
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral

СВАРОЧНЫЙ ИНВЕРТОР IGBT MIG/MAG
MIG / MAG-250SY
Назначение изделия
Сварочный инвертор предназначен для ручной электродуговой сварки постоянным током проволокой в среде защитного газа - углекислого, аргона или их смеси. Данный аппарат собран на IGBT транзисторах (англ. Insulated Gate Bipolar Transistor — биполярный транзистор с изолированным затвором).
Преимущества IGBT-транзисторов это высокая плотность тока, малые статические и динамические потери, устойчивость к короткому замыканию, отсутствие тока управления простота параллельного соединения.
Отсутствие тока управления в статических режимах и общее низкое потребление по цепям питания позволяют выполнять и ряд вспомогательных функций, таких как защита от перегрузки по току, от падения напряжения управления и ряда других.
Отличительным качеством данного аппарата являются такие особенности как высокая скорость сварки (при хорошей квалификации оператора), точность регулирования, высокий процент включения, которые обеспечивают сварочному аппарату прекрасные качества сварки.
Технические характеристики аппарата
Модель | MIG / MAG-250SY |
Питание (В) | AC 220/380±10% |
Частота (Гц) | 50/60 |
Входная мощность (кВА) | 8.3 |
Эффективный потребляемый ток (A) | 37,6 |
Напряжение холостого тока (В) | 65V |
Сварочный ток, минимальный-максимальный (A) | 40-250 |
Напряжение на выходе (В) | 26,5 |
Продолжительность включения (%) | 60% |
Эффективность (%) | 85% |
Сдвиг фазы | 0,93 |
Класс изоляции | F |
Класс защиты | IP23 |
Вес (кг) | 18 |
Размеры (мм) | 570*320*650 |
Устройство и принцип работы
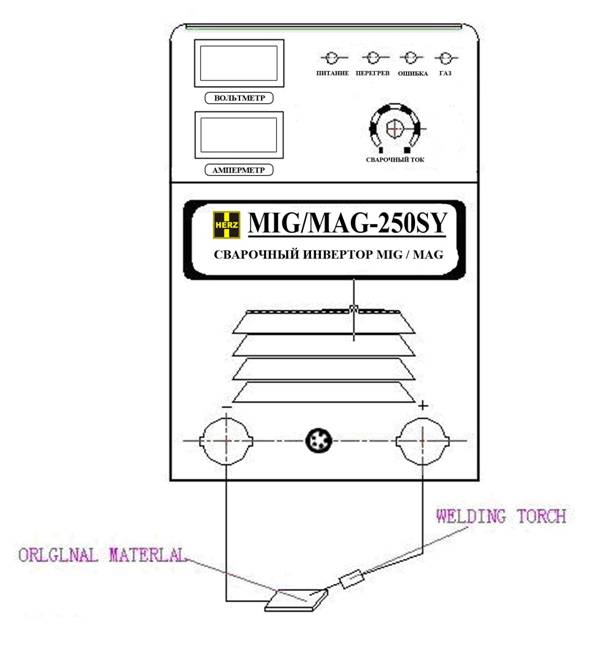
Изделие выполнено в металлическом корпусе. На передней панели имеется регулятор величины сварочного тока, дисплей, показывающий величину сварочного тока (АМПЕРМЕТР) и напряжения (ВОЛЬТМЕТР), индикаторы «Питание», «Перегрев», «Ошибка», «Газ». Аппарат оснащен принудительной системой вентиляции, ввиду этого, категорически запрещается закрывать чем - либо вентиляционные отверстия в корпусе.
Принцип работы сварочного инвертора основан на преобразовании переменного напряжения сети частотой 50 Гц в постоянное, а затем преобразовании постоянного напряжения в переменное высокой частоты с последующим его выпрямлением. Для регулирования величины сварочного тока используется широтно- импульсная модуляция PWM (Pulse-Width Modulation).
Основной причиной внедрения ШИМ является сложность обеспечения произвольным напряжением. Для того, чтобы использовать более низкое произвольное напряжение от базового напряжения питания ( сеть, аккумулятор) для работы оборудования используется транзисторная схема в пограничных состояниях (вкл./выкл.). В отличие от обычной транзисторной схемы у ШИМ высокий КПД ,низкое выделение тепла и высокая энергоэффективность.
Аппарат имеет защиту от перегрева - в случае срабатывания защиты ( загорится лампочка на передней панели) следует убедиться в отсутствии замыкания рабочих кабелей и остановить работу, не отключая аппарат от сети, не менее чем на 5 минут.
Продолжительность включения составляет 60 %, что позволяет работать без перегрева 9 минут с шестиминутным перерывом.
Для повышения качества электропотребеления и предупреждения нелинейных искажений, вносимых нагрузкой в электросеть, выбран высокий коэффициент мощности (cos φ = 0,95).
Сварка MIG/MAG
MIG/MAG - полуавтоматическая сварка электродной проволокой в среде защитного газа - инертного (аргона) или активного (углекислого газа). Автоматизирована скорость подачи присадочной проволоки. Устройство, подающее проволоку съемное. На передней панели находится регулятор скорости подачи присадочной проволоки. Через контактный вход «+» на подающем устройстве соединяется сварочная горелка. Контактный выход «-» служит для соединения массивного зажима для изделия к источнику питания.
Применяется для сварки сталей (в том числе нержавеющих) и алюминиевых сплавов. В отличие от сварки TIG и MMA не имеет больших требований к опыту оператора, высокая производительность, высокие характеристики дуги благодаря изменению ее мощности.
Воздействие импульсом тока на проволоку электрода ускоряют процесс ее плавления, при этом скорость подачи электродной проволоки не увеличивается, что существенно сокращает расход металла.
Внешний вид и панель управления
Меры безопасности
При работе с аппаратом необходимо соблюдать " Правила технической эксплуатации электроустановок потребителей" и " Правила техники безопасности при эксплуатации электроустановок потребителей". По способу защиты от поражения электрическим током аппарат относится к классу 1 по ГОСТ 12.2.007.0 (с заземлением через шнур питания). Для исключения возможности поражения человека электрическим током необходимо строго обеспечить правильность подключения защитного заземления к розетке. Место проведения сварочных работ должно быть хорошо проветриваемым. При проведении сварочных работ соблюдайте меры пожарной безопасности.
Перед установкой и эксплуатацией строго придерживайтесь следующих инструкций:
(1) Электробезопасность:
① Избегайте контакта кожи или влажной одежды со сварочным инвертором. Носите специальную прорезиненную обувь.
② Всегда отключайте устройство от электросети, когда оно не используется.
③ Не подключайте обрабатываемое изделие напрямую к кабелю заземления.
④ Рабочая область должна хорошо проветриваться, так как во время работы устройства может выделяться вредный для здоровья газ.
⑤Устанавливая сварочную проволоку и прочищая сварочный инвертор внутри, не надавливайте на механизм подачи проволоки.
⑥ Осторожно перемещайте устройство, чтобы не травмироваться.
⑦ Не прикасайтесь к поверхности обрабатываемого изделия во время сварки.
(2) Личная безопасность:
① Надевайте соответствующую плотную одежду, маску и перчатки.
② Следите за тем, чтобы в рабочей области не находились легковоспламеняющиеся материалы.
③После окончания работы убедитесь, что в рабочей области не осталось брызг расплавленного металла.
Подготовка аппарата к работе и порядок работы
Установка:
Рабочая область должна быть защищена от пыли и влаги. Не устанавливайте сварочный инвертор на улице, не допускайте попадания на него солнечных лучей и дождя. Устанавливайте устройство на стабильной поверхности. Шина заземления должна быть надёжно прикреплена к земле.Подключение:
① Соединение с питающим кабелем.
ДЛИНА УДЛИНИТЕЛЯ ПИТАЮЩЕГО КАБЕЛЯ НЕ ДОЛЖНА ПРЕВЫШАТЬ 10М!
1. Сварочный аппарат должен быть оборудован электрической распределительной коробкой, а также автоматическим выключателем и предохранителем. Питание должно подаваться на входные клеммы через распределительную коробку.
2. Убедитесь, что сварочный аппарат заземлен соответствующим образом. Если заземление отсутствует, то напряжение может передаваться через корпус оборудования.
② Соединение с контрактными выводами.
1. Один контактный выход (+) соединяется с кабелем, предназначенным для сварки, а другой контактный выход (-) соединяется с деталью, предназначенной для обработки сваркой. Для того чтобы обеспечить безопасность проведения работ, следует убедиться, что деталь, обрабатываемая сваркой, заземлена соответствующим образом. Убедитесь в отсутствии замыкания сварочных кабелей. Проверьте входное напряжение. Слишком высокая или слишком низкая величина входного напряжения может отрицательно повлиять на рабочее состояние электрических узлов аппарата.
2. Установите катушку со сварочной проволокой в подающий механизм. При необходимости переверните ролик, открутив фиксирующий винт. Убедитесь в том, что прижимной ролик зажат не слишком сильно. Чрезмерный прижим приведет к преждевременному износу прижимного ролика.
3. Убедитесь в том, что регулятор сварочного тока находится в положении минимума. Вставьте вилку аппарата в розетку сети. Включите аппарат выключателем на задней панели, загорится индикатор «Питание». Установите регулятор подачи проволоки в среднее положение. Кратковременными нажатиями на кнопку сварочного пистолета добейтесь протягивания проволоки через механизм подачи. При необходимости отрегулируйте скорость подачи проволоки регулятором. Выключите аппарат выключателем на задней панели.
4. Подсоедините баллон с CO2 к порту на задней панели аппарата. Регулятором редукционного клапана на баллоне установите требуемое давление газа.
Работа прибора:
1. Включите аппарат выключателем на задней панели, загорится индикатор « Питание». Регулятором сварочного тока установите необходимое значение.
2. После окончания сварочных работ установите регулятор в положение минимума, закройте кран на баллоне. Выключите аппарат выключателем на задней панели. Выдерните вилку аппарата из розетки сети.
Примечание: при необходимости использования обратной полярности следует поменять местами провода на клеммах
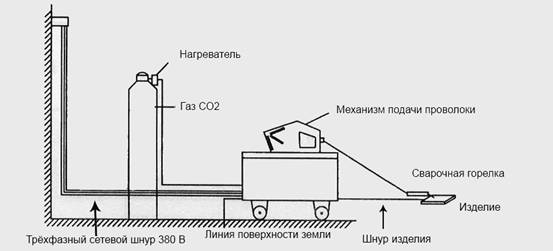
Схема соединения:
Запрещается:
• Использовать аппарат во время дождя или во влажном помещении.
• Использовать режущие инструменты ( дрели, " болгарки", электропилы и т. п.) рядом с включенным аппаратом: это приведет к попаданию металлической пыли внутрь и выходу аппарата из строя.
• Производить сварочные работы при наличии повреждения изоляции сетевого провода или сварочных кабелей.
Комплект поставки
Сварочный инвертор MIG / MAG-250SY 1 шт.
Кабель с горелкой 1 шт.
Кабель с клеммой заземления 1 шт.
Механизм подачи проволоки 1 шт.
Нагреватель 1 шт.
Редуктор CO2 1 шт.
Паспорт изделия 1 шт.
Упаковка 1 шт.
Правила хранения
Изделие должно храниться в таре предприятия-изготовителя при температуре от –10° С до +50° С, при относительной влажности не более 80%. В помещении для хранения не должно быть пыли, паров кислот и щелочей.
Транспортировка
Транспортировка блоков в упаковке изготовителя может производиться любым видом транспорта на любое расстояние.
Техническое обслуживание
Необходимо регулярно выполнять техническое обслуживание сварочного аппарата. Разборка и последующий ремонт внутренних узлов сварочного аппарата может производиться не менее чем через пять минут после выключения источника питания.
① Проверить и, если необходимо, подтянуть болты.
② Очистка электрических узлов от пыли может выполняться только с помощью струи сжатого воздуха.
③ При проведении технического обслуживания параметры настройки рабочего режима не должны меняться. В противном случае сварочный аппарат может получить повреждения.
Устранение неполадок
Проблема | Причина | Способ устранения |
Нестабильное горение дуги | Слишком слабый поток защитного газа Слишком низкий ток сварки Неправильный выбор полярности сварки в зависимости от типа сварочной проволоки Не оптимизированное соотношение тока сварки и напряжения дуги | Отрегулируйте подачу защитного газа Оптимизируйте параметры сварки Правильно выберите полярность: • для проволоки сплошного сечения обратная полярность; • для порошковой проволоки (сварка без газа) - прямая полярность; |
При нажатии на кнопку горелки газ не поступает | Проверить наличие газа в баллоне Повреждение или засорение соленоидного клапана | Проверьте, промойте и при необходимости замените клапан в сервисном центре |
Не регулируется или недостаточно регулируется ток сварки | Разрегулирован или неисправен блок управления Неисправен потенциометр | Произведите регулировку или замену блока управления в сервисном центре Замените потенциометр в сервисном центре |
Образование пор при сварке | Слишком слабый поток или утечка защитного газа Загрязненное сопло (окалина на сопле) Зона сварки не защищена от ветра или сквозняка Неправильно выбрано сопло Свариваемые детали загрязнены | Отрегулируйте подачу защитного газа. Ликвидируйте утечку защитного газа. Удалите окалину или поменяйте сопло Защитите рабочее место от воздействия перемещения потоков воздуха Замените сопло Очистите зону шва от грязи, окалины и прочих загрязнений металлической щеткой с последующей протиркой безворсовой тряпкой, смоченной в ацетоне |
Дефекты сварки и их причины
Дефект | Основная причина |
Пористость | Недостаточная защита зоны сварки или низкое качество защитного газа |
Зона сварки не защищена от ветра и сквозняка | |
Загрязнения различного происхождения в зоне сварки | |
Неправильно подобранное или загрязненное сопло (окалина на сопле) | |
Неполное проплавление | Слишком слабый сварочный ток |
Слишком высокая скорость сварки | |
Сварка выполняется без необходимого зазора | |
Несовершенная техника работы сварщика | |
Слишком сильное проплавление или «прожоги» | Слишком сильный сварочный ток |
Низкая скорость сварки | |
Зазор под сварку больше необходимого | |
«Подрезы» основного металла | Слишком сильный сварочный ток |
Несовершенная техника работы сварщика | |
Разрыв сварного шва | Неправильный выбор марки проволоки по отношению к основному металлу |
Неправильный выбор параметров сварки | |
Слишком сильные загрязнения различного происхождения в зоне сварки |
