

РЕФЕРАТ
Пояснительная записка к курсовой работе : 40 с., 6 рис., 2 приложения, 3 источника.
Объект исследования : задача определения наилучших управленческих решений по усовершенствованию технологического участка по критерию увеличения дохода от выполняемых работ.
Цель работы : нахождение оптимального решения для поставленной задачи.
Найдено решение с помощью имитационного моделирования. Выполнена программная реализация на GPSS World. Получены статистически значимые результаты.
ИМИТАЦИОННОЕ МОДЕЛИРОВАНИЕ, МОДЕЛИРОВАНИЕ СИСТЕМ, СМО, ПЛАНИРОВАНИЕ ЭКСПЕРИМЕНТОВ.
ПОСТАНОВКА ЗАДАЧИ
На регулировочный участок цеха через случайные интервалы времени поступают по два агрегата через каждые Т0 мин. Первичная обработка осуществляется для двух агрегатов одновременно и занимает в среднем Т1 мин. Если в момент прихода агрегатов предыдущая партия не была обработана, поступившие агрегаты на первичную регулировку не принимаются и поступают в промежуточный накопитель. Агрегаты, прошедшие первичную регулировку, поступают попарно на вторичную регулировку, которая выполняется в среднем Т2 мин (получаем агрегаты первого сорта), а не прошедшие первичную регулировку поступают на частичную, которая занимает Т3 мин. для одного агрегата (получаем агрегаты второго сорта). Величины длительности обработок, заданные средними значениями, распределены экспоненциально.
Доход от реализации агрегата первого сорта составляет S1 единиц стоимости, второго сорта – S2 единиц стоимости. Уменьшение на одну минуту средней длительности первичной, вторичной и частичной регулировок требует дополнительных затрат в S3, S4, S5 единиц стоимости на каждую деталь соответственно.
Определить наиболее выгодные (с точки зрения экономической эффективности) длительности первичной, вторичной и частичной регулировок.
СОДЕРЖАНИЕ
ВВЕДЕНИЕ.. 4
1 АНАЛИЗ ВОЗМОЖНЫХ МЕТОДОВ РЕШЕНИЯ ПОСТАВЛЕННОЙ ЗАДАЧИ 5
2 РАЗРАБОТКА КОНЦЕПТУАЛЬНОЙ МОДЕЛИ.. 7
2.1 Определение структуры модели.. 7
2.2 Входные и выходные переменные.. 7
2.3 Параметры модели.. 8
2.4 Функциональные зависимости, описывающие поведение переменных и параметров.. 8
2.5 Ограничения на изменения величин.. 9
2.6 Целевая функция системы... 9
2.7 Метод расчёта в среднем... 9
3 ВЫБОР ЯЗЫКА МОДЕЛИРОВАНИЯ.. 12
4 РАЗРАБОТКА СТРУКТУРНОЙ СХЕМЫ ИМИТАЦИОННОЙ МОДЕЛИ И ОПИСАНИЕ ЕЁ ФУНКЦИОНИРОВАНИЯ.. 14
4.1 Описание имитационной модели.. 14
4.2 Описание программной реализации имитационной модели 15
4.3 Оценка адекватности модели.. 15
5 РЕЗУЛЬТАТЫ ЭКСПЕРИМЕНТОВ НА МОДЕЛИ.. 17
5.1 План экспериментов.. 17
5.1.1 Определение длительности прогона. 17
5.1.2 Определение количества прогонов. 18
5.2 Анализ и оценка результатов.. 19
5.2.1 Изменение длительности первичной регулировки. 19
5.2.2 Изменение длительности вторичной регулировки. 23
5.2.3 Изменение длительности частичной регулировки. 24
5.3 Результаты... 25
5.4 Возможные улучшения в работе системы... 25
ВЫВОДЫ... 27
ПЕРЕЧЕНЬ ССЫЛОК.. 28
ПРИЛОЖЕНИЕ А
Код программы... 29
ПРИЛОЖЕНИЕ Б
Файл с экспериментом... 30
ВВЕДЕНИЕ
В данной работе рассматривается решение задачи об нахождении оптимальной стратегии управления технологическим участком с целью увеличения дохода от продаж изготовляемой продукции. Решение поставленной задачи осуществляется с помощью имитационного моделирования.
Главная ценность имитационного моделирования состоит в том, что в основу его положена методология системного анализа. Имитационное моделирование может использоваться как универсальный подход для принятия решений в условиях неопределённости для учёта в моделях факторов, которые трудно формализуются, а также на практике использовать основные принципы системного подхода для решения практических задач.
2 АНАЛИЗ ВОЗМОЖНЫХ МЕТОДОВ РЕШЕНИЯ ПОСТАВЛЕННОЙ ЗАДАЧИ
Данную систему можно представить в виде системы массового обслуживания (СМО), показанную на рисунке 1.1:
Рисунок 1.1 – СМО
Параметры СМО:
- входной поток имеет равномерное распределение с параметрами 40 и 8;
- прибор 1 – прибор первичной регулировки, экспоненциальный закон обслуживания с параметром Т1 ;
- прибор 2 – прибор вторичной регулировки, экспоненциальный закон обслуживания с параметром Т2 ;
- прибор 3 – прибор частичной регулировки, экспоненциальный закон обслуживания с параметром Т3;
Однако неизвестны вероятности поступления заявки в сеть к прибору 1 или прибору 3. Рассмотрим некоторые особенности работы данной СМО:
- заявка, поступившая из входного потока на обслуживание к прибору 1, – пара агрегатов; заявка, поступившая к прибору 3, – один агрегат;
- заявка, заставшая прибор 1 занятым, получает отказ; однако она не покидает систему, а поступает на обслуживание к прибору 3;
- неизвестны вероятности поступления к приборам 1 и 3;
- входной поток имеет равномерное распределение, обслуживание проводится по экспоненциальному закону.
Учитывая данные особенности, можно сказать, что используя аппарат теории массового обслуживания, поставленную задачу решить нельзя.
Поставленная задача может быть решена методом средних величин, однако данные, полученные при использования данного метода, лучше брать для предварительного расчёта ожидаемых результатов.
C помощью операционного анализа возможно отыскать узкое место в некоторой системе массового обслуживания, что может помочь при выборе оптимальной стратегии управления. Однако так как неизвестны вероятности посещения приборов 1 и 3, то данную задачу нельзя решить с помощью операционного анализа.
Осуществим решение поставленной задачи, используя имитационное моделирование. Имитационное моделирование – метод конструирования для вновь создаваемых или существующих систем и проведения экспериментов на модели, чаще всего в качестве имитационной модели выступает её программная реализация на ЭВМ. Эксперименты осуществляются путём прогонов программ на множестве входных данных.
Методами имитационного моделирования может быть решена любая задача. Кроме того, имитационное моделирование имеет ряд преимуществ:
- простота повторения экспериментов на компьютере;
- возможность управления экспериментом, включая его прерывание и возобновление;
- лёгкость варьирования условиями проведения эксперимента.
3 РАЗРАБОТКА КОНЦЕПТУАЛЬНОЙ МОДЕЛИ
3.1 Определение структуры модели
Структурная схема концептуальной модели показана на рисунке 2.1.
 |
 |
нет
 |
|
 |
 |
Агрегаты 2-го сорта Агрегаты 1-го сорта
Рисунок 2.1 – Структурная схема
3.2 Входные и выходные переменные
Входными переменными для данной модели являются
- Х3 – величина уменьшения средней длительности первичной обработки;
- Х4 – величина уменьшения средней длительности вторичной обработки;
- Х5 – величина уменьшения средней длительности частичной обработки.
Выходной переменной Х6 будет получаемый доход, получаемый за время моделирования системы
3.3 Параметры модели
В процессе функционирования модели потребуются следующие параметры
- Т0 = 40 ±8 мин – поступление агрегатов в производство;
- Т1 = 40 мин – длительность первичной регулировки;
- Т2 = 40 мин – длительность вторичной регулировки;
- Т3 = 60 мин – длительность частичной регулировки;
- S1 = 500 ед. ст. – доход от реализации одного агрегата 1-го сорта;
- S2 = 220 ед. ст. – доход от реализации одного агрегата 2-го сорта;
- S3 = 7 ед. ст. – дополнительные затраты при уменьшении средней длительности первичной обработки в расчёте на одну деталь;
- S4 = 9 ед. ст. – дополнительные затраты при уменьшении средней длительности вторичной обработки в расчёте на одну деталь;
- S5 = 7 ед. ст. – дополнительные затраты при уменьшении средней длительности частичной обработки в расчёте на одну деталь.
В ходе работы модели используются такие промежуточные переменные:
- Х1 – количество пар агрегатов первого сорта;
- Х2 – количество агрегатов второго сорта.
3.4 Функциональные зависимости, описывающие поведение переменных и параметров
Если в момент прихода очередной пары заявок прибор первичной обработки занят, то данная пара поступает на обслуживание к прибору частичной обработки. Однако прибор частичной обработки может обслуживать одновременно только один агрегат, в то время как приборы первичной и вторичной обработок могут обслуживать одновременно по два агрегата. Тогда будем считать, что производится агрегат второго сорта стоимостью S2 и агрегат первого сорта стоимостью 2·S1.
3.5 Ограничения на изменения величин
Рассмотрим ограничения на входные переменные данной модели. Очевидно, что нельзя уменьшить длительность выполнения работ для какой-либо обработки на величину, большую, чем начальное среднее время. Значит, можно записать следующие ограничения:
0 £ Х3 £ 40, | ( 2.1) |
0 £ Х4 £ 40, | ( 2.2) |
0 £ Х5 £ 60. | ( 2.3) |
Однако существуют и ограничения, накладываемые используемым языком: при использовании экспоненты аргумент должен быть числом не меньшим, чем 50. Значит, входные переменные не должны достигать значения, равного исходному значению. Тогда окончательно имеем:
0 £ Х3 <40, | ( 2.4) |
0 £ Х4 <40, | ( 2.5) |
0 £ Х5 <60. | ( 2.6) |
3.6 Целевая функция системы
Целью решения данной задачи является увеличение дохода, получаемого от реализации агрегатов 1-го и 2-го сорта. Так как обработка агрегатов первого сорта производится всегда попарно, то можно считать, что обрабатывается только один агрегат, стоимость которого составляет 2S1 ед. ст. Тогда целевая функция имеет вид:
Доход = 2S1·X1 + S2·X2 – 2·S3·X3·X1 – 2·S4·X4·X1 – S5·X5·X2 ® max, | ( 2.7) |
или, подставляя значения параметров в формулу 2.7,
Доход = 1000 ·X1 + 220·X2 – 14·X3·X1 – 18·X4·X1 – 7·X5·X2® max. | ( 2.8) |
3.7 Метод расчёта в среднем
При использовании метода расчёта в среднем нам понадобятся следующие величины:
- E[П] = 40 – математическое ожидание интервала времени между поступлением пары агрегатов на регулировочный участок цеха;
- E[ПО] = 40 – математическое ожидание времени обслуживания пары агрегатов на приборе первичной обработки;
- E[ВО] = 40 – математическое ожидание времени обслуживания пары агрегатов на приборе вторичной обработки;
- E[ЧО] = 60 – математическое ожидание времени обслуживания пары агрегатов на приборе частичной обработки;
- D[П] = 8 – среднеквадратическое отклонение интервала времени между поступлением пары агрегатов на регулировочный участок цеха.
Рассмотрим параметры, связанные с агрегатами 1-го и 2-го сортов. Среднее время производства двух агрегатов 1-го сорта составляет:
Т1 = E[ПО] + Е[ВО] = 40 + 40 = 80, | ( 2.9) |
а стоимость
СТ1 = 2S1 = 1000. | ( 2.10) |
Так как частичная обработка производится только для одного агрегата, то для двух агрегатов среднее время обслуживания будет составлять
Т2 = E[ЧО] + Е[ЧО] = 60 + 60 = 120, | ( 2.11) |
а стоимость
СТ2 = 2S2 = 440. | ( 2.12) |
Анализируя формулы 2.8, 2.9, 2.10 и 2.11, очевидно, что гораздо выгоднее производить больше агрегатов 1-го сорта, так как они имеют большую стоимость и требуют меньших затрат времени.
Рассмотрим, какие затраты потребуются для ускорения производства агрегатов 1-го и 2-го сортов. Чтобы произвести два агрегата 1-го сорта на 1 минуту раньше, требуется вложить
З1 = 2(S3) = 2(7) = 14, | ( 2.13) |
а для двух агрегатов 2-го сорта потребуется
З2 = 2(S5 + S5) = 2(7+7) =28. | ( 2.14) |
Сопоставляя данные формул 2.12 и 2.13 и полученные ранее выводы, можно утверждать, что более высокий доход можно получить при уменьшении длительности первичной и вторичной обработок.
Наименьший интервал времени между поступлением двух заявок на регулировочный участок цеха будет равен
E[П] – D[П] = 40 – 8 = 32. | ( 2.15) |
Чтобы максимизировать число производимых агрегатов 1-го сорта требуется уменьшить длительность первичной обработки на такую величину, чтобы большая часть вновь приходящих пар агрегатов поступала на обслуживание к прибору первичной обработки. Сопоставляя значение E[ПО] и формулу 2.14 можно сказать, что это будет достигаться при уменьшении длительности первичной обработки хотя бы на 8 минут: в этом случае минимальное значение времени поступления и среднее значение времени обслуживания на приборе первичной обработки будут совпадать.
4 ВЫБОР ЯЗЫКА МОДЕЛИРОВАНИЯ
Одним из первых языков моделирования, облегчающих процесс написания имитационных программ, был язык GPSS, созданный фирмой IBM. Его мы и выберем в качестве средства моделирования. GPSS (General Purpose Simulating System – общецелевая система моделирования) является языком моделирования, используемым для построения дискретных моделей и проведения моделирования на ЭВМ. В систему моделирования GPSS входят специальные средства для описания динамического поведения систем путем смены состояний в дискретные моменты времени. GPSS представляет собой язык и транслятор. Как каждый язык он содержит словарь и грамматику, с помощью которых могут быть разработаны модели определенного типа. Транслятор языка построен как компилятор-интерпретатор и работает в две фазы. На первой фазе компиляции проверяется синтаксис и семантика написания строк GPSS – программы, а на второй – интерпретации, осуществляется продвижение транзактов по модели от блока к блоку. Таким образом обеспечивается хорошая диагностика ошибок.
Язык GPSS – язык декларативного типа, построенный по принципам объектно-ориентированного языка. Основными элементами этого языка являются транзакты и блоки, которые отображают, соответственно, динамические и статические объекты моделируемой системы.
Имеется возможность изменять модель, когда она находится в рабочем буфере программы. Для этого существуют специальные команды. В нашем случае именно это нам и необходимо: модели, находящейся в рабочем буфере программы, мы будем подавать на вход различные значения входных переменных и, используя статистические данные, выводящиеся в файле результатов, найдем оптимальное решение.
Возможность задания функций распределения случайных величин ограничена заданием их в табличном виде путем аппроксимации непрерывными функциями. Поэтому можно задать только те функции, которые легко преобразовать для новых значений параметров. К таким функциям относятся функции экспоненциального распределения с параметром l = 1, а также стандартного нормального распределения с математическим ожиданием m = 0 и стандартным отклонением s=1. Эти функции соответственно задаются 24 и 25 точками.
Сбор статистических данных происходит автоматически – по желанию пользователя они записываются в файл отчета. Язык позволяет также статистически обрабатывать данные – находить среднее значение переменной, строить для нее 95% вероятностный интервал, определять уровень значимости параметра на выходную величину модели. Следует отметить, что GPSS не гарантирует надежность получаемых оценок. Об этом должен позаботится пользователь. Для имитационных стохастических моделей, работающих в переходном режиме, необходимо провести несколько прогонов модели, каждый из которых должен отличаться своей последовательностью псевдослучайных чисел.
При моделировании стохастических систем, работающих в стационарном режиме, может быть использован регенеративный анализ, если эти системы регенерируют. Для СМО моменты регенерации будут определяться номерами тех требований, которые будут, например, заставать прибор обслуживания свободным. Класс регенерирующих систем достаточно большой. К нему относятся стохастические системы СМО, система управления запасами и др.
GPSS позволяет моделировать достаточно широкий класс задач, основой которого является класс задач связанных с системами массового обслуживания.
Язык позволяет модифицировать модель с помощью специальных команд, обеспечивающих возможность редактирования текста программы, являющейся в данный момент времени активной.
Благодаря своей блочной структуре, GPSS удобен при создании любой имитационной модели.
5 РАЗРАБОТКА СТРУКТУРНОЙ СХЕМЫ ИМИТАЦИОННОЙ МОДЕЛИ И ОПИСАНИЕ ЕЁ ФУНКЦИОНИРОВАНИЯ
5.1 Описание имитационной модели
Для описания работы имитационной модели воспользуемся событийным моделирующим алгоритмом, схема которого представлена на рис. 4.1:
 |
|
Рисунок 4.1 – Схема событий имитационной модели
5.2 Описание программной реализации имитационной модели
Для данной модели транзактами являются поступающие пары агрегатов. После входа транзакта анализируется состояние очереди перед прибором П1 – станком для первичной обработки – с помощью блока TEST.
Если прибор занят, то пара агрегатов поступает на обслуживание к прибору П3 – станку для частичной регулировки. Перед занятием этого прибора (SEIZE) транзакт входит в блок SPLIT, где создаётся копия транзакта, то есть пара агрегатов разделяется. Далее имитируется обслуживание транзакта с помощью блока ADVANCE. Обслуживание составляет (60 – Х5) мин. Далее транзакт покидает прибор (RELEASE), и входит в блок SAVEVALUE, который увеличивает переменную Х2 на 1. После этого имитируется уход транзакта с помощью блока TERMINATE.
Если прибор свободен, то транзакт – пара агрегатов – поступает на обслуживание к прибору П1. Обслуживание составляет (40 – Х3) мин. Транзакт покидает прибор П1 и пытается занять прибор П2 – станок для вторичной обработки. Обслуживание в приборе П2 составляет (40 – Х4) мин. После освобождения станка П2 прибор заходит в блок SAVEVALUE, увеличивая количество пар произведённых агрегатов 1-го сорта на 1. Далее имитируется уход транзакта с помощью блока TERMINATE.
Имитирование работы технологического участка происходит 40 часов. С помощью блока SAVEVALUE производится подсчёт прибыли от реализации агрегатов.
Единица модельного времени – 0.1 мин.
5.3 Оценка адекватности модели
Адекватная модель должна измерять то, что подлежит измерению, то есть на выходах должны получаться нужные величины. Цель данного исследования – определение наилучшей стратегии управления технологическим участком. Выходной переменой реализованной программной модели является величина дохода при указанных входных факторах. Значит, реализованная модель измеряет именно то, что подлежит измерению.
Проведём проверку достоверности модели на уровне её реализации. Для проверки достоверности программы переведём её в логическую схему и сравним полученную схему с алгоритмом концептуальной модели (см. рис. 2.1) и схемой имитационной модели (см. рис. 4.1).
 |
|
 |
 |
Рисунок 4.2 – Программная реализация
Реализованная модель является адекватной, есть соответствие между концептуальной моделью и выполненной программной реализацией (см. рис. 2.1, 4.1 и 4.2). Очевидно, что преобразуя далее данный моделирующий алгоритм в концептуальную схему, а концептуальную схему в постановку задачи, можно обосновать адекватность модели.
Кроме того, следует отметить, что результаты предварительных расчётов и полученных данных также соответствуют друг другу.
6 РЕЗУЛЬТАТЫ ЭКСПЕРИМЕНТОВ НА МОДЕЛИ
6.1 План экспериментов
Цель исследования – определение наиболее выгодных длительностей первичной, вторичной и частичной регулировок. Имеем три переменные, каждая из которых может изменяться независимо от других.
Прибыль, получаемая от реализации одного агрегата 1-го сорта, составляет 500 ед. ст., а от реализации одного агрегата 2-го сорта – 220 ед. ст. Кроме того, для производства двух агрегатов 1-го сорта в среднем требуется 80 мин., а для производства двух агрегатов 2-го сорта – 120 мин. Значит, экономически более выгодно производить больше агрегатов 1-го сорта. Тогда начнём уменьшение длительностей обработки с уменьшения длительности работ на станке первичной обработки.
Получим оптимальное решение для длительности первичной обработки – Х30, далее будем искать оптимальное решение для уменьшения длительности вторичной обработки при длительности первичной обработки равной (Т1 – Х30 ). Обозначим это оптимальное решение через Х40 . Аналогично будем искать длительность частичной обработки.
6.1.1 Определение длительности прогона
Обычно эксперимент начинают из состояния, когда в модели нет транзактов. Это состояние отличается от установившегося состояния, наблюдаемого с выхода модели. Учёт данных переходного режима будет вносить смещение в рассчитываемые оценки выходных переменных модели. В GPSS/PC есть команда PLOT, позволяющая наблюдать в виде графика выходную переменную (см. рис. 5.1)
В качестве выходной переменной будем использовать очередь к приборам частичной и вторичной обработок:
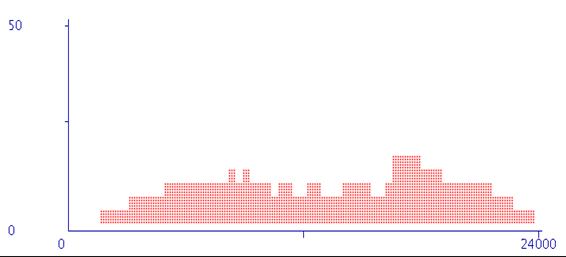
Рисунок 5.1 – Очередь к прибору частичной обработки построенная с помощью команды PLOT
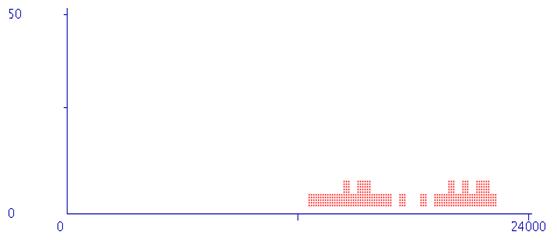
Рисунок 5.2 – Очередь к прибору вторичной обработки построенная с помощью команды PLOT
Из рисунков 5.1 и 5.2 видно, что очереди к приборам частичной и вторичной обработки не стремятся к бесконечности, они близки к установившемуся состоянию. Значит, длительность прогона в 24000 единиц модельного времени достаточна.
6.1.2 Определение количества прогонов
Пусть случайная величина имеет дисперсию s2. Для определения количества прогонов воспользуемся формулой:
где N – количество прогонов, ta=1.96, e =10 – требуемая точность.
Так как значение дисперсии неизвестно, то проведём 50 опытов и оценим её, а затем подставим в формулу для N, чтобы получить необходимое число реализаций.
Получим следующую оценку дисперсии:
Treatment Count Mean Std. Dev. Minimum Maximum 95% Conf.
1236.8
Подставляя полученную оценку в формулу, получим:
Однако данное количество реализаций завышено, поэтому предварительный анализ будем проводить для 5 реализаций, а для более детального анализа будем использовать большее количество реализаций.
Следует отметить, что и точность в 0.1 также весьма высока, на практике можно ограничиться точностью, равной 1.
6.2 Анализ и оценка результатов
Базовый вариант будем обозначать как 10000.
6.2.1 Изменение длительности первичной регулировки
6.2.1.1 Файл отчёта
Ознакомится с содержимым файла отчёта по изменению длительности первичной регулировки можно в приложении Б.
6.2.1.2 Анализ результатов
ANOVA
Source of Sum of Degrees of Mean Square F
Variance Squares Freedom
Treatments
Error
Total .67 29
Treatment Count Mean Std. Dev. Minimum Maximum 95% Conf.
1077060 9567.5
320 9227.7
1460 4279.0
1200 5239.7
2780 4193.9
2700 7536.8
Интерес представляет собой интервал [0,15), который следует исследовать более подробно.
ANOVA
---
Source of Sum of Degrees of Mean Square F
Variance Squares Freedom
---
Treatments 1.56
Error
Total .67 29
---
Treatment Count Mean Std. Dev. Minimum Maximum 95% Conf.
1077060 9567.5
370 6005.7
0710 12504.0
3070 14038.4
770 6055.1
320 9227.7
ANOVA
Source of Sum of Degrees of Mean Square F
Variance Squares Freedom
Treatments 0.74
Error
Total .00 24
Treatment Count Mean Std. Dev. Minimum Maximum 95% Conf.
3270 12821.0
190 8714.4
240 9962.7
300 7238.0
1460 4279.0
ANOVA
Source of Sum of Degrees of Mean Square F
Variance Squares Freedom
Treatments 35.29
Error
Total .00 24
Treatment Count Mean Std. Dev. Minimum Maximum 95% Conf.
1520 2051.0
1230 6980.9
1210 4992.5
1710 2695.4
1200 5239.7
Для получения статистически верного утверждения требуется призвести дополнительное исследование изменение функции для следующих значений параметра: 2,3,5,6,7,8,11.
---
Source of Sum of Degrees of Mean Square F
Variance Squares Freedom
---
Treatments 0.99
Error .56
Total
---
Treatment Count Mean Std. Dev. Minimum Maximum 95% Conf.
2960 4177.6
31540 4768.1
5590 3455.9
60250 4707.8
70310 4710.4
8350 3773.2
11180 1887.0
Проведём более подробный анализ для значения 11 и 6, имеющего самое большое максимальное значение:
ANOVA
--
Source of Sum of Degrees of Mean Square F
Variance Squares Freedom
--
Treatments 4.43
Error
Total .00 39
--
Тreatment Count Mean Std. Dev. Minimum Maximum 95% Conf.
60250 4707.8
11180 1887.0
F – статистика является значимой. Оптимальное решение получим, уменьшив длительность первичной обработки на 11 минут.
6.2.2 Изменение длительности вторичной регулировки
6.2.2.1 Файл отчёта
Ознакомится с содержимым файла отчёта по изменению длительности вторичной регулировки можно в приложении В.
6.2.2.2 Анализ результатов
ANOVA
---
Source of Sum of Degrees of Mean Square F
Variance Squares Freedom
---
Treatments
Error
Total .00 24
---
Treatment Count Mean Std. Dev. Minimum Maximum 95% Conf.
660 10263.0
1440 6635.2
1040 5592.5
2350 3768.9
2590 3921.9
ANOVA
---
Source of Sum of Degrees of Mean Square F
Variance Squares Freedom
---
Treatments
Error
Total .87 29
---
Treatment Count Mean Std. Dev. Minimum Maximum 95% Conf.
1116520 2051.0
678 8277.1
820 5936.9
946 9055.9
710 7910.2
660 10263.0
Полученная F-статистика является значимой. Наибольший доход будет получен при исходной длительности вторичной обработки.
6.2.3 Изменение длительности частичной регулировки
6.2.3.1 Файл отчёта
Ознакомится с содержимым файла отчёта по изменению длительности частичной регулировки можно в приложении Г.
6.2.3.2 Анализ результатов
ANOVA
---
Source of Sum of Degrees of Mean Square F
Variance Squares Freedom
---
Treatments
Error
Total .67 29
---
Treatment Count Mean Std. Dev. Minimum Maximum 95% Conf.
1116520 2051.0
060 6091.4
1070 2368.1
2250 3383.1
3510 4409.0
4450 3284.7
ANOVA
---
Source of Sum of Degrees of Mean Square F
Variance Squares Freedom
---
Treatments 5.45
Error
Total .67 29
---
Treatment Count Mean Std. Dev. Minimum Maximum 95% Conf.
1116520 2051.0
966 8934.2
734 9153.8
304 8852.2
786 5559.9
060 6091.4
Полученная F-статистика является значимой. Наибольший доход будет получен при исходной длительности частичной обработки.
6.3 Результаты
В результате проведения экспериментов на модели получен следующий результат: наибольшая величина дохода будет достигаться при уменьшении длительности первичной обработки на 11 минут. Длительности работ на станке вторичной и частичной обработки оставить неизменёнными.
6.4 Возможные улучшения в работе системы
Из анализа полученных данных (см. раздел 5.2.3) можно сделать вывод, что на регулировочном участке цеха производится достаточно большое число агрегатов 2-го сорта. При использовании операционного анализа был сделан вывод, что потенциально узким местом системы является именно прибор частичной обработки. Однако при уменьшении длительности обслуживания на станке частичной обработки величина дохода уменьшается. Возможно, при более низкой плате за уменьшение времени длительности обслуживания на станке частичной регулировки мы сможем получать гораздо больший доход.
Также для увеличения дохода можно приобрести или арендовать ещё один станок для частичной обработки.
ВЫВОДЫ
В данной работе рассмотрена задача об определении наилучших управленческих решений по усовершенствованию технологического участка с целью увеличения дохода от выполняемых работ. Исследованы возможные методы решения поставленной задачи. Разработана программа для решения данной задачи. Проведён анализ экспериментально полученных данных. Даны рекомендации для дальнейшего усовершенствования работы технологического участка.
ПЕРЕЧЕНЬ ССЫЛОК
1. Документация по языку GPSS\PC «Система программного обеспечения для имитационного моделирования».
2. Имитационное моделирование систем и процессов \ сост. , конспект лекций.
3. Методические указания к лабораторным работам по дисциплине «Моделирование систем» / Сост. , Г – Киев: КПИ, 1992.
ПРИЛОЖЕНИЕ А Код программы
ПРИЛОЖЕНИЕ Б Файл с экспериментом
