

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
УДК 621.34
А. В. СЛЕТА, В. А. ЛОБАНОВА,
а. V. SLETA, v. A.LOBANOVA, O. A.VORONINA
ОСНОВНЫЕ ПРОБЛЕМЫ ПОДБОРА НАСТРОЕК ПРОМЫШЛЕННЫХ РЕГУЛЯТОРОВ
THE MAIN PROBLEM OF SELECTING SETTINGS INDUSTRIAL CONTROLLERS
В статье рассматривается вопрос необходимости настроек регуляторов в управлении технологическими процессами на мини – НПЗ.
Ключевые слова: нечёткий регулятор; ректификационная колонна; мини-НПЗ.
The article considers the question settings are needed regulators in the management of the technological processes on the mini refinery.
Keywords: fuzzy-logic controller; distillation column; mini oil refinery.
При поддержании технологического параметра на заданном уровне предприятие, в частности мини-НПЗ, постоянно расходует управляющий ресурс: топливо, пар, воду, электроэнергию, химические вещества и пр, то есть постоянно расходуется энергоресурс или материальный ресурс, который имеет свою цену. В “отлично” работающей системе автоматического регулирования (САР) управляющий “клапан” в каждый момент времени “открыт” ровно настолько, чтобы обеспечить отпуск технологическому процессу столько ресурса, сколько ему объективно требуется на данный момент, и не грамма больше.
Все отклонения регулируемого технологического параметра от технологического задания в сторону “пере-” означают, что предприятие на этот момент перерасходовало какой-то энергетический или материальный ресурс. При этом далеко не всегда отклонения регулируемого параметра от задания в сторону “недо-” может компенсировать ресурс, который был перерасходован при отклонениях “пере-”. Кроме того, снижение отклонений в обе стороны от задания позволяет выбрать так называемый “запас по качеству”. Это уменьшение задания регулятору с максимально возможным приближением его значения к минимальному регламентному ограничению. Процесс регулирования представлен на рисунке 1.
Что может дать тщательная настройка регулятора с точки зрения увеличения производительности? Увеличение выхода годного, улучшение сортности. Любое уменьшение отклонения значения технологического параметра от задания – и “недо-”, и “пере-” – всегда какое-то улучшение качества выпускаемого этой технологией продукции. Это тяжело предварительно просчитать, но любой эксперт это улучшение подтвердит.

Рисунок 1 – Процесс регулирования
Делает в принципе возможным работу “на грани”, т. к. уменьшение отклонения значения технологического параметра от заданного значения позволяет поднять его заданное значение ближе к верхнему ограничению безопасности ведения процесса. Это действенно там, где величина регулируемого параметра влияет на скорость протекания технологического процесса, а увеличение скорости протекания даёт увеличение производительности. Это называется “Выбрать запас на безопасность”. Звучит нехорошо, но, по существу так и есть.
У многих технологических процессов и установок существует потенциал роста производительности через улучшения Качества, и все это за счет уменьшения Отклонения. Приведу небольшой пример из нефтепереработки.
Уровень в колонне поддерживается за счёт изменения расхода готового продукта. Схема управления уровнем в колонне представлена на рисунке 2. Схема управления построена таким образом, что если отклонение уровня велико и полностью открытого клапана на расходе готового продукта не хватает для того, чтобы не допустить отклонение уровня выше технологически допустимого, то начинает открываться перепускной клапан, который сбрасывает часть готового продукта в линию с отработанным продуктом, который также поступает потребителю, но его стоимость на порядок ниже.
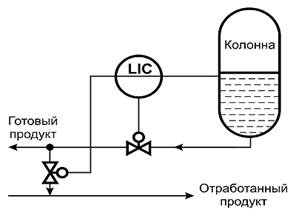
Рисунок 2 - Схема управления уровнем в колонне
Регулятор уровня был настроен эмпирически (т. е. “на глазок”) и допускал значительные отклонения уровня, что, в свою очередь, приводило к срабатыванию перепускного клапана и сливу дорогостоящего продукта в линию с отработанным продуктом. С помощью инструментальных средств (в данной ситуации «P. I.D. – expert») были проведены работы по качественной настройке регулятора. Оптимальные настройки были рассчитаны и установлены в регулятор. В результате значительно повысилось качество стабилизации уровня, регулятор не допускал значительных отклонений регулируемой переменной, и как следствие, случаи срабатывания перепускного клапана были существенно сокращены. По разнице расходов продукта в линию с отработанным продуктом “до” и “после” проведения работ по настройке регулятора и известной стоимости продукта удалось посчитать экономию.
Значительная часть времени персонала, эксплуатирующего системы регулирования, расходуется на обнаружение и устранение технических неисправностей и настройку параметров регулирующих устройств. Необходимость перенастройки параметров обусловлена многими причинами, связанными с изменениями характеристик объекта. Эти изменения, в свою очередь, обусловлены изменениями нагрузки, свойств подаваемых на переработку обрабатываемых материалов, сырья и энергоносителей. Причиной указанных изменений часто является и работа других контуров регулирования, связанных с рассматриваемым контуром через объект.
Иллюстрацией сказанного может служить, например влияние изменения нагрузки, которое всегда связано с изменением положения регулирующего органа. У регулирующих органов разных типов - шиберов, заслонок, задвижек - наклон типичных рабочих характеристик может изменяться в 2-3 раза при различных положениях. При этом соответственно, в 2-3 раза меняется и коэффициент усиления объекта, и примерно во столько же раз при этом следует изменять коэффициент пропорциональности регулятора. Весьма существенно влияние на настройку регулятора при различных положениях регулирующего органа оказывают и такие его характеристики, как гистерезис, мёртвый ход, выбег и т. п. Существенные причины для изменения настроек в процессе эксплуатации возникают также вследствие влияния соседних контуров в многомерных системах и из-за изменения свойств сырья, энергоносителей, перерабатываемых материалов.
Эксплутационный персонал, чтобы избежать частых перенастроек регуляторов стремится установить по возможности «слабые» настройки, обеспечивая устойчивость системы регулирования при различных режимах работы объекта. Естественно, при этом приходится жертвовать характеристиками качества системы регулирования. Во всех режимах, кроме наиболее неблагоприятных, время переходных процессов, отклонение регулируемой переменной и другие характеристики качества ухудшаются.
Поэтому получившие широкое освещение в литературе методы расчёта параметров регуляторов по математической модели объекта, полученной путём идентификации параметров модели в разомкнутой системе регулирования (с отключённым регулятором), могут дать только весьма приближённые исходные настройки. В свете сказанного наивными для промышленных условий представляются и многочисленные предложения, связанные с возможностью «усиления» параметров регуляторов с помощью ввода в систему регулирования разного рода предикторов (предсказателей, упредителей, в том числе упредителя Смита), использующих постоянную модель объекта. При изменениях параметров объекта «сильные» настройки способствуют приближению системы к границе устойчивости и выходу за её пределы. Таким образом, дополнительные элементы, позволяющие с помощью использования модели улучшить качество путём «усиления» регулятора, без учёта изменений в объекте снижают характеристики запасов устойчивости системы. Для использования этих элементов необходимо в первую очередь добиться нужной точности изменяемой модели и адаптации к ней всех устройств управления, включая и регулятор и предиктор.
Даже для достижения качества регулирования, доступного стандартному регулятору без предикторов, нужно в процессе эксплуатации иметь информацию об изменениях характеристик объекта или замкнутой системы из-за изменений в объекте.
В специальной литературе время от времени появляются статьи и рекламные предложения, связанные с применением регуляторов со специальной структурой - регуляторов с нечёткой логикой, регуляторы с переменной структурой и т. д. К сожалению, эти предложения, как и ранее упомянутые, в подавляющем большинстве случаев направлены на улучшение качества переходного процесса для объектов с постоянными параметрами. Нам же представляется, что для промышленных условий значительно более актуальна задача перестройки параметров стандартных регуляторов при изменяющихся характеристиках объекта. Актуальность решения этой задачи, разумеется, с учётом надёжности функционирования алгоритмов и необходимой простоты эксплуатации, позволит получить в современных промышленных условиях большую пользу от улучшения качестве управления и стабилизации производственных процессов, чем дальнейшее углубление исследований, обеспечивающих улучшение качества на объектах с постоянными параметрами. Следует ожидать, что решение задачи адаптации системы к изменяющимся характеристикам объекта позволит расширить возможность использования на практике и алгоритмов с предсказателями, благодаря уточнению модели в процессе эксплуатации.
Адаптации регулятора к изменяющимся характеристикам объекта сопряжена с двумя основными задачами:
- задачей диагностирования изменений характеристик объекта; задачей идентификации модели объекта в работающей системе регулирования.
Если эти задачи решены, то при настройке применяются методы, предназначенные для объектов с постоянными параметрами.
Очень часто решение этих задач в промышленных условиях осложнено теми или иными условиями эксплуатации технологического оборудования и работы персонала. Например, на многих технологических процессах не допускаются дополнительные активные воздействия на системы регулирования. Эти сложности приводят к тому, что далеко не все теоретические схемы оказываются применимыми на практике, что делает необходимым формулировать специальные требования «приживаемости» адаптивных устройств в эксплуатации.
Стабильная качественная работа САР на промышленных агрегатах – основа промышленной безопасности и экономических показателей, обеспечиваемых АСУТП. Для удовлетворительной работы регуляторов необходима достаточно частая их настройка, поскольку характеристики регулируемого объекта обычно существенно и часто изменяются. Поэтому для качественной работы САР в эксплуатации необходима их автоматическая адаптация или достаточно частая настройка регуляторов.
Методы настройки, известные из литературы, можно разделить на две группы. Первая группа обуславливает необходимость размыкания САР и проведения идентификации регулируемого объекта при отключённых регуляторах с помощью разного вида воздействий. Вторая – требует введения замкнутых систем регулирования в специальные режимы работы, весьма неудобные технологическому персоналу. Обе группы требуют существенных затрат времени, причём необходимо привлечение к настройке технологического персонала. Настройка регулятора с помощью модели объекта, идентифицированной в разомкнутой системе, методически неверна и может привести к неприемлемым результатам. Многими фирмами, занимающимися внедрением электронных регуляторов в АСУТП, ведутся разработки по расчетам оптимальных настроек по записям переходных процессов (исходный процесс) в замкнутой системе регулирования при произвольных настройках. Переходные процессы должны быть получены в результате ступенчатого воздействия по нагрузке или заданию. Значение величины воздействия и момент его нанесения для расчёта не нужны. Такие воздействия на объект обычно часто имеют место при нормальной эксплуатации на промышленных установках..
СПИСОК ЛИТЕРАТУРЫ
1. Варламов, критерием оптимизации переходных процессов в САР эффективнее пользоваться на практике?// Промышленные АСУ и контроллеры.– 2005. №5. – c.56-57
2. Варламов, И. Г. В каких случаях "ослабление" регулятора оправдано?// Промышленные АСУ и контроллеры.– 2005. №9. – c. 44-47.
Магистрант кафедры ЭВТИБ Госуниверситет – УНПК г. Орел, Россия
Научный руководитель к. т.н., профессор
Профессор кафедры ЭВТИБ Госуниверситет – УНПК, к. т.н., г. Орел, Россия
E-mail: *****@***ru
Доцент кафедры ЭВТИБ Госуниверситет – УНПК, к. т.н., г. Орел, Россия
Научный руководитель к. т.н., профессор
E-mail: *****@***ru
