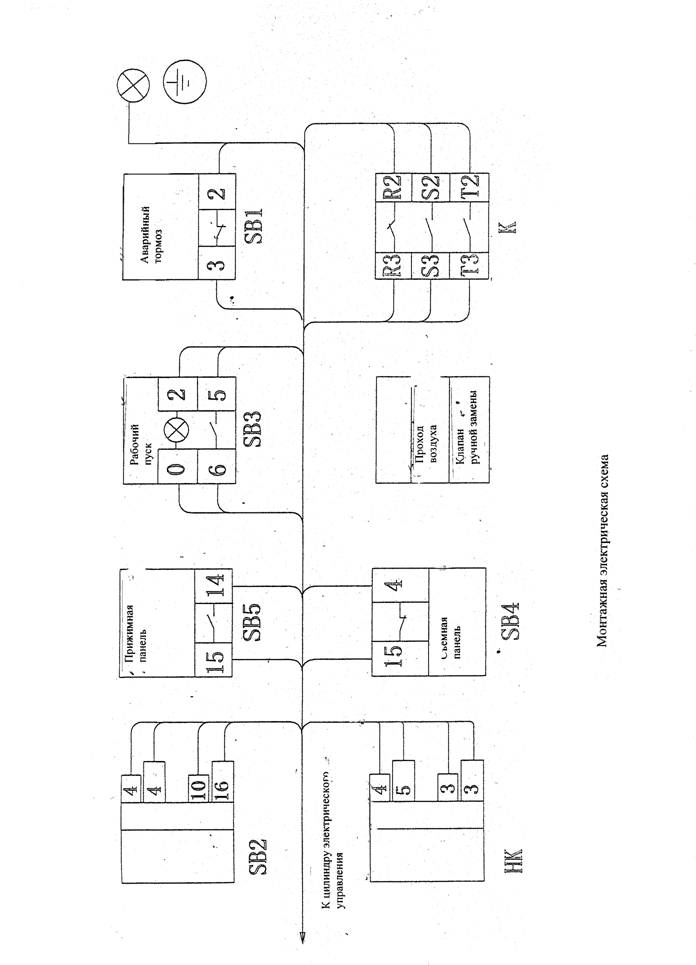
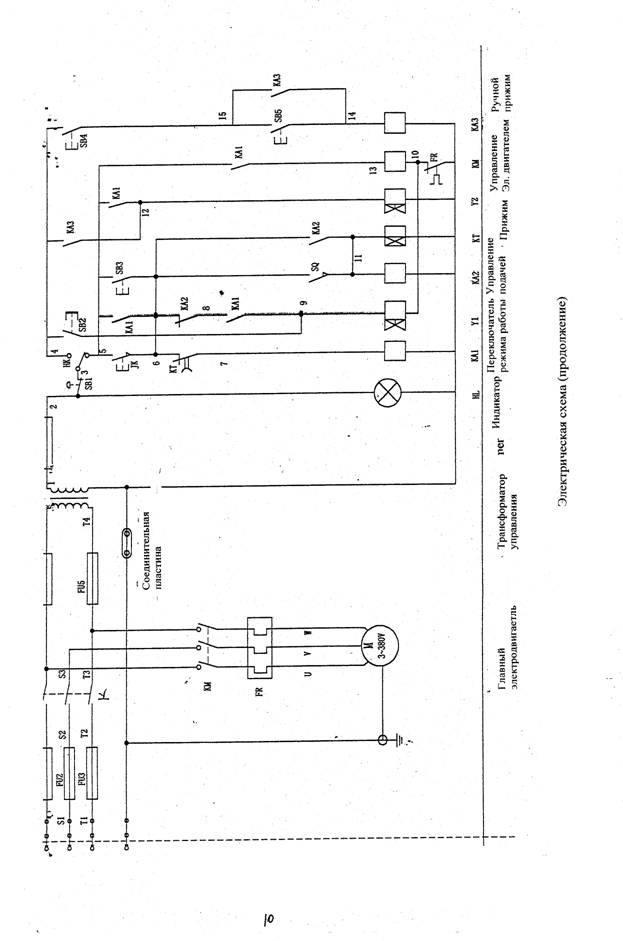
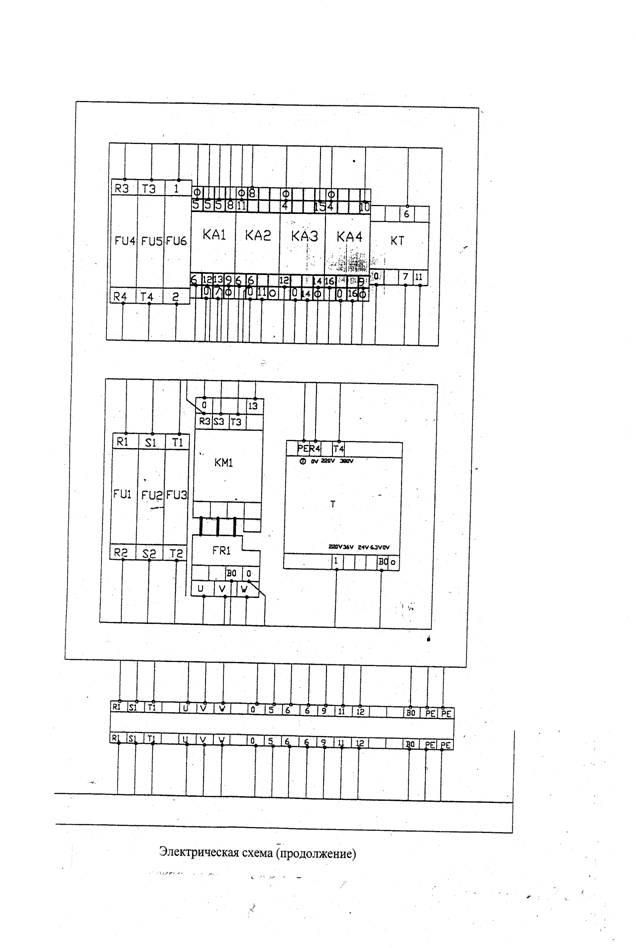
Код | Наименование | Тип и Характеристика | Количество |
HK | Переключатели | TSS-25 | 1 |
FU 1, 2, 3 | Предохранитель | 380V 16A | 3 |
FU 4, 5, 6 | Предохранитель | 380V 4A | 3 |
T | Трансформатор управления | BK-50 380V/220V | 1 |
SB | SB1 Аварийный выключатель | LAY3 220V | 1 |
SB2 Переключатели настройки резки | 125-300V 5-3A | 1 | |
SB3 Кнопка для начала сверления | 125-300V 5-3A | 1 | |
SB4 Кнопка для ослабления | 125-300V 5-3A | 1 | |
SB5 Кнопка прижима | 125-A | 1 | |
HK | Переключатель автоматического или ручного режима сверления | 125-300V 5-3A | 1 |
JK | Педаль | TFS-302 | 1 |
SQ | Микровыключатель | 110-400V | 1 |
KA | Реле | MY4 220V 5A | 4 |
KT | Хронореле | AH3-NC 220V 0-6S | 2 |
Y1, Y2 | Электромагнитный клапан | 4V 210-08 | 2 |
KM | АС контактор | CJX2-D1210 | 1 |
FR | Термореле | JRS1-09-25/4A | 1 |
M | Двигатель | 1.5kW Y90S-2 | 1 |
7. Поиск и устранение неисправностей
Неисправность | Причина | Метод устранения |
Отверстие не круглой формы и диаметр отверстия больше, чем необходимо. | Зазор транспортера слишком большой, а платформа шпинделей поднимается/опускается или двигается вперед. Наконечник шпинделя не отцентрирован. Обрабатываемая заготовка слишком жесткая или скорость подачи слишком быстрая. | Отрегулируйте зазор. Заточите наконечник. Уменьшите скорость подачи, поворачивая рукоятку на панели управления. |
Комплектация
Наименование: Сверлильно-присадочной станок
Код | Наименование | Количество | Примечания |
1 | Гаечный ключ с открытым зевом | 3 | В инструментальном ящике |
2 | Внутренняя шестиугольная ложка | 3 | В инструментальном ящике |
3 | Крестовая отвертка | 1 | В инструментальном ящике |
4 | Итальянский фиксатор | 12 | В инструментальном ящике - 9 Установлено на станке -3 |
5 | Цанги | 6 | В инструментальном ящике |
6 | Руководство по эксплуатации | 1 | В инструментальном ящике |
7 | Инструментальный ящик | 1 |