
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Науково-методичний центр професійно-технічної освіти у Сумській області
Державний професійно-технічний навчальний заклад
«Путивльський професійний ліцей»
Розробка циклу уроків з технології газового зварювання
Підготувала:
Андрєєва Ольга Михайлівна
викладач професійно-теоретичної підготовки
Путивль

 Передмова
Передмова
Сучасні вимоги до викладання технології газового зварювання передбачають перш за все, підвищення мотивації учнів до навчання, зокрема за рахунок використання інтерактивних методів навчання та створення умов самореалізації у процесі отримання знань, навичок та умінь. Це вимагає від учителя такої організації навчального процесу, за якої цей процес є відтворенням реального життя, тобто учні вмотивовано виконують певні операції, використовуючи при цьому парну форму навчання, як засіб спілкування.
Запропонований цикл уроків має на меті детальне викладення процедури проведення уроків. Основну увагу приділено організації роботи по інтерактивним методам навчання новим формам контролю навченості учнів. Під час розробки завдань використовувались інтерактивні технології навчання. Велика кількість завдань передбачає використання парної або групової роботи. Досить широко використовуються диференційовані види робіт, особливо як домашні завдання. Взагалі неабияка частка завдань передбачає використання творчих здібностей учнів, що надає можливість кожному учневі брати участь у роботі на уроці.
№ уроку | Тема уроку | Використанні види робіт |
1-2 | Ненасичені вуглеводи та обладнання і апаратура для газовоїзварки | «Аукціон» |
3-4 | Основи технології газового зварювання | ланцюжкове опитування метод «Ажурної пилки» робота в парах |
5-6 | Зварювальне полум'я | «Шумова група» Інтерактивна вправа «Дзеркало» «Древо мудрості» |
*********************************
Необхідно, щоб той, хто що-небудь уміє, навчав цього інших, які мають у цьому потребу
Альберт Дюрер
*********************************
Хоч плавати нелегко
Через море наук
Знання вам допоможуть,
Як рятувальний круг
З командами своїми,
Сміливо капітани
Прямують в знань безмежний
Бурхливі океани
Аукціон!!!
Лот № 1
Ацетилен
Хто більше?
Продано
Урок 1-2
Тема: Ненасичені вуглеводи та обладнання і апаратура для газового зварювання
Мета уроку: закріпити і узагальнити матеріал про властивості ненасичених вуглеводів на прикладі ацетилену по обладнанню і апаратурі для газового зварювання.
- Прослідкувати взаємозв'язок між властивостями ацетилену та його практичним застосуванням
- З метою активізації розумової діяльності учнів урок провести у нестандартній формі у вигляді гри-аукціону.
- Виховувати дисциплінованість і любов до вибраної професії.
Обладнання уроку: модель молекули ацетилену; таблиця зображення електронної будови молекули, прилад і реактиви для лабораторного добування ацетилену і спостереження його властивостей: горіння, взаємодія з розчином Вг2 і КМп04. Таблиці: "Ацетиленовий генератор" (схеми). Схеми ацетиленокисневого полум'я та розподіл
температур. Зразки ацетиленових пальників. Макет ацетиленового генератора.

 Хід уроку
Хід уроку
Ведучий оголошує, що сьогодні на аукціоні виставлено лот: "Ацетилен", і як нагорода, дуже красивий торт.
Але аукціон не звичайний, лот буде продано команді, яка дасть найбільше відомостей про цю речовину.
В аукціоні приймають участь 2 команди: "Хімік" і "Газозварник". Гонг сповіщає про те, що починається аукціон.
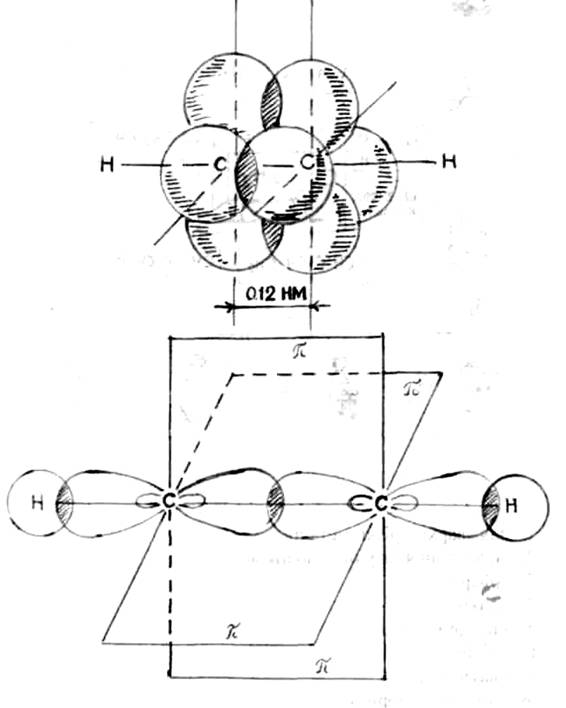
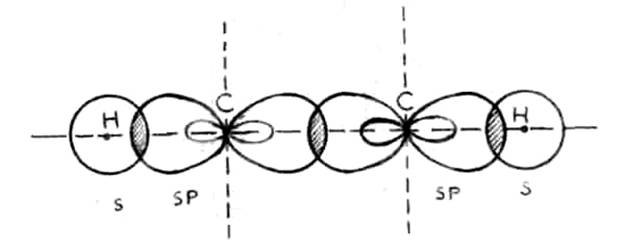
ХІМІК: Ацетилен - складна речовина, яка має формулу С2Н2, молекула має лінійну будову, між атомами карбону 1 Пі зв'язок, утворений не гібридизованими електронними хмарами і 2-ПІ зв'язку, які утворені гібридизованими електронними хмарами і тому не стійкі.
Свої пояснення він підкріплює, демонстрацією моделі молекули та таблиці.
ВЕДУЧИЙ: Маємо відомості про будову молекули: раз... два... ГАЗОЗВАРНИК: Цей газ подається у зварювальний пальник під час газозварник.
ВЕДУЧИЙ: Газ, про будову молекули, ми чули, використовують газозварники у зварювальному пальнику раз... два... ХІМІК: Проводить дослід: добуває ацетилен і підпалює його, демонструє, що полум'я перестає коптити, якщо збоку через скляну трубочку вдувати додатково кисень. Пише рівняння:
![]() СаС2+2Н2О Са(ОН)2+С2Н2
СаС2+2Н2О Са(ОН)2+С2Н2
![]() 2С2Н2+5О2 4СО2+2Н2О
2С2Н2+5О2 4СО2+2Н2О
Пояснює, що для повного горіння ацетилену на 1 об'єм його необхідно 2,5 об'єму кисню, тому полум'я у ацетилена дуже коптить, завдяки наявності не окисленого карбону.
ВЕДУЧИЙ: маємо відомості від хіміків як добувати ацетилен, раз... два...
ГАЗОЗВАРНИК: На виробництві для отримання ацетилену використовується ацетиленовий генератор, який має основні частини:
1. Газоутворювач.
2. Газозбірник.
3. Запобіжний затвор.
4. Автоматичне регулювання виробки з ацетилену в залежності від
його потреби.
На корпусі генератора кріпиться табличка з такими даними: марка, заводський номер, рік виготовлення генератора, виробництво м3, робочий тиск МПа, одноразова загрузка карбіду в кг, інтервал температур, при яких може працювати генератор.
Свою відповідь учень підтверджує показом ацетиленового генератора; таблицею його будови.
ВЕДУЧИЙ: Приймаємо: ацетилен на виробництві одержують в газових генераторах, раз... два...
ХІМІК: Полум'я коптить при горінні ацетилену тому, що частина ацетилену не згорає із за нестачі кисню і вона розпадається (???) на карбон і водень
![]() С2Н2 2С+Н2
С2Н2 2С+Н2
ВЕДУЧИЙ: Маємо детальне пояснення чому коптить полум'я при горінні ацетилену, раз... два...
ГАЗОЗВАРНИК: Щоб полум'я не коптіло у розпорядженні газозварювальника є зварювальний пальник, від його конструкції, вмілого регулювання залежить горіння ацетилену. Головними частинами зварювального пальника є мундштук, змінний наконечник, змішувальна камера, інжектор, регулювальний вентиль подачі кисню, регулювальний вентиль подачі ацетилену. Учень розповідає на наочному зразку.
ВЕДУЧИЙ: На відміну від хіміка, який вдував кисень через скляну трубочку, газозварник має зварювальний пальник. Раз... Два...
ГАЗОЗВАРНИК: Знаємо значення зварювального пальника для киснево-ацетиленового полум'я. Раз... Два...
ХІМІК: Коли ми спостерігали роботу газозварника, ми бачили, що полум'я не завжди однакової довжини, зварка проходить безшумно, а інколи й шумить.
ГАЗОЗВАРНИК: Зовнішній вигляд киснево-ацетиленового полум'я його температура і вплив зварювального полум'я на розплавлений метал залежить від складу газової суміші, об'ємного відношення ацетилену до кисню.
Полум'я має три добре видимих зони: 1. Ядро. 2. Відновлювальна зона. 3. Факел.
ВЕДУЧИЙ: Є секрети полум'я і вони мають 3 зони. Раз... Два...
ГАЗОЗВАРНИК: Швидкість виходу ацетилену така, щоб полум'я не проникало в середину сопла зварювального пальника і не відривалось від нього. Ацетилен в струмені підігрівається до своєї температури запалювання 450° - 500°.
ВЕДУЧИЙ: Знаємо яка повинна бути швидкість постачання ацетилену. Раз... Два...
ГАЗОЗВАРНИК: Процес горіння ацетилену в кисні можливо розділити на 2 стадії:
Перша стадія горіння ацетилену йде за рахунок кисню, який подається в зварювальний пальник.
2С+Н2+02-»2СО+Н2 Друга стадія горіння проходить за рахунок кисню повітря 2СО+Н2+1.502->2СО2+НгО

 ВЕДУЧИЙ: Прийнято до уваги: як іде горіння ацетилену. Раз... Два...
ВЕДУЧИЙ: Прийнято до уваги: як іде горіння ацетилену. Раз... Два...
ХІМІК: Суміш ацетилену з повітрям дуже вибухонебезпечна, а ще більше в суміші з киснем. Це може призвести до вибуху або пожежі.
ВЕДУЧИЙ: Увага, ацетиленово-киснева суміш небезпечна. Раз... Два...
ГАЗОЗВАРНИК: Залежно від співвідношення ацетилену і кисню може бути три основних види зварювального полум'я. Нормальне (в зварювальний запальник надходить на 1 об'єм ацетилену і 3 об'єму кисню).
Це полум'я характеризується відсутністю вільного кисню і карбонату у відповідній зоні.
ВЕДУЧИЙ: Знаємо співвідношення кисню і ацетилену, якщо полум'я нормальне. Раз... Два...
ГАЗОЗВАРНИК: Нормальне полум'я має яскраво виражені всі три зони. Ядро має чітко окреслену форму, плавно заокруглену на кінці, з яскраво-блискучою оболонкою. Оболонка складається з розжарених частинок карбону, які згорають у зовнішньому шарі оболонки.
ВЕДУЧИЙ: Доповнена характеристика нормального полум'я. Раз... Два...
ГАЗОЗВАРНИК: Діаметр каналу мундштука зварювального пальника забезпечує діаметр ядра полум'я швидкість проходу газової суміші - його довжину.
ВЕДУЧИЙ: Дізналися про секрет, пов'язаний з конструкцією газового пальника і особливостями полум'я. Раз... Два...
ГАЗОЗВАРНИК: Площа поперекового перерізу каналу мундштука прямо пропорційна товщині металу, який треба зварити.
ВЕДУЧИЙ: Дізналися "як: підбирають номер мундштука в залежності від товщини металу. Раз... Два...
ГАЗОЗВАРНИК: Зварювальне полум'я не повинне бути дуже "М'яким" або "Жорстким". "М'яке полум'я може призвести до зворотних ударів і хлопків, "Жорстке" - може видувати розплавлений метал із зварювальної ванни. Температура ядра досягає 1000°С.
ВЕДУЧИЙ: Беремо до уваги, яке повинне бути полум'я. Раз... Два...
ГАЗОЗВАРНИК: Відновлювальна зона знаходиться за ядром і по більш темному кольору відрізняється від ядра. Довжина цієї зони залежить від номера мундштука. Вона складається із оксиду карбону СО і водню. Називається вона відновною тому, що оксид карбону СО і водень розкислюють розплавлений метал, відновлюючи його з оксиду.
Якщо в процесі зварювання розплавлений метал зварної ванни, знаходиться в середині зони, то зварний шов виходить без пор газових і шлакових включень. Цією зоною полум'я і проводиться зварювання. Відновлювальна зона має температуру 3150°.
ВЕДУЧИЙ: В хімії ви вивчали відновлювально-окислювальні реакції і бачите, як це важливо знати, щоб одержати, щоб одержати якісний шов. Раз... Два...
ХІМІК: Так як в процесі горіння ацетилену утворюється монооксид карбону, треба слідкувати за станом зварювального пальника, щоб повністю монооксид окислювався до діоксиду С02, а також в майстерні вентиляція повинна бути в належному стані, щоб не збільшувалась концентрація СО в повітрі, бо це дуже отруйний газ. При його вдиханні, гемоглобін краще ніж з киснем утворює сполуки карбоксигемоглобін, яка дуже стійка і таким чином гемоглобін уже не і може транспортувати кисень до клітин і тканин. Кисневе голодания дуже негативно діє на здоров'я. А коли концентрація СО дуже велика, це призводить до смерті людини.
ВЕДУЧИЙ: Увага, запам'ятайте це і ретельно виконуйте всі вимоги по техніці безпеки при роботі з ацетиленово-кисневим полум'ям.
ГАЗОЗВАРНИК: Якщо кваліфіковано проведена зварка, добре відрегульований запальник, то зона повного горіння (факел) складається тільки з вуглекислого газу С02 і водяного пару.
ВЕДУЧИЙ: Ще одне підтвердження, що в процесі правильної техніки зварки в майстерні буде тільки вуглекислий газ, який не отруйний на відміну від СО. Раз... Два...
ГАЗОЗВАРНИК: Якщо газозварний пальник подається надлишок кисню, більше ніж 1,3 об'єму до 1 об'єму ацетилену, полум'я має конусовидну форму, зменшується по довжині, стає з менш різкими контурами і колір полум'я стає блідим з синьо-фіолетовою окраскою. Це полум'я називають окислювальним. Полум'я горить з шумом, температура цього полум'я вище нормальної, але зварювати таким полум'ям сталь неможливо, тому що в полум'ї є надлишок кисню, що призводить до окислення шва метала, шов стає пористим і хрустким, окислювальне полум'я може використовуватись для зварки латуні і пайки твердими припоями.
ВЕДУЧИЙ: Знову процес сугубо хімічний, але береться до уваги газозварником. Раз... Два...
ГАЗОЗВАРНИК: Якщо в пальник надходить надлишок ацетилену, ядро губить свою різкість, на кінцівки його з'являється зелений обідок. Полум'я починає коптить, карбон, який накопичується у полум'ї, легко поглинається розплавленим металом і це знижує якість шва метала. Це полум'я називають навуглецювальним, його використовують для зварки чавуну.

 ВЕДУЧИЙ: Як бачимо якість наплавленого металу і міцність зварки залежить від складу полум'я, тому газозварник повинен слідкувати за його характером. Раз... Два... Три...
ВЕДУЧИЙ: Як бачимо якість наплавленого металу і міцність зварки залежить від складу полум'я, тому газозварник повинен слідкувати за його характером. Раз... Два... Три...
ХІМІК: Знання рівнянь хімічної реакції взаємодії карбіду кальцію з водою, закону збереження маси речовини під час хімічної реакції, можна обрахувати кількість кг. карбіду, необхідного для одержання певного об'єму ацетилену, враховуючи при цьому сторонні домішки в карбіді і витрати речовини під час реакції, це зробить роботу зварника рентабельною.
ВЕДУЧИЙ: Так, знання хімії допоможе газозварнику в наш час
ринкових відносин. Раз... Два... Три...
ГАЗОЗВАРНИК: Ацетилен може постачатись і в балонах, які заповнені пористою масою із активованого вугілля. Цю масу пропитують ацетоном. В ацетоні дуже добре розчиняється ацетилен і стає при цьому вибухонебезпечним. Тиск наповненого балону не повинен перебільшувати 1.9 МПа.
ВЕДУЧИЙ: Так, є доповнення, що ацетилен для зварки маємо як з газового балону, так і з генератора. Раз... Два...
ХІМІК: Якщо необхідно впевнитися, що в балоні дійсно ацетилен, це дуже просто зробити. Пропустити невелику кількість газу через розчин бромної води, або перманганату калію, забарвлення розчину зникне. Це станеться тому, що ацетилен ненасичений вуглеводень і вступає в реакцію приєднання по місту Пі зв'язків.
ВЕДУЧИЙ: Так, газозварники скористуються порадою хіміків.
ГАЗОЗВАРНИК: Причиною вибуху балону може бути нагрівання його вище 40°, різкі поштовхи і удари.
ВЕДУЧИЙ: Пам'ятайте про це завжди. Раз... Два...
ХІМІК: Раніше ацетилен називали світильним газом, бо в вуличних ліхтарях карбід кальцію взаємодіяв з водою, і горів ацетилен, який при цьому утворювався. Але вони були небезпечні, тому на зміну їм прийшли електричні ліхтарі.
ВЕДУЧИЙ: Це цікаве повідомлення. Раз... Два...
ГАЗОЗВАРНИК: Вивчаючи хімію і технологію газозварювання ми не раз переконувались у їх зв'язку. Наукові пізнання хіміків про властивості ацетилену, були втілені конструкторами при розробці газозварювального пальника. Але сьогодні ми всі переконались, що для того, щоб зробити якісний шов, необхідна майстерність, це можливо завдяки поєднанню науки і практики.
ВЕДУЧИЙ: Мабуть цим висловом сказане головне в нашому аукціоні. Хто ще? Раз... Два...
ГАЗОЗВАРНИК: Я хочу повідомити, що вчений в галузі зварки сам був першокласним зварником. Під його керівництвом в Києві через Дніпро був побудований металевий міст. Знаєте ви, що коли йшло випробування мосту і по ньому поїхала важка техніка, то і група вчених залишилась під містом, не пішли в безпечне місце, вони були переконані в якості зварки і міцності конструкції.
ВЕДУЧИЙ: Хто ще? Раз... Два... Три...
ВЕДУЧИЙ: Будемо гідними нащадками Патона.
Підведення підсумків аукціону
Добре і повністю охарактеризували ацетилен хіміки: розповіли про будову молекули, властивості ацетилену в світі електронної будови атома.
Але газозварники в своїх відповідях дали більше відомостей про ацетилен, це ще раз підтверджує значення практичного використання хімічних речовин у виробництві, взаємозв'язок теорії і практики; це і будова газового генератора, секрети його роботи, конструкція газозварювального апарату, значення ацетилено-кисневого полум'я, його вплив на якість зварного шва.
Лот одержує команда "Газозварник". Але наш аукціон не звичайний, кожний його учасник одержав знання про цю речовину. А додаток до лоту "торт", обидві команди залюбки з'їдять його за чаєм сьогодні.
БУДОВА МОЛЕКУЛИ АЦЕТИЛЕНУ

ОДЕРЖАННЯ АЦЕТИЛЕНУ З МЕТАНУ
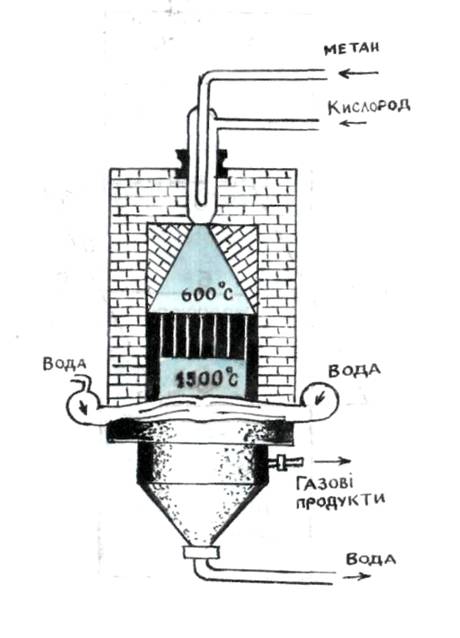
СХЕМА УТВОРЕННЯ ЗВ’ЯЗКІВ
В МОЛЕКУЛІ АЦЕТИЛЕНУ
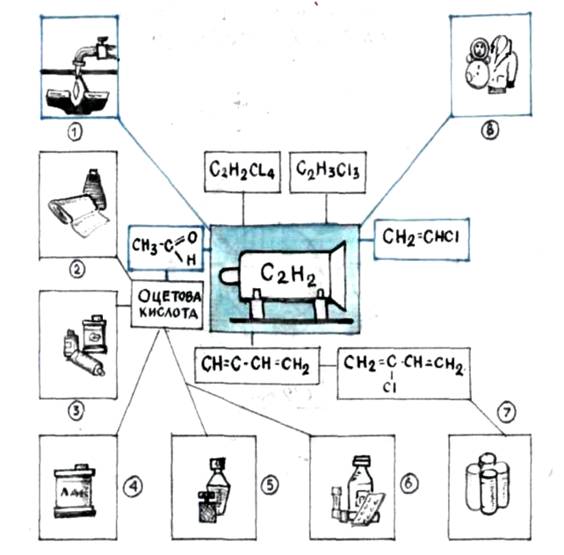
1. для зварки і різки металів
2. одержання штучних волокон
3. фарб
4. лаків
5. парфумеріїї
6. ліків
7. каучуку
8. полівінілхлориду
СХЕМА УТВОРЕННЯ ЗВ’ЯЗКІВ
В МОЛЕКУЛІ АЦЕТИЛЕНУ
ВИДИ ЗВАРЮВАЛЬНОГО ПОЛУМ’Я
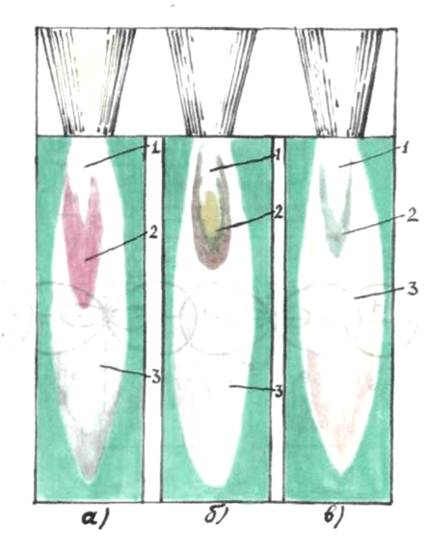
| 1. ядро |
Б) нормальне | 2. відновлювальна зона |
В) навуглецювальне | 3. факел |
ГЕНЕРАТОР ФЦЕТИЛЕНОВИЙ АСП-10
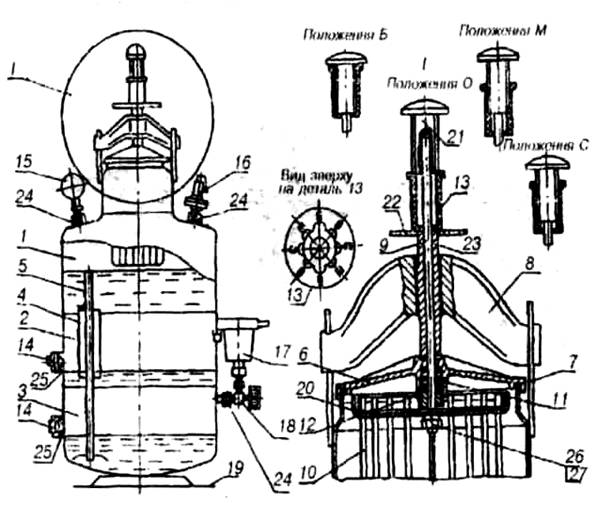
Генератор ацетиленовий АСП-10:
1 — газоутворювач; 2 —витискам; 3 — газозбірник (промивай);
4 — патрубок переливний; 5 — трубка переливна; б — кришка;
7 — прокладка; 8 — траверса; 9 — шток; 10— кошик; 11 — кільце ущільнювальне; 12 — пробка; 13 — фіксатор; 14 — пробка; 15 — манометр; 16 — запобіжний клапан; 17— захисний пристрій; 18 — вентиль;
19 — опора; 20 — коромисло; 21 — рукоятка-кнопка; 22 — рукоятка;
23 — втулка; 24 — прокладка; 25 — кільце ущільнювальне; 26— гайка;
27— шайба
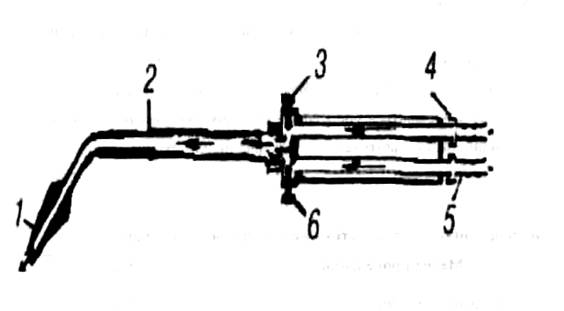
БУДОВА ІНЖЕКТОРНОГО ПАЛЬНИКА
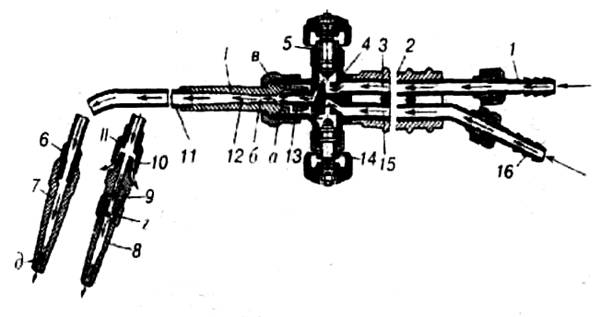
![]() 1, 16 — кисневий і ацетиленовий ніпелі; 2 — рукоятка; 3, 15—киснева і ацетиленова трубки; 4 — корпус; 5, 14 — кисневий і ацетиленовий вентилі;
1, 16 — кисневий і ацетиленовий ніпелі; 2 — рукоятка; 3, 15—киснева і ацетиленова трубки; 4 — корпус; 5, 14 — кисневий і ацетиленовий вентилі;
6 — ніпель наконечника; 7 — мундштук; 8 — мундштук для пропан-бутано-кисневої суміші; 9 — штуцер; 10 — підігрівам; 11 — трубка горючої суміші; 12 — змішувальна камера; 13 — інжектор; а, б— діаметри вихідного каналу інжектора і змішувальної камери; в — зазор між інжектором і змішувальною
камерою; з — бокові отвори в штуцері 9 для нагрівання суміші;
д — діаметр отвору мундштука; 1 — ацетиленокисневий;
11 — пропан-бутано-кисневий
СХЕМА БЕЗІНЖЕКТОРНОГО ПАЛЬНИКА
1 — мундштук; 2 —- трубка наконечника; 3 — кисневий вентиль;
4 — кисневий ніпель; 5 — ацетиленовий ніпель;
6 — ацетиленовий вентиль

 Урок 3-4
Урок 3-4
Тема: Основи технології газового зварювання
Мета: Показати роль газового зварювання в народному господарстві, передовий досвід газового зварювання, ознайомити з нормами виробітки і розцінками на впровадження робіт із газового зварювання, ознайомити з призначенням І змістом технологічного процесу, розкрити значення і роль сучасних інтенсивних технологій, виховувати любов до обраної професії.
Очікувані результати:
1. Учні ознайомляться з необхідністю газового зварювання для народного господарства.
2. Учні знатимуть норми виробітки і розцінки за виконану роботу.
3. Учні ознайомляться з передовим досвідом газового зварювання.
Методи: „Ланцюжкове опитування", .Ажурна пилка", робота в парах.
Варіанти організації діяльності та методи проведення уроку: | ||
№ з/н | Метод проведення | Час |
1. | Мотивація навчальної діяльності учнів | 5 хв. |
2. | Актуалізація опорних знань „Ланцюжкове опитування". | 10 хв. |
3. | Надання необхідної інформації | 15 хв. |
4. | інтерактивна вправа „Метод ажурної пилки" | 40 хв. |
5. | Робота в парах. | 10 хв. |
6. | Підбиття підсумків, оцінювання результатів уроку. | 10 хв. |
Хід уроку
Викладач: Пропоную всім встати і виконувати команди:
Всі дихайте,
Не дихайте.
Все в порядку, спочивайте.
Станьте прямо, усміхайтесь,
Всі веселі і здорові?
До заняття всі готові?
На місця усі сідайте,
Працювати починайте.
I. Повідомлення теми та очікуваних результатів.
II. Мотивація навчальної діяльності учнів.
У третьому тисячолітті зварювання - один із провідних технологічних процесів. До 2/3 світового споживання сталевого прокату йде на виробництво зварних конструкцій. Практично зварюють майже всі метали на землі, в морських глибинах і в космосі. Маса зварювальних конструкцій становить від частки грама до сотень і тисяч тонн.
А наша задача - ознайомитись із газовим зварюванням.
Навчальна група об'єднається в малі групи по 5 чоловік, до складу якого входить головуючий, тайм - кіпер та учень, який ставить запитання - експерта. У кожного головуючого є залікова картка, де фіксує результати навчальних досягнень учнів на кожний вид роботи.
III. Актуалізація опорних знань учнів.
„Ланцюжкове опитування". Відповіді слухають усі члени групи, в разі необхідності доповнюють. Викладач оцінює відповіді кожного, а головуючий фіксує відповіді в картці. За кожну відповідь учень отримує за правильну - 2 бали, за частково правильну або доповнення - 1 бал.
1.Якими способами одержують кисень? (Розкладанням води електричними струмом або глибоким охолодженням атмосферного повітря).
2. Який хімічний склад технічного кисню першого сорту? (99,7 % кисню, решта - азот і аргон).
Який хімічний склад технічного кисню першого сорту? (99,7 % кисню, решта - азот і аргон).
3.Як впливає на зварювання зниження чистоти кисню? (Погіршує процес зварювання і підвищує витрати).
4.Чому необхідно уникати забруднень кисневих балонів маслами? (Тому що проходить окислення з великою швидкістю і можливий вибух).
5.Яка температура ацетилеио - кисневого полум'я? (°С).
6.Якими способами одержують ацетилени? (Розкладанням карбіду кальцію водою, термоокислюваним піролізом, розкладанням рідких вуглеводів (нафти, гасу), електричною дугою).
7.Як одержують карбід кальцію? (Сплавленням вапна і коксу в електричних печах).
8.Який вихід ацетилену з 1 кг карбіду кальцію? (л.).
9.Для чого у зварювальну ванну вводять присаджувальний метал? (Для заповнення зазору між кромками зварювальних деталей і утворення валика шва).
10.Чому температура плавлення присадки має бути не вищою від температури плавлення основного металу? (Тому що для формування шва присадка і основний метал повинні плавитись одночасно).
IV. Надання необхідної інформації:
Девіз уроку:
Не достатньо мати лише добрий розум,
головне - це раціонально застосовувати його.
Р. Декарт
(міні-лекція)
1.Значення зварювання.
2.Досягнення в галузі зварювання.
3.Розвиток зварювального виробництва.
V. Цікаві повідомлення:
Кожній групі видане домашнє завдання підготувати цікаве повідомлення про використання газового зварювання (матеріал додасться).
Головуючий кожної групи проставляє оцінки в залікову картку.
VI. Інтерактивна вправа „Метод ажурна пилка".
(Ознайомлення з нормами виробітку, розцінки та впровадження робіт із газового зварювання).
Робота в „домашніх групах".
Кожна група отримує завдання. „Експертні групи".
Після об'єднання у нові групи, ви стаєте експертами того матеріалу, який вивчали у вашій домашній групі.
По черзі намагайтеся за визначений викладачем час якісно і в належному обсязі донести інформацію членам нових груп та сприйняти інформацію від них. .Домашні групи".
Ви повертаєтесь „додому», де маєте поділитися інформацією з членами своєї. домашньої» групи про нову інформацію, яку ви отримали в експертній групі.
Коли домашні групи завершують виконання своїх завдань, запропонувати по черзі кожній групі надати інформацію опрацьованого матеріалу.
Головуючі записують результати навчальних досягнень в залікову картку.
Робота в парах.
Вивчення питань за опорним конспектом. Організуйте свою роботу так:
1.Прочитайте надане завдання.
2.Визначте, хто буде говорити першим.
3.Висловте свої думки, погляди на проблему по черзі.
4.Дійдіть спільної думки.
5.Визначте, хто буде оцінювати результати роботи та підготуйтеся до нього.
1.Поняття про технологічний процес.
2.Технологічні карти.

 3. Інструкційні карти. Заповнення таблиці
3. Інструкційні карти. Заповнення таблиці
1. Яка витрата:
ацетилену на 1 мм шва при 8 = 4 мм, сталь; кисню на 1 мм шва при 8 = 4 мм., сталь; дроту на 1 мм шва, при 8 = 4 мм., сталь
VII. Підбиття підсумків, оцінювання результатів уроку (заповнення
таблиці).
1.Про що ви дізналися сьогодні на уроці?
2.Чого навчилися?
3.Про що можете розповісти?
4.Чи досягай очікуваних результатів ви особисто, група в цілому?
5.Що могло б бути організовано краще, корисніше?
VIII. Підсумки оцінювання
Лист оцінювання учня | |||
П. І.Б. учня | Критерії | Бали | Примітка |
„Ланцюжкове опитування" | 2 | ||
Цікаві повідомлення | 2 | ||
„Ажурна пилка" | 4 | ||
Робота в парах | 2 | ||
Додаткові бали | 2 | ||
Разом | 12 | ||
IX. Домашнє завдання.
Опрацювати § 1 стор. 5 „Сварка и резка металлов". Відповісти на запитання до параграфу.
Повторити § 21 стор. 12 І. В. Гуменюк „Обладнання і технологія газозварювальних робіт"
Підготувати інформацію про навчально-дослідний інститут електрозварювання Академії наук України ім. Є. О. Патокс.

 Додатки
Додатки
Повідомлення 1 учня
Передбачається, що росіяни олова "зварювання" і "зварити" відбулися від імені давньослов'янського бога ковальської справи Сварога. Сварожичем називали вогонь, уважаючи його сином Сварога. Одночасно Сварога вважали богом і заступником родини. Слово "зварювання" уже в той час було синонімом найміцнішого з'єднання. Перші найпростіші методи зварювання застосовувалися в VII тис. до н. е. у районах Єгипту й Ірану. В основному зварювалися деталі з міді, які попередньо підігрівалися, а потім здавлювалися. Так виникло ковальське зварювання.
Повідомлення 2 учня
Освоєння й розвиток ливарної майстерності привело до створення
ливарного зварювання, суть котрої полягала в тім. що зачищені й підігріті
деталі містилися в спеціальну форму, а місце з'єднання заливалося рідким
металом. Ливарне зварювання застосовувалося при виготовленні виробів
з міді, бронзи, свинцю й благородних металів. Пізніше, з відкриттям
легкоплавких металів, з'явився метод з'єднання - більше зручного й
продуктивний - пайка. Збережені римські письмові джерела, що
ставляться до початку нашої ери, викладають способи пайки міді й
свинцю. Слід зазначити, що склад припоїв, що застосовувалися тоді, майже не відрізняється від сучасних.
Повідомлення 3 учня
Дорого заплатив Древній Рим за високу майстерність своїх паяльщиків. Знаменитий водопровід з свинцю, "спрацьований" ще рабами Рима, поступово отруював населення. Римляни не знали, що всі розчинні з'єднання свинцю токсичні. Вода, що харчувала Рим, була багата вуглекислим газом. Реагуючи зі свинцем, вуглекислий газ утворить добре розчинний у водогідрокарбонаті свинцю, що, затримуючись і накопичуючись в організмі, поступово отруює його. Якщо врахувати, що римські патриції користувалися свинцевим посудом і свинцевою парфумерією, то можна зрозуміти, чому середня тривалість життя в них становила всього 35 років.
Повідомлення 4 учня
Тільки в II тис. до н. е. для виготовлення різних знарядь праці почали застосовувати залізо. Широко використовуючи цей метал, людина довго не могла його розплавити через високу температуру плавлення (близько 1500°С). Працею багатьох поколінь майстрів був створений і доведений до досконалості спосіб ковальської, або горнового зварювання заліза. Суть способу в тім. що розпечене до "зварювального жару" м'яке (але не розплавлене) залізо зварюється під ударами молота. З'єднання відбувається у твердому стані металу, "у твердій фазі".
Знайдені при розкопках інструменти, зброя й сільськогосподарські знаряддя Київської Русі показують, що ковальсько-горнове зварювання в стародавності в нас була єдиною технологією виготовлення всіх виробів із заліза.
За допомогою ковальсько-горнового зварювання створені дійсні твори мистецтва: знамениті грати Літнього саду й огорожа набережні ріки Фонтанки в Ленінграді, фонтан "Дубок" у Нижньому парку Петродворца
Повідомлення 5 учня
1 січня 1934 р. у Києві почав роботу Науково - дослідницький інститут електрозварювання Академії наук УРСР. Очолив цей перший у світі великий центр дослідницьких робіт в області зварювання Євгеній Оскарович Патон. Інститут відразу ж зорієнтував всі свої наукові розробки на рішення практичних потреб виробництва. бачив в електрозварюванні вирішальний фактор технічного прогресу, воно прагнув максимально неї механізувати й автоматизувати.
На початку війни інститут, яким керував Е. 6. Патон, перебазувався на Урал. У штаті залишалося 18 співробітників з 100„ Вони зайнялися автоматичним зварюванням корпусів авіабомб, потрібна була їхня допомога й у виробництві танків.
Евакуйований з України великий завод восени 1941 р. розгорнув виробництво танків, їх було потрібно дуже багато. Положення на фронтах було важке, механізовані полчища фашистів рвалися до Москви.
Корпус танка - це броня, "з'єднана десятками швів великого перетину й великої довжини. Використовуючи ручне зварювання, можна звірити корпус за 20 годин.
Патоновці створили спеціальний автомат для зварювання корпусів. У січні 1942 р. з воріт складального цеху вийшов перший танк, корпус якого був зварений автоматом. Тепер зупинка була за зварювальними апаратами, але робити їх комусь. Співробітники інституту посилали своїх дитят-підлітків у спеціальну майстерню (жартуючи її називали механізований дитячий сад"), де під керівництвом досвідчених лаборантів вони майстрували зварювальні голівки. У цехах теж працювали дівчини й підлітки, яких треба було навчити зварюванню. Співробітники інституту по добі не виходили із заводу. Навіть флюс для зварювання виготовляли з відходів металургійного виробництва по рецептах, розробленим патоновцями.
Влітку на танковому полігоні провели випробування - в упор розстріляли танк, борти якого були зварені вручну й автоматом. Автоматичні шви залишилися цілі, а ручні не витримали.
Повідомлення 6 учня
В області зварювального виробництва в нашій країні працюють чотири великих спеціалізованих науково-дослідних інститути. Крім всесвітньо відомого академічного ІЕЗ ім. АН УРСР,' це галузеві - ВНІІЕЗО (електрозварювального встаткування). ВНІІАВТОГЕНМАШ (газополум’яної обробки), ВІЗП (зварювального виробництва). Багато провідних технологічних інститутів і заводи мають великі відділи по зварюванню. Значний внесок у розвиток зварювання вносять навчальні інститути й кафедри.
16 жовтня 1969 р. радянські космонавти і на борті корабля "Союз-6" уперше у світі робили електронноструменеве й електродугове зварювання й різання в умовах космосу, а 28 липня й 9 серпня 1976 р. космонавти і на орбітальній станції "Салют-5" здійснили високотемпературну пайку трубчастої конструкції.
Газове зварювання займає особливе місце серед способів зварювання плавленням. Почавши свій розвиток у койці минулого століття, вона спочатку потіснила дугове зварювання (до 30-х років), а потім поступились їй майже всі галузі виробництва, залишивши собі скромне місце приєднанні тонких і кольорових металів, у сантехнічних і ремонтних роботах. Але на її основі розводять інші види газополум’яної обробки: кисневе різання, металізація, порошкове напилювання, пайка газовим полум'ям, газополум’яне виправлення (вирівнювання), наплавлення. Газозварне устаткування й апаратури, розроблені ВНИИАВТОГЕНМАШЕМ, відповідають рівню світових досягнень.
Джерелом тепла при газовому зварюванні є полум'я, одержуване шляхом спалювання горючого газу або пара у технічно чистому кисні. У якості горючих заклик застосовуються: ацетилен, водень, природний газ, пари бензину, бензолу, гасу й т. п. Зварювання виробляється за допомогою спеціального пальника, у яких гази змішуються. На виході з наконечника вони згоряють, утворює характерний смолоскип. Цей смолоскип плави зварюють кромки, що, і присадочну дріт, а та" же захищає рідкий метал від впливу кисню й азоту повітря. Метал шва зварник формує, маніпулюючи пальником і присадочний дротом. У процесі цього виду зварювання не виникає ультрафіолетове випромінювання, але розплавлений метал яскраво світиться. Тому зварник працює в темних окулярах.

 Повідомлення 7 учня
Повідомлення 7 учня
Газове зварювання відрізняється простотою й дешевиною встаткування. Вона не вимагає спеціальних джерел електроенергії. Недоліками її є низька Й продуктивність і більша зона теплового впливу на метал, що приводить до значного жолоблення виробів, що зварюють. Гази для зварювання звичайно ' зберігаються в спеціальних балонах під високим тиском. Зварникові, крім металургії", треба знать і фізико-хімічні властивості використовуваних газів.
Існують і механізовані способи газового зварювання. Зварювання тонкостінних труб з низьковуглеродистої стали (сантехнічні труби) здійснюються на потоці за допомогою ряду послідовно встановлених пальників (20-40 штук) Завдяки великій тепловій потужності пальників швидкість зварювання досягає 3000 м/ч. Газопресова зварювання також ставиться до механізованих методів. У процесі цього зварювання крайки деталей, що зварюють, нагріваються газовим полум'ям і обжимаються за допомогою гідросистем. Застосовується вона для з'єднання стиків низьконапірних нафтопроводів і газопроводів діаметром до 500 мм.
ПОНЯТТЯ ПРО ТЕХНОЛОГІЧНИЙ ПРОЦЕС
Основною умовою правильної організації виробництва й одержання високоякісних зварених виробів є наявність гарна розробленого технологічного процесу.
Для одержання високоякісних зварених виробів розроблені офіційні регламенти й правила по застосуванню зварювання в різних галузях промисловості: при виготовленні зварених казанів і посудин, що працюють під тиском, зварюванню трубопроводів, зварюванню у вагонобудуванні, у суднобудуванні, металевих будівельних конструкцій і т. д..
При розробці технологічного процесу виготовлення звареного виробу враховуються вимоги технічних умов його виготовлення й правила застосування зварювання.
Технологічний процес повинен забезпечувати необхідну міцність зварювання, мінімальні напруги й деформації й найменшу вартість виготовлення звареного виробу.
Вихідним матеріалом для розробки технологічного процесу є робоче креслення виготовленого виробу. На робочих кресленнях, які випускаються відповідно до наявних стандартів на креслення, повинні міститися основні дані, необхідні для розробки технологічного процесу, а також повинні вказуватися матеріал (основний метал), тип електродів, кількість і вага окремих елементів і. їхня загальна вага, місця обробки й зварені шви.

 Технологічна карта
Технологічна карта
Опис технологічного процесу оформляється у вигляді технологічних і інструкційних карт.
Технологічна карта являє собою розграфлений бланк, на якому пишуться всі необхідні відомості для виконання певного технологічного процесу. Технологічні карти складаються по етапах виготовлення звареного виробу окремо на заготівлю, зборку й зварювання. Звичайно на зборку й зварювання складається загальна технологічна карта. Відповідно до цього й форми технологічних карт відрізняються одна від інший, тому що вони відбивають різні технологічні процеси, що вимагають різних відомостей і вказівок.
По зварюванню в технологічній карті повинні бути наступні відомості й дані:
1) ескіз виробу, що зварює, або посилання на прикладений до карти креслення із вказівкою всіх швів, що зварюють, і їхніх розмірів;
2) вказівка на метод зварювання (дугова ручна, автоматична, напівавтоматична й т. д.);
3) кількість шарів у шві;
4) діаметр і марка електродів для кожного шару;
5) значення зварювального струму для кожного діаметра електродів; порядок і послідовність накладення швів і положення зварювання (нижнє, вертикальне й т. д.);
7) джерело зварювального струму (агрегат постійного струму, трансформатор та ін.);
8) витрата електродів на зварювання даного виробу;
9) спеціальні вказівки по зварюванню (проковування, підігрів і т. д.);
10) норми часу й розцінки.
Технологічні карти повинні складатися по можливості на всі зварені вироби, що випускають заводом або цехом, і особливо на серійну або масову продукцію. Тільки на вироби, що випускають в одиничних екземплярах, технологічна карта може не складатися, а заміняється усним інструктажем з боку цехових майстрів, бригадирів.
Форми технологічних карт по своєму зовнішньому вигляді й змісту різноманітні й залежать від типу виготовленої заводом продукції.
ІНСТРУКЦІЙНА КАРТА
Інструкційні карти складаються в тих випадках, коли даних, що приводять у технологічних картах, недостатньо для правильного ведення зварювання й необхідні більше докладні вказівки. Наприклад, при зварюванні виробузі сталі нової марки або виробу нового, ще не освоєного зразка потрібне складання інструкційної карти.
Інструкційні карти на зварювання включають короткий опис порядку виробництва зварювання; дані основного матеріалу й застосовуваних електродів; вимоги по підготовці матеріалу під зварювання по розмірах, по якості зборки й розділкам крайок: докладні вказівки про порядок виробництва роботи, що не входять у технологічну карту.
 НОРМУВАННЯ АЦЕТИЛЕНО-КИСНЕВОГО ЗВАРЮВАННЯ
НОРМУВАННЯ АЦЕТИЛЕНО-КИСНЕВОГО ЗВАРЮВАННЯ
Технічне нормування передбачає встановлення технічно-обгрунтованих норм години на виконання різних зварювальних робіт. Норми години дозволяють зварнику продуктивно використовувати робочий година, повністю завантажувати зварне обладнання, а при раціональних прийомах зварювання перевищувати встановлені норми. У норму години на виконання зварювальних робіт входять:
основний година;
підготовчо-заключний;
допоміжний:
година обслуговування обладнання й відпочинку. Основний година (хв.). затрачений на зварювання І м шва, визначають за формулою
tав=K. S
де К — коефіцієнт, який залежить від типу зварного з єднання, виду шва і зварюваного металу S — товщина зварюваного металу, мм.
Залежність коефіцієнта К від виду шва і зварюваного металу
Типи з'єднання | Спосіб | Зварюваний метал | ||||||
низьковуглецева сталь | середньо-і високовуглецеві сталі, чавуни і мідні | мідь, нікель | алюміній і його сплави | магнієві сплави | свинець | цинк | ||
Стикові і кутові з присадкою | Лівий, | 5,0 | 4,5 | 4,0 | 4,0 | 3,0 | 3,5 | 3,5 |
правий | 4,0 | 3,5 | 3,5 | 3,5 | ||||
3 відбортов кою та кутові без присадки | Лівий | 4,0 | 3,5 | 3,5 | 3,0 | 2,0 | 3.0 | 3,0 |
Таврові | Лівий, | 6,5 | 6,0 | 6,0 | 5,0 | 4,0 | 4.0 | 4,0 |
правий | 5,5 | 5,0 | 5,0 | 4,5 | ||||
Внапуск | Лівий | - | - | - | 4,5 | - | 2,5 | 3,0 |
Примітка. При зварюванні вертикальних швів основний час множать на 1,2, горизонтальних — на 1,4 і стельових—на 1,6.

 Підготовчо-заключний час включає в себе отримання завдання, інструктаж, вибір номера наконечника пальника, встановлення балонів, зарядку генератора, перевірку запобіжного затвору, здачу готової продукції.
Підготовчо-заключний час включає в себе отримання завдання, інструктаж, вибір номера наконечника пальника, встановлення балонів, зарядку генератора, перевірку запобіжного затвору, здачу готової продукції.
Допоміжний час складається з часу запалювання і гасіння пальника, регулювання полум'я, розігрівання кромок, перехід з одного місця на інше, огляд шва, очищення кромок і шва, клеймування і прибирання виробу.
Час на обслуговування робочого місця, відпочинку і особисті потреби включає в себе прибирання робочого місця, балонів і устаткування.
Переважно підготовчо-заключний і допоміжний час, а також час на обслуговування робочого місця і відпочинку при газовому зварюванні становить 30-50% основного часу. Витрати матеріалів для зварювання сталей залежать від П товщини
Орієнтовні витрати матеріалів залежно від товщини (8) металу для сталі | |
Витрати газів на 1 м шва, л: ацетилену кисню | 8-8 9,5-8 |
Витрати дроту на 1 м шва, г | 10-8 |
НОРМУВАННЯ НАПЛАВЛЮВАЛЬНИХ РОБІТ
При ручному газовому наплавленні час на наплавлення 1 см3 присаджувального прутка визначають залежно від товщини деталі і номера наконечника пальника
Залежність часу наплавлення від товщини деталі та номера наконечника
Товщина наплавлювальної деталі, мм | Номер наконечника | Час наплавлення (включаючи підігрівання), хв. |
1-1,5 | 1 | 1,3 |
2-4 | 2 | 1,1 |
5-7 | 3 | 0.73 |
8-9 | 4 | 0.62 |
10-12 | 5 | 0,52 |
13-18 | 6 | 0,42 |
19-30 | 7 | 0,38 |
Нормою часу при наплавленні порошкоподібними матеріалами може бути погодинна продуктивність, при якій наплавляють поверхню 60-100 см2" товщиною шару 1,5-2 мм; маса наплавленого металу — 0,15-0,18кг.
Пізніше патоновці застосували цей процес для отримання особливо чистих сталей (електрошлаковий переплав, а потім і для отримання складних відливок з наплавленою структурою (електрошлакове лиття)).

 Урок 5-6
Урок 5-6
Тема: Зварювальне полум'я
Мета: Дати поняття про зварювальне полум'я, вивчити структуру ацетилено-кисневого полум'я, види полум'я.
Акцентувати увагу на схеми утворення полум'я і розподіл температури, вибір номеру наконечника в залежності від розходу газу.
Виховувати економне відношення до використання полум’я.
Розвивати здібності вміння, навички по регулюванню полум'я.
Очікувані результати:
1. Ознайомити з видами зварювального полум'я, будовою полум'я.
2.Аналізувати і коментувати кожний вид полум'я.
3.Осмислити металургійні процеси, які виникають при виконання зварювальних робіт.
4.Висловити своє ставлення до регулювання полум'я.
5.Ознайомитись з характерними ознаками кожного полум'я.
6.Методи: „Шумова група". .Дзеркало", „Древо мудрості".
Варіанти організації діяльності та методи проведення уроку
№ з/п | Метод проведення | Час |
1. | Мотивація навчальної діяльності „Шумова група. | 10 хв. |
2. | Представлення теми, очікуваних результатів. | 5 хв. |
3. | Надання учням необхідної інформації викладачем. | 10 хв. |
4. | Інтерактивна вправа «Дзеркало» | 35 хв. |
5. | Узагальнення та систематизація знань (Древо мудрості). | 15 хв. |
6. | Підбиття підсумків уроку. | 10 хв. |
7. | Самооцінювання результатів уроку. | 5 хв. |
Девіз уроку
„Не махай на все рукою, не лінуйся, а учись,
Бо, чого навчивсь в ліцеї, знадобиться ще колись"
I. Перевірка наявності учнів та підготовка до уроку.
II. Мотивація навчальної діяльності.
Викладач: Перед вами зварювальний пост. » А навіщо вам необхідно його знати?
Що собою уявляє пересувний та стаціонарний зварювальний пост? „Шумова група".
Учні розбиваються на 2 групи (парні і непарні номери) і проводять коротке обговорення для продукування ідей, пошуку відповіді на запитання.
III. Представлення теми, очікуванні: результатів.
1.Утворення зварювального полум'я.
2.Будова полум'я.
3.Види зварювального полум'я.
4.Вплив нагрівання зварним полум'ям на структуру зварювального шва і зону термічного впливу.
Надання учням необхідно інформації викладачем (опорний конспект).
IV. Інтерактивна вправа „Дзеркало", (робота в малих групах).
Вправу виконують в два етапи, що потребує чіткої організації й інструктажу.
Викладач об'єднує учнів у 4 групи, використавши позначки різного кольору.
1-й етап:
Викладач пропонує учням опрацювати запропоновану інформацію й опанувати її на рівні, достатньому для обміну нею з іншими.
Завдання групам:
Група № І.
 Нормальне полум'я. Тезисно записати основні вимоги до нормального полум'я.
Нормальне полум'я. Тезисно записати основні вимоги до нормального полум'я.
Група № 2.
Навуглецювальне полум'я. Тезисно записати вимоги до навуглецювального полум'я.
Група № 3.
Окислювальне полум'я. Тезисно записати вимоги до окислювального полум'я.
Група № 4.
Прочитати про регулювання зварювального полум'я, записати вимоги до полум'я в залежності від зварювального матеріалу.
2-й етап:
Після завершення роботи половині учнів першої групи пропонується перейти у другу, а половині учнів другої - у першу.
Аналогічно обмінюються учасниками третя і четверта групи. У новоутворених групах учні обмінюються своїми знаннями з опрацьованого тексту.
3-й етап:
Учням пропонується повернутися у свої групи і поділитися інформацією, отриманою в інших групах. Під час обговорення учні дають колективну відповідь на завдання.
Завдання групам:
Який вплив нагрівання зварним полум'ям на структуру зварювального шва і зону термічного впливу? Коли учні опрацюють завдання, їм пропонується по черзі озвучити лише одну спільну ознаку.
Вчитель на дошці записує тези, що пропонують групи, доки вони не вичерпаються.
V. Узагальнення та систематизація знань.
«Древо мудрості»
Гравцям роздаються „листочки". Кожен пише на ньому проблемне запитання з теми. .Потім листочок прикріпляють до макету дерева. Кожен гравець підходить до дерева і „зриває" листочок. Як можна більш повно відповідає на запитання вголос.
Оцінюється як запитання, так і відповідь.
VI. Підбиття підсумків.
1.Що нового дізналися на уроці?
2.Чи досягли ми поставленої мети?
3.Над якими навичками, вміннями ще треба працювати?
4.Побажання викладачу.
VII. Домашнє завдання.
Опрацювати § 3,4 стор.Скласти порівняльну таблицю зварювального полум'я.
Самооцінювання результатів уроку
П. І.Б. учня | Метод проведення | Бали | Отримали |
Мотивація навчальної діяльності „Шумова група" | 2 | ||
Інтерактивна вправа. Дзеркало" | 6 | ||
„Древо мудрості". | 2 | ||
Додаткові бали | 2 | ||
Всього | 12 |

 Додатки
Додатки
Полум’я складається з трьох зон:
1. Ядро має різко окреслену форму з яскраво-світлою оболонкою і зовнішнім шаром, де згоряють розжарені частинки вуглецю при розпаді ацетилену. Діаметр каналу мундштука визначає діаметр ядра, а швидкість витікання суміші — його довжину (близько 17 мм).
Полум'я не повинно бути надто «м'яким» або «жорстким». «М'яке» — схильне до зворотних ударів і хлопків, «жорстке» — здатне видувати розплавлений метал із зварювальної ванни.
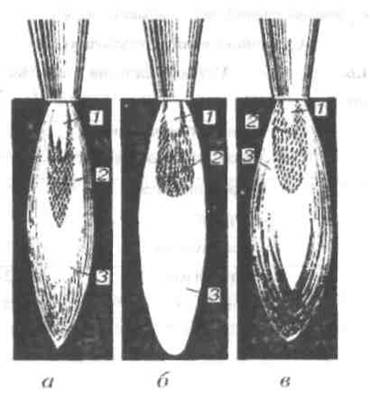
Види зварювального полум'я:
а — окиснювальне; б — нормальне; в — навуглецювальне; 1 — ядро;
2 — відновна зона; 3 — факел
При збільшенні номера мундштука, розміри ядра збільшуються. Температура ядра становить 1000°С.
2. Відновна зона розташована за ядром і має більш темний відтінок, її довжина дорівнює 20 мм. Зона складається з продуктів згоряння ацетилену — оксиду вуглецю і водню. Вона називається відновною тому, що оксид вуглецю і водню розкиснюють розплавлений метал, віднімаючи кисень від його оксидів. Якщо при зварюванні метал знаходиться в середній зоні, то шов виходить без пор, газових і шлакових включень. Цією зоною полум'я виконують зварювання. Відновна зона мас найвищу температуру (3150°С) на відстані 3-6 мм від кінця ядра.
3. Зона повного згоряння (факел) розташована за відновною зоною. Вона складається з вуглекислого газу, парів води і азоту, що утворюються при згоранні оксиду вуглецю і водню відновної зони за рахунок кисню зовнішнього середовища. Температура факела становить від 1200 до 2500°С.
Залежно від співвідношення між киснем і ацетиленом одержують три основних види полум'я.
1. Нормальне полум'я теоретично утворюється, коли в пальник на один об'єм кисню надходить один об'єм ацетилену. Практично кисню надходить трохи більше — від 1,1 до 1,3 об'єму ацетилену. Нормальне полум'я характеризується відсутністю вільного кисню і вуглецю в його відновній зоні. Кисню подається більше через його забрудненість і витрати на згоряння водню. У такому полум'ї яскраво виражені всі три зони. Нормальне полум'я використовують для зварювання сталі.
2. Окислювальне полум'я утворюється при надлишку кисню, коли в
пальник на один об'єм ацетилену подається більше 1,3 об'єму кисню. При цьому ядро набирає конусоподібної форми, значно скорочується за довжиною, стає з менш чіткими обрисами і набирає більш блідого відтінку. Скорочується відновна зона і факел. Полум'я набирає синьо-фіолетового відтінку. Горить з шумом. Температура вища від температури нормального полум'я, але зварювати ним сталі не можна через наявність надлишку кисню, який призводить до окиснення металу шва, пористості і крихкості. Окислювальне полум'я використовують при зварюванні латуні і паянні твердими припоями.
шва, пористості і крихкості. Окислювальне полум'я використовують при зварюванні латуні і паянні твердими припоями.
3. Навуглецювальне полум'я утворюється при надлишку ацетилену, коли в пальник на один об'єм ацетилену подається 0,95 і менше об'єму кисню. Ядро втрачає чіткість своїх обрисів, на кінці його з'являється зелений вінчик, за яким роблять висновок про надлишок ацетилену. Відновна зона значно яскравіша і майже зливається з ядром, а факел набирає жовтуватого відтінку. При великому надлишку ацетилену полум'я починає коптити, тому що в ньому не вистачає кисню для повного згоряння ацетилену. Надлишковий ацетилен легко поглинається розплавленим металом і погіршує якість шва. Температура полум'я нижча від нормального і окислювального. Використовують для зварювання чавуну і при наплавленні твердими сплавами.
Зварювальник визначає характер полум'я на око за його формою і відтінком. При регулюванні полум'я слід звергати увагу на правильний підбір витрат горючого газу і кисню.
Горюча суміш має механічний вплив на розплавлений метал і формує валик шва. Рідкий метал відтискається до країв ванни. Характер формоутворення металу шва залежить від кута нахилу мундштука до поверхні зварюваного металу.
Тиск газів переміщує рідкий метал до задньої стінки ванни і утворює луску шва.
При великому тиску кисню полум'я стає «жорстким» і видуває розплавлений метал з ванни, ускладнюючи зварювання.
Характер полум'я підбирають залежно від зварюваного металу та його властивостей.
МЕТАЛУРГІЙНІ ПРОЦЕСИ ПРИ ГАЗОВОМУ ЗВАРЮВАННІ
У процесі зварювання розплавлений метал ванни взаємодіє з полум'ям. Ця взаємодія залежить від властивостей металу і складу полум'я. Ванна характеризується малим об'ємом, високою температурою і великою швидкістю охолодження.
Розплавлений метал взаємодіє з газами полум'я, в результаті чого проходять окисно-відновні реакції.
Окиснення призводить до погіршення механічних властивостей шва. Тому для уникнення окислювальних процесів у присаджувальні матеріали та флюси вводять спеціальні розкислювачі, які мають більшу спорідненість 3 киснем, ніж метал. При зварюванні сталі розкислювачами є вуглець, кремній, марганець. Тому вуглецеві сталі можна зварювати без флюсів.
Утворений у процесі реакції оксид вуглецю викликає кипіння і розбризкування металу. Якщо метал кипить до початку кристалізації, то це сприяє виділенню сторонніх неметалевих включень. А якщо метал кипить під час кристалізації, то утворюються бульбашки оксиду вуглецю, які не встигають виділитись і залишаються у вигляді пор. Оксид кремнію і марганцю зменшують вміст оксиду вуглецю. Утворені оксиди кремнію і марганцю не розчиняються в металі, а спливають і переходять у шлаки.
Розкиснення ванни частково здійснюється вуглецем, оксидом вуглецю і воднем, що є в полум'ї При цьому полум'я не тільки відновлює оксиди, але й захищає розплавлений метал від кисню та азоту повітря.
Відновлювачем заліза із його оксиду є водень, який при зниженні температури намагається виділитись з ванни. Якщо кристалізація проходить швидко, то водень у вигляді бульбашок може залишитись у зварювальному шві. Водень захищає метал від окиснення, відновлює його від оксидів, а також є причиною утворення пористості й тріщин.
При газозварюванні охолодження відносно повільне, тому водень та інші гази встигають виділитися з ванни і шов виходить без пор. Азот, який проникає з повітря, знижує пластичні властивості металу і викликає пористість.
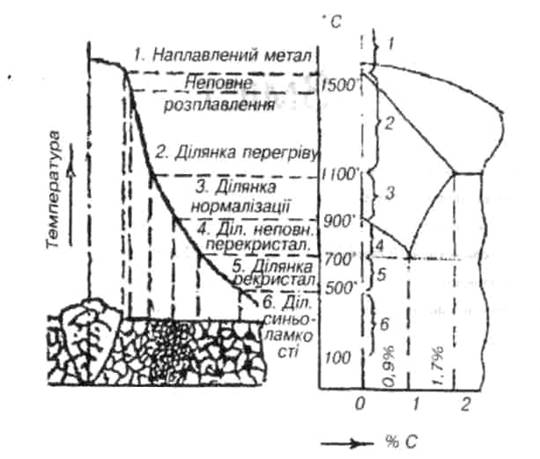
ВПЛИВ ЗВАРЮВАЛЬНОГО ПОЛУМ'Я НА СТРУКТУРУ ШВА І ЗОНУ ТЕРМІЧНОГО ВПЛИВУ
Зварне з'єднання поділяють на три зони:
—основного металу;
—термічного впливу;
—наплавленого металу шва.
При газозварюванні внаслідок повільнішого нагрівання зона термічного впливу (біляшовна зона) більша, ніж при дуговому зварюванні і становить від 8 до 28 мм. Зона термічного впливу має декілька структурних ділянок, які відрізняються за формою і будовою зерен.
1. Ділянка неповного розплавлений знаходиться в твердо рідкому стані і визначає якість зварного з'єднання. В цій зоні проходить сплавлення кристалів металу шва із зернами основного металу, температура в ній вища за температуру плавлення металу.
2. Ділянка перегріву — це область основного, сильно нагрітого (1І00-1500°С) металу з крупнозернистою структурою і зниженими механічними властивостями. В цій зоні можливе утворення гартованих структур.
3. Ділянка нормалізації — область основного металу (930-110СГС), набирає дрібнозернистої структури з найвищими механічними властивостями.
4.Ділянка неповної перекристалізації — область основного металу (720-930°С), в якій навколо крупних зерен розташовуються дрібні, утворені в результаті перекристалізації.
5.Ділянка рекристалізації — частина основного металу (°С), для якої є характерним відновлювання форми і розмірів
6.Ділянка синьоламкості — видимих структурних змін не має (200-450°С), але характеризується зниженням пластичних властивостей.
Для покращення структури і властивостей металу шва і біля-шовної зони використовують гаряче проковування металу шва, термообробку пальником, загальну термообробку в печах та повільне охолодження.
Будова зони термічного впливу зварного з'єднання зруйнованих зерен металу, який раніше піддавався обробці тиском.
ЗМІСТ
Вступ | 2-3 |
1. Ненасичені вуглеводи та обладнання і апаратура для газової зварки | 4-20 |
2. Основи технології газового зварювання | 21-35 |
3. Зварювальне полум’я | 36-43 |
