

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Лабораторная работа №1
Токарный станок по дереву
Цель работы: Ознакомиться с устройством и работой токарного станка.
Оборудование, инструменты, приспособления. Станок ТСД-120, стамески разные, крепежные приспособления, штангенциркуль, линейка, заготовки для осевого и лобового точения, карандаш, кронциркуль, нутромер, шаблоны.
Теоретическая часть
Точение — это обработка древесины резанием, при котором из заготовки получают тела вращения — цилиндры, конусы, шар и их различные сочетания (конус и цилиндр, шар и конус и т. п.). Различают четыре основных вида точения древесины: осевое (продольное), тангенциальное, лобовое и радиальное. Наибольшее распространение имеет осевое точение при изготовлении детален цилиндрической и конической формы..
По качеству обработки различают черновое и чистовое точение.
Точение древесины производят на токарных станках по дереву. Конструкции станков определяются их назначением. Существенное влияние на конструкцию станков оказывают и приемы точения. Для осевого точения применяются обычно центровые токарные станки с ручной или механической подачей резцов.
Широкое применение в промышленности нашел универсальный (для осевого и лобового точения) станок ТВ-300, а в учебных мастерских школ и педучилищ— ТД-120, ТСД-120 (цифры обозначают высоту центров).
Токарный станок для обработки древесины предназначен для точения изделии или деталей круглого сечения: ручек напильников, киянок, стамесок, а также декоративных деревянных ваз, тарелок и др.
Токарный станок (рис. 1) состоит из станины 1 и установленных на ней электродвигателя 2, передней бабки 3, задней бабки 6, подручника 5.
Шпиндель — главный вал станка — получает вращательное движение от электродвигателя с помощью ременной передачи 4. Подручник служит опорой для режущего инструмента. Необходимая высота подручника фиксируется рукоятками 7 и 8.

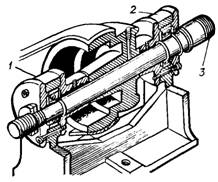
Рис. 1 Рис. 2
Передняя бабка (рис. 2) жестко закреплена на станине. В двух стойках 1 и 2 корпуса установлены шариковые подшипники, в которых вращается шпиндель 3.
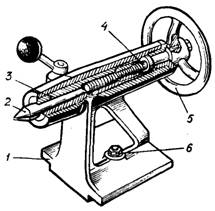
Рис. 3
На шпинделе устанавливаются приспособления для закрепления заготовок.
Задняя бабка (рис. 3) служит для поддержания длинных заготовок. Она перемещается по станине. Корпус1 закрепляют на станине в нужном положении с помощью болта с гайкой 6. При вращении маховика 5 вращается винт 4 и, ввинчиваясь в гайку, перемещает пиноль 3. В нее вставлен центр 2, который поддерживает заготовку. Кинематическая схема (рис. 4) показывает передачу движения на станке. Вращательное движение от электродвигателя 2, на валу которого жестко насажен двухступенчатый шкив 1, передается с помощью ремня 3 на двухступенчатый шкив 4 передней бабки. Этот шкив жестко соединен с валом-шпинделем 5. На шпинделе установлен патрон б, служащий для закрепления заготовки. Подручник 7 и задняя бабка перемещаются по станине. Выдвижение пиноли 8 осуществляется вращением маховика 9.
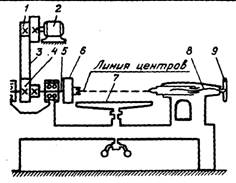
Рис. 4
Точение древесины происходит в результате вращательного движения заготовки (главного движения) и движения подачи — перемещения резца вдоль линии центров.
Токарные инструменты—стамески (резцы) по конструкции очень разнообразны, однако их вид зависит от конструктивных особенностей станков, на которых их применяют. Они делятся на ручные — для работы на станках с подручниками и суппортные — для работы на станках с механической подачей.
Ручные резцы для черновой обточки — полукруглые желобчатые стамески с шириной режущей кромки от 6 до 50 мм с углом заострения от 25 до 35°
(рис. 5, а).
Для чистового точения, подрезки торцов применяется косяк, представляющий собой стамеску, со срезанной режущей кромкой под углом 70—80° к ее оси
(рис. 2, б). Это дает возможность во время точения держать стамеску под углом к направлению волокон заготовки в 45—60°, что предохраняет врезание лезвия стамески в древесину. Для обточки древесины мягких пород угол заострения составляет 20—30°, а твердых пород — 30—40°. Причем в первом случае лезвие образуется путем снятия фаски с двух граней. Режущая острая кромка стамески — линия пересечения двух плоскостей.
Наиболее широко, применяются стамески шириной 6, 13, 19, 25 до 50 мм.
Существует довольно много специальных стамесок. Для выточки выступов и впадин, а также для обточки различных угловых переходов применяют двухугловые резцы с вершиной в его центре (вдоль его оси). Угол при вершине в зависимости от назначения может изменяться в широких пределах от 70 до 130°, а их ширина — от 6 до 50 мм. Углы скоса по отношению к его оси составляют от 25 до 55°; углы заострения, как у косяка.

Рис. 5. Ручные токарные резцы (стамески):
а — полукруглый; б—с косым расположением лезвия (косяк); в — расточкой (крючок); г — фасонный; д — резьбовые.
Для вытачивания различных углублений и внутренних полостей применяют расточные резцы, имеющие форму крючка (рис. 5, в). Крючки с двумя режущими лезвиями используются при сглаживании шероховатостей дна и стенок выточенной полости. При обточке крючок опирается на подручник в горизонтальном положении. Угол заострения его на разных участках изменяется от 30 до 45° в зависимости от условий резания, при этом большие значения углов применяют при торцовом резании.
Фасонные резцы (рис. 5, г) применяют для обтачивания фасонных профилей изделий.
Для вытачивания резьбы различного профиля применяют специальные резцы — «гребенки» (рис. 5, д}.
Ручные токарные резцы изготавливаются из углеродистой стали У8, У9, У10, У8А, У10А. При изготовлении их своими силами необходимо производить закалку в воде с температурой 20—70 °С. Перед закалкой нагрев доводить до 760—830 °С, а температура отпуска должна быть 220—275 °С, твердость после отпуска — 56—64 R.
Для долбления гнезд, проушин применяется долбежное сверло. Оно представляет собой цилиндрический стержень, рабочая его часть имеет четыре режущих пера с углом заточки 50°. Хвостовик сверла цилиндрический, служит для крепления непосредственно в цанговом патроне.
Основными контрольно-разметочными инструментами при точении древесины служат: кронциркуль — для измерения внешних диаметров, нутромер — для измерения внутренних диаметров, масштабная линейка, различные шаблоны, штангенциркуль.
Крепежные приспособления — основные из них трезубец, планшайба, патрон (рис. 6). Патрон и трезубец используются для поддержания одного конца заготовки при осевом точении; патрон, кроме этого, применяется при внутренней обточке небольших деталей.
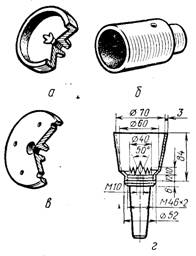
Рис. 6. Крепежные приспособления:
а — трезубец; б — патрон; в — планшайба; е — патрон .
Планшайба применяется при обработке больших по размеру заготовок и для обточки плоских дисков. Для этого в ней имеется несколько отверстий, через которые винтами крепится заготовка. Следует учитывать выход винтов на противоположную (обрабатываемую) поверхность заготовки, так как при большой их длине они будут задевать режущий инструмент. Закрепив заготовку на планшайбе, ее затем навинчивают на шпиндель.
Трехкулачковый патрон обеспечивает быстрое и надежное закрепление заготовки и ее центровку благодаря одновременному радиальному перемещению зажимных кулачков.
Тисочный патрон используется при обточке деталей с гранеными поверхностями. Обтачиваемая заготовка вставляется в тиски патрона и зажимается винтом.
Существуют и другие виды крепежных приспособлений.
Обработка древесины на токарном станке
Обрабатывать на станке можно заготовки без сучков, трещин, гнилей, хорошо высушенные.
Хорошо обрабатывается на станке древесина березы, клена, груши, бука, граба, липы, хуже — сосны, ели, дуба, ясеня. Практически можно обрабатывать древесину любой древесной породы, но надо помнить, что каждая порода обладает своими качествами. Выбор той или другой породы диктуется назначением изделия.
Хорошо на токарном станке точатся эбонит, фибра, резина. После изучения чертежа, технических условий, технологической карты приступают к подготовке заготовки. Древесина должна соответствовать техническим условиям, особое внимание надо обратить на торцы заготовки, которые не должны иметь трещин. При установке заготовки в центрах станка трещины увеличиваются, и во время работы заготовка может вылететь и травмировать работающего. Концы заготовки с трещинами отпиливают до сплошной древесины.
После установки заготовки в центрах станка необходимо проверить наличие люфта. После нескольких первых минут работы на станке необходимо проверить еще раз установку заготовки на люфт.
В первые минуты обточки, даже при смазке, быстро разрабатывается (особенно у древесины мягкой породы) центровое отверстие заготовки со стороны невращающегося центра задней бабки.
Заготовку получают распиливанием сухой доски на бруски квадратного сечения с припуском по длине 30—40 мм и по толщине до 5 мм. Квадратную заготовку к точению подготавливают так. На торцах проводят карандашом две диагонали и находят центр вращения заготовки. Затем по длине кромок бруска прострагивают рубанком так, чтобы придать ей форму восьмигранника или близкую к цилиндрической. На торцах заготовки (на линиях пересечения диагоналей) накернивают небольшие углубления — одно для центрального зуба трезубца, а другое — под центр задней бабки.
Сначала производят посадку торца на трезубец молотком, к другому торцу подводят центр. Закрепляют заднюю бабку, вращением маховичка пиноли зажимают заготовку центром, крепят стопорной рукояткой центр задней бабки, проверяют наличие люфта, и если он есть, то его ликвидируют центром задней бабки. После 2—3 мин работы останавливают станок и проверяют крепление болванки. При любом виде крепления оно должно обеспечить безопасную работу.
Подручник подводят с минимальным зазором параллельно обрабатываемой поверхности заготовки, по высоте подручник крепят на линии центров (или немного выше ее). До включения станка проворачивают заготовку от руки, убеждаются в том, что заготовка не касается подручника. Проверив еще раз крепление заготовки, каретки с подручником, задней бабки, пиноли задней бабки, приступают к обработке заготовки.
Черновая обточка производится стамесками с полукруглым лезвием.
Правой рукой стамеску берут за рукоятку, а левой придерживают резец и плотно прижимают его к Подручнику. Режущая кромка стамески должна быть направлена под небольшим углом к обрабатываемой поверхности. Углубив лезвие в древесину на 0,5— 1,0 мм, перемещают ее по всей длине заготовки. Первую черновую стружку снимают серединой стамески, а затем, для получения более чистой обработки, боковой частью лезвия, направляя попеременно стамеску в правую и левую сторону.
Обточку стамеской с полукруглым лезвием прекращают, как только припуск по диаметру заготовки остается 1—2 мм, и переходят на чистовую обработку косяком.
Держат косяк так же, как и стамеску с полукруглым лезвием, направление лезвия должно составлять с направлением цилиндрической поверхности угол, близкий к 45°. Тупой угол косяка обращен в сторону движения, срезание стружки производится серединой лезвия. Держат косяк твердо и внимательно следят, чтобы он не скользил по обтачиваемой поверхности и не поднимался над подручником. Для получения чистой поверхности надо, чтобы направление резца совпадало с направлением касательной к обтачиваемой поверхности.
Контроль диаметра осуществляют кронциркулем, причем замеры делают по всей длине заготовки и в разных положениях, проворачивая ее.
Контроль прямолинейности поверхности осуществляют на просвет линейкой, укладывая ее ребро по направлению образующей цилиндра.
Убедившись в правильной обточке цилиндрической поверхности, выполняют разметку шейки. Шейку протачивают так: на некотором расстоянии от правого торца к линии разметки подводят косяк острым его углом перпендикулярно к поверхности, а затем углубляют немного в древесину. После этого, отступя от линии разметки вправо, делают косой подрез к первому прямому. Так же производится и торцовка. Затем срезают оставшийся столбик древесины, располагая косяк горизонтально. Работу часто контролируют (осуществляют текущий самоконтроль).
Обточку внешних закруглений производят тупым концом косяка, постепенно срезая угол болванки. Проверку осуществляют шаблонами.
Шлифуют шкурками, применяя для этого специальные колодки;
шлифование осуществляют на работающем станке.
Принципиальное отличие лобового точения древесины от осевого заключается в том, что режущее лезвие резца находится на уровне оси центров станка, а резец перемещается по радиальному направлению. Для этого вида точения подручник закрепляется перпендикулярно направляющим. Этот вид точения сложнее; подачу инструмента на заготовку делают очень небольшой.
Подготовка заготовки состоит в следующем. Выбранную заготовку обрабатывают на рейсмусовом станке, производят разметку и разрезание ее на бруски квадратного сечения. Углы срезают, придавая заготовке форму, близкую к цилиндрической. Затем заготовку разрезают по длине.
Крепление заготовки производится на планшайбе. Оно должно быть осуществлено так, чтобы при обработке лицевой поверхности (оборотная поверхность не точится) исключить возможность задевания режущим инструментом крепежных винтов.
Последовательность применения инструмента та же, что и при осевом точении.
Вначале протачивают заготовку по ее периметру, при этом подручник размещают параллельно направляющим. Затем, переставив подручник для лобового точения, обтачивают лицевую поверхность заготовки. Подача инструмента должна быть очень малой.
Шлифование вращающейся заготовки производят шкурками.
Задание:
1. Подготовить нужный инструмент для выполнения работы.
2. Осуществить наладку станка для изготовления данной детали.
3. Установить заднюю бабку.
4. Установить необходимое крепежное приспособление,
5. Подготовить центр, установить подручник, заготовку.
6. Проверить работу станка кратковременным пуском.
7. Произвести упражнение в точении наружных цилиндрических и конических поверхностей, отрезание детали, торцевание.
8. Поупражняться в освоении приемов по вытачиванию профильных и внутренних поверхностей.
9. Произвести все подготовительные работы для лобового точения.
10. Выполнить предложенное преподавателем задание.
Вопросы:
1. Как устроен токарный станок по дереву?
2. Перечислите основные узлы токарного станка по дереву.
3. На какие группы делят инструмент, применяемый на токарных станках по дереву?
4. В чем особенности конструкции токарных резцов по дереву?
5. Как закрепляют заготовку на токарном станке по дереву?
6. Как производят обточку заготовок на токарном станке по дереву? Расскажите о последовательности обработки.
