
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
22) Система управления запасами с фиксированным периодом поставки
В такой системе заказы делаются в строго определенные моменты времени через равные интервалы времени. При этом заказ в 1 день является обязательным. Поскольку момент заказа заранее определен и не изменен, то постоянно пересчитываемым параметром является объем заказа. Объем заказа определяется по принципу восполнения запаса до максимально желательного уровня с учетом потребления за время поставки.
Входные параметры:
· ν – интенсивность, скорость потребления запаса (тов/д)
· S – затраты на хранение запаса (р/тов*д)
· k – затраты на осуществление заказа (р)
· tд – вредя доставки (д)
· tз – максимально возможная задержка (д)
Выходные параметры:
· τ – период поставки (д)
· Нс – страховой запас
· Нmax – максимально-желательный запас
· Q – объем заказа
· H’ – текущий запас с учетом заказанного, но недоставленного товара
Интервал времени между заказами обычно рассчитывают с учетом оптимального размера заказа.
При расчете объема заказа разница между максимально желательным и текущим запасами определяет величину заказа, необходимую для восполнения запаса до максимального желательного уровня на момент расчета, а ожидаемое потребление за время поставки обеспечивает это посполнение в момент осуществления поставки.
+ отсутствие постоянного контроля запасов
- высокий уровень максимально желательного запаса
23) Система УЗ с установленной периодичностью пополнения запасов до постоянного уровня
Динамические модели УЗ базируются на фиксации одного из 2 параметров: размера заказа или интервала времени между заказами, но при наличии систематических сбоев поставки и потребления основные системы УЗ становятся не эффективными. Различные сочетания элементов основных систем управления запасами вместе с добавлением принципиально новых идей приводят к возможности формирования большого количества других систем УЗ.
Данная система является объединением систем УЗ с фиксированным размером заказа и с фиксированным периодом поставки. Она отличается большей устойчивостью к колебаниям спроса. В данной системе заказы производятся не только в фиксированные плановые моменты времени, но и при достижении запасов порогового уровня с целью предотвращения возможного дефицита.
Объем заказа определяется по принципу восполнения запаса до максимально желательного уровня от текущего или порогового уровня запаса.
Входные параметры:
· ν – интенсивность, скорость потребления запаса (тов/д)
· S – затраты на хранение запаса (р/тов*д)
· k – затраты на осуществление заказа (р)
· tд – вредя доставки (д)
· tз – максимально возможная задержка (д)
Выходные параметры:
· τ – период поставки
· Hc – страховой запас
· Hп – пороговый запас
· Hmax – максимальный желательный запас
· Qп – объем заказа, Подаваемый в плановые фиксированные моменты времени
· Qд – объем заказа, который подается дополнительно при достижения запасом порогового уровня
· H’ – текущий запас с учетом заказанного, но недоставленного товара
Отличительной особенностью системы является то что заказы делятся на 2 категории:
· Плановые заказы (производятся через τ дней)
· Дополнительные заказы (если доходит до порогового уровня)
Необходимость дополнительных заказов может появиться при отклонении темпов потребления от запланированных
+ повышенная защищенность от дефицита
-необходимость постоянного отслеживания уровня запаса
24) Система УЗ «минимум-максимум»
В данной системе заказы производятся в фиксированные плановые моменты, но при условии, что текущий запас в этот момент <= установленного минимального уровня. Объем заказа определяется по принципу восполнения запаса до максимального уровня с учетом потребления за время поставки.
Входные параметры:
· ν – интенсивность, скорость потребления запаса (тов/д)
· S – затраты на хранение запаса (р/тов*д)
· k – затраты на осуществление заказа (р)
· tд – вредя доставки (д)
· tз – максимально возможная задержка (д)
Выходные параметры:
· τ – период поставки
· Hmin – минимальный (пороговый)уровень запаса
· Hmax – максимальный желательный запас
· Q – то что мы заказали
Пороговый уровень запаса в системе выполняет роль минимального уровня. Если в установленный момент этот уровень пройден, то заказ подается, иначе нет. Отслеживание порогового уровня, а также выдача заказа производится только через заданный интервал времени. Таким образом, данная система работает лишь с 2 уровнями запасов. Система мин-макс содержит элементы системы с фиксированным периодом и заказом. Система ориентирована на учет запасов и издержки на оформление заказа настолько значительны, что становятся соизмеримы с потерями от дефицита.
25) Вытягивающие и выталкивающие логистические системы
Выталкивающая система (централизованная система) – это такая организация движения материального потока, при которой материальные ресурсы передаются с предыдущей операции на последующую в соответствии с графиком. Таким образом, материальные ресурсы выталкиваются с одного звена лог. цепи в другую под воздействием управляющей системы.
ЦОПП формирует производственное расписание для каждого подразделения. Выталкивающая система является традиционно используемой в ПП. Каждой операции в общей операции в общем расписании установлено время, к которому она должна быть завершена. Полученный продукт проталкивается дальше и становиться запасом незавершенного производства на входе след. операции. Такой способ организации игнорирует то, что в настоящее время делают следующие операции. В результате могут появляется задержки в работе и рост запасов незавершенного производства.
Вытягивающая система – это такая организация материального потока, при которой материальные ресурсы подаются (вытягиваются) на следующую технологическую операцию с предыдущей по мере необходимости. А поэтому жесткий график движения материального потока отсутствует. Размещение заказов на пополнение запасов материальных ресурсов или готовой продукции происходит, когда их количество достигает критического уровня.
ЦОПП контролирует выпуск готовой продукции. Вытягивающая система основана на вытягивании продукта предыдущей операции с последующую в тот момент времени, когда последующая операция готова к работе. То есть когда в ходе i-ой операции заканчивается обработка одной единицы продукции, посылается сигнал, требующий на предыдущей операции, а она отправляет олбрабат. единицу дальше только тогда, когда получит на это запрос.
26) Система планирования потребностей в материалах (MRP)
MRP - material requirement planning. – это система централизованного планирования выталкивающего типа
Основные задачи
· Удовлетворение потребностей в материалах, компонентах материалов и продукции для планирования производства и доставки потребителю
· Поддержание низкого уровня запасов материальных ресурсов, незавершенного производства, готовой продукции
· Планирование производственных операции, графиков закупки и доставки
Схема работы мрп:
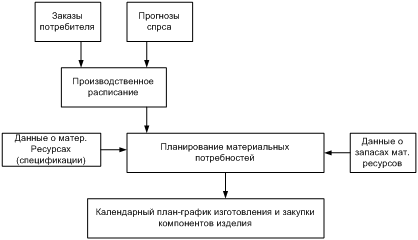
Данная система строится на основе заданного производственного расписания, сформированного по заказам потребителей и на прогнозе спроса, который определяет сроки и объемы производства конечного изделия.
Изделие | Недели планового периода | |||||||
A | 1 | … | 8 | 9 | 10 | 11 | 12 | 13 |
- | … | 50 | - | - | 50 | - | 100 |
Производственное расписание на изготовление изделия А.
Затем система последовательно определяет время и необходимое кол-во материальных ресурсов для выполнения производственного расписания. Для расчета необходимы следующие данные, хранящиеся в системе MRP:
· О материальных ресурсах и спецификации на изделия (состав изделия), содержащие всю информацию о номенклатуре и основных параметрах сырья, материалов, компонентов, полуфабрикатов и тд, которые необходимы для изготовления (сборки изделия)
· О нормативных сроках изготовления каждого элемента и компонента изделия
· О нормах расхода материальных ресурсов на единицу изготавливаемой детали, сборочного компонента или готового изделия
· О наличных запасах материальных ресурсов
Процесс создания конечного изделия (А) включает изготовление или закупку всех деталей, сборку всех сборочных единиц (узлов, агрегатов, механизмов), отладку и контроль готового изделия. При этом предполагается, что различные детали изготавливаются одновременно, а длительность совокупного производственного цикла определяется по ведущей детали. Тогда производственный цикл изделия рассчитывается по формуле:
Тц=Тцд+Тцс, где Тцд – производственный цикл изготовления ведущей детали, те детали, у которой производственный цикл наиболее продолжительный, Тцс – производственный цикл сборочных и испытательных работ.
Схема изготовления изделия (состав изделия) представляется в виде уровнего построения изделия.
А | |||
В(1) | С(1) | ||
Д(2) | С(2) | E(1) | F(1) |
E(1) | F(1) | ||
Расчет количества составных элементов для сборки изделия А в необходимом количестве представлен в таблице
Элемент | Кол-во | |
A | 50 | 100 |
B | 50 | 100 |
C | 150 | 300 |
D | 100 | 200 |
E | 150 | 300 |
F | 150 | 300 |
В соответствии с данными по наличному запасу ресурсов Zi на каждый элемент i (изделие, сборочная ед., деталь) необходимо в рачетах скорректировать истинную (чистую) производственную или закупочную потребность qir исходя из общей полной потребности qiп : qir= qiп-Zi
Заранее определенные нормативы времени изготовления деталей сборочных единиц и сборки готового изделия или времени поставки компонентов от поставщика ti влияет на общую продолжительность цикла изготовления изделия и определяет расчетное опережение срока запуска производства очередного компонента или момента заказа у поставщика необходимых материальных ресурсов.
ti | Zi | |
A | 1 | 10 |
B | 2 | 20 |
C | 3 | 0 |
D | 1 | 100 |
E | 1 | 10 |
F | 1 | 50 |
ti – время обработки, нед. Zi – в наличии.
Достионства MRP
· Уровень запасов низкий и повышается только перед выполнением заказа (экономия финансов, площади, персонала)
· MRP оперирует данными не о прошлом употреблении а о будущих потребностях
· Эффект автоматизации (экономия персонала и времени)
Недостатки
· Работы мрп не учитывают состав оборудования производственных цехов и участков (производственные мощности) – это один из основных недостатков, предполагающих максимальное запараллеливание работ
· Большой объем подробной и точной информации => высокая длительность внедрения
· Низкая гибкость не позволяет оперативно реагировать на внешние изменения
· Наличие очень сложных систем управления, большой размерности и загруженности
· Дорогостоящее и долговременное внедрение (≈105$, ≈10 мес)
27) Системы планирования производственных ресурсов (MRP II) и планирования потребностей предприятия (ERP)
|
|
|
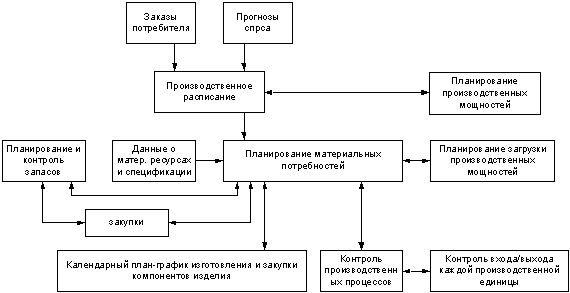
Последовательность работы системы MRP2
1. По данным исследования рынка и прогноза спроса на продукцию составляется предварительное производственное расписание
2. Запускается процедура предпроизводственного планирования мощностей для быстрой проверки выполнимости составленного расписания. С точки зрения производственных мощностей и существующих технологий.
3. Если предварительное производственное расписание выпуска конечных изделий признается реально осуществимым, то оно становиться утвержденным производственным расписанием. В противном случае в предварительное производственное расписание вносятся изменения, и оно подвергается повторному тестированию с помощью процедуры планирования мощностей.
4. Далее запускается процедура MRP, формирующая календарный план-график составления компонентов изделия. Закупки компонентов изделия с учетом запасов не складе.
5. Запускается процедура планирования загрузки производственных мощностей, которая формирует расписание производственных работ, описывающих в дальнейшую производственную деятельность.
6. По этим двум документам оценивается потребность в других средствах для осуществления производственной деятельности, то есть рассчитываются операционные расходы на закупки материалов производственной природы, зарплата и др. Далее в соответствии со сформированным расписанием начинается реальная производственная деятельность. При этом MRP2 осуществляет оперативное управление производственным процессом, контролирует выполнение плановых заданий и при необходимости вносит коррективы в действующие планы.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
