

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Инструкционная карта № 56
Тема 3.4. Сварка пластин в нижнем и наклонном положении
Тема урока 3.4.1. Сварка стыковых соединений пластин в нижнем и наклонном положении
Учебно-производственные задания | Цели заданий | Оборудование и материалы, вспомогательные средства |
Выполнить стыковые сварочные соединения пластин из низкоуглеродистой стали с разделкой и без разделки кромок | Научиться выполнять стыковые соединения газовым пламенем с разделкой и без разделки кромок | Сварочный пост Горелка типа ГЗ с набором наконечников Защитные средства Металлическая щетка Пластина из низкоуглеродистой стали Ст3 размером 3х125х300 мм без разделки кромок Пластина из низкоуглеродистой стали Ст3 размером 4х125х300 мм с разделкой кромок Пластина из низкоуглеродистой стали Ст3 размером 5х125х300 мм с разделкой кромок Присадочная проволока марки Св-08 диаметром 2,5 мм Присадочная проволока марки Св-08 диаметром 1,6 мм Универсальный шаблон сварщика УШС-3 |
Вы освоите сварку стыковых соединений пластин в нижнем положении, выполняя сварные соединения без разделки и с разделкой кромок. Качественного выполнения сварные соединений Вы достигните только путем многократного повторения усвоенных навыков.
Сварка стыковых соединений в нижнем положении также как и наплавка может быть выполнена как левым, так и правым способом.
1. ЛЕВЫЙ СПОСОБ СВАРКИ СТЫКОВОГО СОЕДИНЕНИЯ
БЕЗ РАЗДЕЛКИ КРОМОК
 |
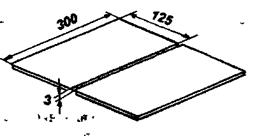
1.1. Чтобы выполнить левую сварку возьмите две пластины из низкоуглеродистой стали марки Ст3 размером 3x125x300 мм без разделки кромок.
 |
1.2. Подготовьте пластины под сварку.
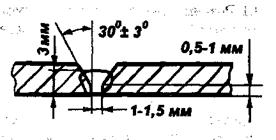
1.3. Выберите диаметр (D) присадочной проволоки марки Св-08. Для сварки левым способом деталей толщиной t=3 мм возьмите присадочную проволоку диаметром D=2,5 мм (t/2+l мм).
 1.4. Подготовьте проволоку к сварке.
1.4. Подготовьте проволоку к сварке.
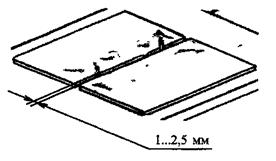
1.5. Положите на рабочий стол обе пластины с зазором 1-2,5 мм. Для фиксации зазора вставьте в него в нескольких местах проволоку или пластины соответствующейтолщины.
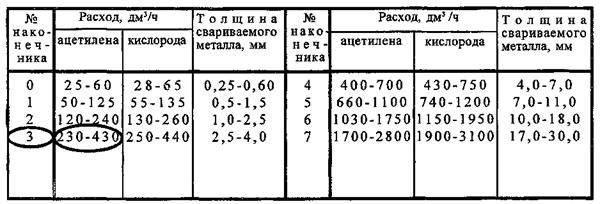
1.6. Установите на горелку наконечник №3 (расход ацетилена 100-120 дм3/ч на 1 мм толщины металла).
1.7. Зажгите и отрегулируйте нормальное пламя. Прогрейте пластины перед выполнением прихваток, проведя пламенем несколько раз вдоль кромок.
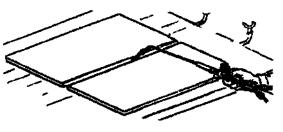
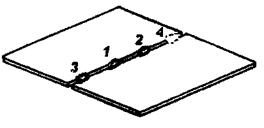 1.8. Выполните 4 прихватки длиной по 5-8 мм каждая, равномерно распределяя их от середины к краям вдоль соединения. Четвертую прихватку (крайнюю правую) можете не выполнять, т. к. с этого края начнется сварка.
1.8. Выполните 4 прихватки длиной по 5-8 мм каждая, равномерно распределяя их от середины к краям вдоль соединения. Четвертую прихватку (крайнюю правую) можете не выполнять, т. к. с этого края начнется сварка.
 |
1.9. Положите горелку на стойку не гася пламени.
1.10. Зачистите прихватки металлической щеткой.
1.11. Осмотрите прихватки для выявления дефектов в них.
1.12. При обнаружении дефекта, удалите прихватку абразивным кругом и выполните новую, сместив ее относительно удаленной.
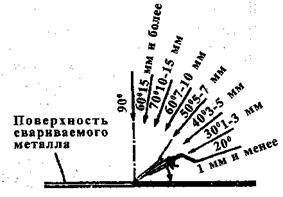
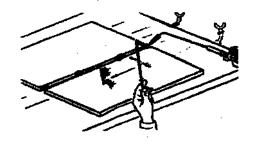
1.13. Возьмите горелку и проволоку и прогрейте правый край соединения, с которого Вы начнете сварной шов. Для этого мундштук установите под углом 80°-90° к оси шва. Рукоятку горелки лучше располагать почти перпендикулярно кромкам.
 |
1.14. В момент начала плавления кромок уменьшите угол наклона мундштука к оси шва до 30 – 400во избежании прожога. При левом способе пламя направлено на еще не аортные кромки и подогревает их, формируя шов равномерный по высоте и ширине.
 |
1.15. Введите в зону сварки присадочную проволоку под углом 30°-40° к оси шва.
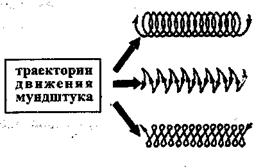
1.16. Выполните сварку левым способом. Траекторию движения мундштука выберите любую из указанных на рисунке. Наиболее распространеннаядвижение полумесяцем.
1.17. Концом присадочной проволоки совершайте движения противоположные движениям мундштука, чтобы присадка всегда находилась на кромке, противоположной той, где находится пламя.
 |
1.18. Заканчивая сварку у левого края соединения, наклоните мундштук почти параллельно оси шва, плавно отведите проволоку и горелку, погасите пламя.
 |
1.19. Зачистите и осмотрите шов, оценивая его.
1.20. Выполнить сварку пластин в той же последовательности, меняя угол наклона с 150 до 450.
2. ЛЕВЫЙ СПОСОБ СВАРКИ СТЫКОВОГО СОЕДИНЕНИЯ
С РАЗДЕЛКОЙ КРОМОК
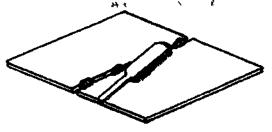
2.1. Возьмите две пластины из низкоуглеродистой стали марки Ст3 размером 4x125x300 с разделкой кромок. Зачистите кромки и соберите стыковое соединение, зафиксировав его 3-4 прихватками длиной 5-8 мм, толщиной 3 мм.
2.2. Подготовьте к сварки проволоку марки Св-0,8 диаметром 3 мм(1/2+1 мм).
Наконечник горелки возьмите № 3. Зажгите и отрегулируйте нормальное пламя. Выполните сварку левым способом аналогично тому, как Вы это делали на пластинах без разделки кромок.
 |
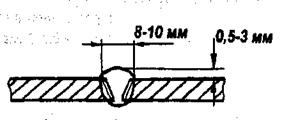
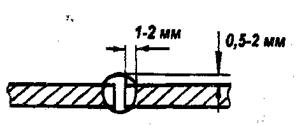
2.3. Следите за тем, чтобы шов по всей длине имел ширину от 8 до 10 мм, высоту усиления от 0,5 до 3 мм и гладкую мелкочешуйчатую поверхность. Стремитесь формировать корень без непроваров и прожогов.
2.4. Зачистите и осмотрите шов, оценивая его.
Позовите Вашего инструктора.
3. ПРАВЫЙ СПОСОБ СВАРКИ СТЫКОВОГО СОЕДИНЕНИЯ
С РАЗДЕЛКОЙ КРОМОК

3.1. Возьмите две пластины из низкоуглеродистой стали марки Ст3 размером 5x125x300 с разделкой кромок и соберите стыковое соединение аналогично тому, как Вы это делали в шаге 2.1.
3.2. Подготовьте к сварки проволоку марки Св 0,8 диаметром 3 мм (= t/ 2). Наконечник горелки установите № 4 в соответствии с таблицей шага 1.5 (из расчета расхода ацетилена 120-150 дм3/ч на 1 мм толщины).
3.3. Прогрейте левый край соединения и проведите сварку правым способом, перемещая горелку без поперечных колебаний под углом 35°-45° к оси шва, совершая серповидные или спиралевидные движения проволоки Проволоку держите под углом 40°-50° к оси шва. При этом способе сварки пламя направлено на формирующейся шов, что способствует получению качественного наплавленного металла.
3.4. Сварку выполните за один проход.
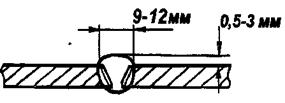
3.5. Стремитесь сформировать шов шириной 9-12 мм с высотой усиления 0,5-3 мм.
3.6. Зачистите и осмотрите шов, оценивая его.
Позовите Вашего инструктора.
3.7. Выполните сварку пластин в той же последовательности с наклоном от 150 до 450.
