
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral

![]()
![]() Глава IX
Глава IX
РЕМОНТ, ПРОВЕРКА И РЕГУЛИРОВКА ВАРИОМЕТРОВ
ВАР-30-3 И ВАР-75
1. Внешний осмотр и проверка
По внешнему виду прибор должен удовлетворять техническим условиям на отремонтированные авиаприборы (прилож. 3).
Проверить прибор на соответствие его техническим условиям по методике, изложенной в главе X, раздел 6. Если прибор не укладывается в допуски ТУ, механизм вынуть из корпуса для де-фектацин, ремонта и регулировки.
2. Разборка прибора
Разобрать прибор в следующем порядке:
1. Прибор установить на деревянную подставку вверх стеклом.
2. Отвернуть специальным ключом резьбовое кольцо 1
(фиг. 46), снять шайбу 2. Резиновым присоском извлечь стекло 5
с резиновой прокладкой 3.
3. Снять стрелку 6, о;вернуть два винта шкалы и вынуть шка
лу 7.
4. Перевернуть корпус прибора вверх штуцером. Гаечным клю
чом (S=19 мм) отвернуть гайки 11 и 12.
5. Извлечь распорное кольцо 4 и вынуть механизм из корпуса
прибора. Чтобы избежать поломки капилляров при разборке при
бора ВАР-75, не следует резко проталкивать штуцер в корпус
прибора.
6. Произвести осмотр и дефектацию механизма прибора.
Все узлы и детали должны удовлетворять требованиям ТУ на
механизм, изложенным ниже, в разделе 7.
3. Разборка механизма
1. Удалить лакокрасочную контровку с винтов и гаек механиз
ма, как изложено в разделе 2 (гл. II).
2. Расштифтовать тягу 33 (фиг. 47) вилки переходной оси.
Для этого пинцетом разогнуть конец штифта 32 и вынуть его из
вилки.
3. Отвернуть колодочку, крепящую трубопровод 36 к основанию
механизма 28.
4. Отвернуть три винта нижнего основания 17 и снять его со
стоек основания механизма вместе с манометрической коробкой 24,
трубопроводом 36, штуцером 14, капиллярами 37 и пружиной 16.
5. Отвернуть гайку 18, снять разрезную пружинную и плоскую
шайбы с нижнего центра манометрической коробки 24 и отделить
коробку от пружины 16.
С). Смять с основания механизма ось 19 с эксцентриком 20 и пружиной 21.
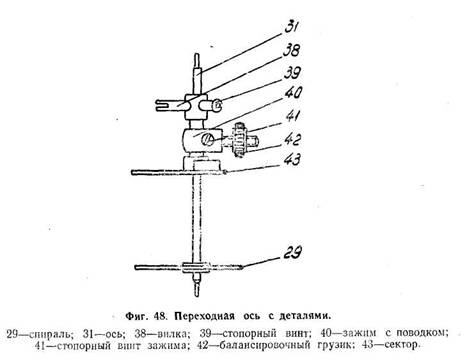
 7. Расштифтовать спираль 29; переходную ось 31 (фиг. 47 и 48) с деталями снять с основания механизма 28.
7. Расштифтовать спираль 29; переходную ось 31 (фиг. 47 и 48) с деталями снять с основания механизма 28.
4. Ремонт узлов и деталей механизма
Ремонт корпуса прибора с д е т а л я м и
Корпус прибора может иметь дефекты: забоины зубьев шестерни 8 (см. фиг. 46), деформацию оси установочного винта 10, трещины на корпусе, сорванную резьбу корпуса под резьбовое кольцо 1.
Устранение дефектов
С помощью пуансона выбить штифт шестерни 8. Вынуть установочный винт 10 с головкой из втулки 9. Шестерню с забоинами на зубьях заменить исправной. Выпрямить согнутый установочный вннт, конец его подогнать по квадратному отверстию в шестерне 8. Вставить установочный винт во втулку 9, насадить на него шестерню и прочно укрепить штифтом. При замене повой оси или шестерни просверлить отверстие под штифт 0 1,Ь мм одновременно в сен и шестерне.
При наличии трещины в корпусе прибора или неисправности резьбы пел кольцо корпус прибора заменить исправны:»].
Проверка и ремонт у зл а м а н о м е т р и ч е с к о и к с р о б к и
1. Снять резиновую трубку 23 (см. фиг. 47) с трубопровода 36
н отделить манометрическую коробку 24 от штуцера 14 с капил
лярами 37,
2. Манометрическую коробку проверить на герметичность в
растзере хромпика при давлении, равно1: 60 мм код. ст. Отме
тить места негерметнчпостн. Манометрическую коробку очисшть
и высушить. Места негерметичности запаять припоем ПОС 61.
3. Прсгеоить ход манометрической коробки. Хол манометриче
ской керобкн вариометров В \P-3C-3 и СЛР-75 по?! изменении
давления в полости коробки от 0 до 60 мм вод. ст. должен нахо
диться в пределах от 0,65 до 0,8 мм. Ход манометрической корсб-
кп при изменении разрежения от 0 до 60 мм вод. ст. должен
находиться в пределах от 0,65 до 0,8 мм. Неравномерность ходя
П'зи плавном изменении давления и разрежения не должна превы
шать 0,5 мм.
4. Поверхность прорези серьги центра манометрической короб
ки отполировать окисью хрома с помощью деревянной пластинки,
изготовленной из кизиловой или грушевой древесины. Серьга цен
тра не должна быть согнута и перекошена. Все операции по раз
борке, сборке и ремонту выполнять осторожно, чтобы не повре
дить манометрическую коробку.
Деформированную коробку заменить исправной, предварительно её проверив на величину хода и герметичность.










Р е м о н т ш т 3' ц е р а с к а п и л л я р а м н
Засоренные кгпи. тляры промыть чистым спиртом-ректификатом. Для этого засосать в резиновую г; ушу спирт-ректификат, конец капилляра вставить в хобот резиновой груши;сжимая резиновую грушу,-прогнать спирт под давлением через капилляр прибора. Одновременно с промывкой капилляров произвести промывку и продувку» трубопровода 36 (см. фиг. 47). После промывки капилляры просушить и продуть воздухом из резиновой груши.
Если капилляр невозможно очистить, заменить его исправным. Для этого разогреть штуцер над пламенем спиртовой лампы и вынуть засоренный капилляр. Очистить отверстие в штуцере и установить на шеллаке исправный капилляр.
Разборка, ремонт и сборка машинки
1. Удалить лакокрасочную контровку с винтов машинки, как указано в разделе 2 (гл. II).
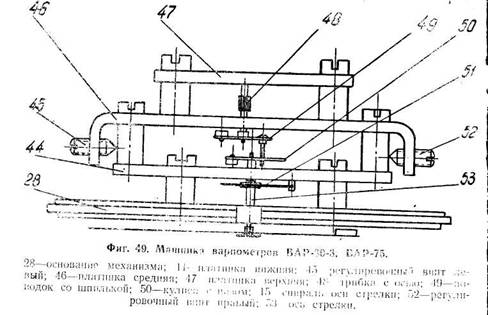
Разобрать машинку для ремонта и чистки узлов и деталей. При разборке машинки отвернуть только один из регулировочных винтов 45 или 52 (фиг. 49). Оба винта отвёртывать не рекомендуется, чтобы при сборке не осложнить установку осей 48 и 53 на том же расстоянии, на котором оси были установлены до разборки.
 |
 |
|
2. Очистить основание механизма 28 и платины •//, 46 и 47, ] как указано в разделе „Чистка узлов и деталей прибора" (гл. II,). Детали с потемневшей поверхностью очистить мыльным раствором.
3. Осмотреть цапфы и подшипники, обнаруженные дефекты
устранить, как указано в разделе 4 (гл. II).
4. Если спираль 51 деформирована, исправить её, как ука
зано в разделе 10 (гл. II).
5. Отполировать шпильку поводка 49 порошком окиси хрома
с помощью небольшого куска замши. j
Если поводок 49 провёртывается вокруг своего фугора, I укрепить его, расклепав с помощью пуансона и часового молотка весом 50 г. Футор поводка должен плотно сидеть и не провёртываться на оси трибки 43. При обнаружении этого дефекта поводок с оси снять, футор обжать часовыми плоскогубцами. При замене неисправного поводка с три'жой исппли-
ным отверстие футора h;>;i необходимости расширить но диаметру оси трибки 43 коническим калтвлром. После ремонта или замены поводок 49 статически отбалансировать. Балансировку производить аналогично балансировке стрелок (см. раздел 12, гл. II).
6. Кулису 50 очистить волосяной часовой щёткой. Паз кулисы отполировать деревянной пластинкой с окисью хрома. Если паз кулисы имеет следы износа, кулису заменить исправной.
Футор новой кулисы расширить коническим кализваром по
диаметру оси-53, после чего статически отбалансировать. Балансировку производить аналогично балансировке стрелок.
7. После чистки и ремонта узлов и деталей собрать машинку. При сборке необходимо выполнить следующие условия:
1. Спираль оси стрелки 51 должна быть установлена так,
чтобы. при подъёме на высоту" она работала на раскручива
ние.
2. Смещение осей 48 и 53 не должно превышать 1,5 мм.
3. Радиальный зазор осей 48 и 53 должен находиться в пре
делах от 0,15 до 0,03 мм, осевая игра—от 0,05 до 0,1 мм.
4. Не смазывать оси, подшипники и подпятники.
Ремонт переходной оси с деталями
Осмотреть и с помощью лупы определить состояние цапф переходной оси. Цапфы, имеющие риски, следы коррозии, отполировать. Способ полировки изложен в разделе 4 (гл. II).
Плоскости паза вилки 38 (см. фиг. 48) отполировать окисью хрома с помощью пластинки, изготовленной из грушевой или кизиловой древесины. Полировку производить, не отделяя вилки от оси 31. После полировки цапф оси и паза вилки, узел переходной оси промыть в бензине и очистить волосяной щёткой.
Деформированную спираль 29 исправить, как указано в разделе 10 (гл. II) или заменить исправной. Спираль 29 установить так, чтобы она работала на раскручивание (при „подъёме на высоту"). .Колодочка спирали 29 должна быть прочно посажена на ось 31. Расстояние от основания механизма до плоскости витков спирали должно находиться в пределах от 2 до 2,3 мм.
Ремонт тяг и штифтов
При наличии зазоров, превышающих допуски ТУ на узлы и детали (см. раздел 7), тягу заменить исправной или изготовить утолщённые штифты. Рабочую часть штифтов и тяги тщательно отполировать окисью хрома или пастой ГОИ.
Изогнутую тягу выправить.
5. Сборка механизма
1. Установить на деревянную подставку основание механиз
ма с машинкой. Установить на основание механизма 25(фиг.47)
переходную ось с деталями 31.
2. Установить на основание механизма 28 ось 19 с пружи
ной 21.
3. Укрепить манометрическую коробку 24 к пружине 16.
4. Соединить трубопровод 36 резиновой трубкой 23 с трубо
проводом манометрической коробки; концы резиновой трубки
покрыть нитроэмалью.

![]() \
\
5. Установить нижнее основание 17 с манометрической VKopof)-
кой на стойки основания механизма так, чтобы верхнее концы
осей 19 и 31 совместились с отверстиями в нижнем основании 17.
6. Укрепить тремя винтами нижнее основание к стопцам осно
вания механизма. Ввернуть опорный винт с камнем 34 \\ законт
рить гайкой 35 так, чтобы осевая игра переходной оси находилась
в пределах 0,05—0,1 мм.
7. Укрепить трубопровод 36 колодочкой к основанию' мехл-
низма.
8. Вращением переходной оси 31 проверить плавность зацепле - J
ния сектора с трибкой 48. Регулировать зацепление поворотом \
эксцентричной втулки подшипника.
9. Заштифтовать внешний конец спирали 29 в стойке основа
ния механизма. Когда зубья средней части сектора находится в за
цеплении с трибкой, спираль 29 должна быть натянута в сторо ну раскручивания на угол 300—360°, а спираль оси стрелки 51—
на угол 180°.
10. Соединить тягу 33 штифтом 31 с вилкой переходной оси. Собранный механизм должен соответствовать ТУ на узлы и детали механизма.
6. Балансировка механизма
После сборки механизм вариометра отбалансировать до устойчивого показания при отклонении его на 90° в любую сторону от нормального положения. Балансировать в следующем порядке:
1. Укрепить на основании механизма шкалу. Установить меха
низм прибора на деревянную подставку в нормальном положении
и установить стрелку претив нулевой отметки шкалы.
2. Повернуть механизм прибора на 90° влево, а затем на 90° вправо от нормального положения и проверить отклонение стрел
ки. Если стрелка отклоняется более, чем на 0,5 м/сек, отбаланси
ровать механизм перемещением балансировочного грузика 42
(фиг. 48) вдоль поводка и поворотом зажима 40 вокруг оси 31,
После окончания балансировки зажим 40 законтрить стопорным винтом 41. Балансировочный грузик 42 законтрить нитроэмалью.
7. Технические условия на узлы и детали механизма
1. Трубопровод не должен быть засорен; воздух должен прохо
дить свободно.
2. На поверхности манометрической коробки не должно быть
царапин, вмятин, складок и трещин.
3. Ход манометрической коробки вариометров ВАР-30-3 и
ВАР-75 при изменении давления в полости коробки от 0 до
60 мм вод. ст. должен находиться в пределах от 0,65 до 0,8 мм;
при изменении разрежения в полости коробки от 0 до 60 мм вод. ст.
должен находиться в пределах от 0,65 до 0,8 мм. Неравномер
ность хода манометрической коробки при плавном изменении
давления и разрежения не должна превышать 0,05 мм.
4. При подаче давления в манометрическую коробку она не
должна давать «хлопков» и радиальных складок.
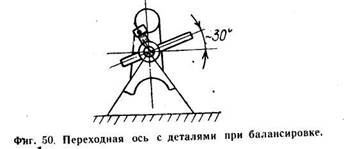
5. Переходная ось должна быть статически отбалансирован:!
в двух положениях: первое положение оси — сектором вниз, как
показано на фиг. 50, второе положение — сектором вверх. Баланси
ровку производить без спирали. Длина хвостовой части вилки пере-
„ходной оси при балансировке должна быть равна 3—4 мм.
6. Сектор не должен провёртываться относительно своей оси.
. Вилка должна быть расположена относительно оси, как показано
: на фиг. 50.
7. Кулиса должна быть статически отбалансирована в горизон-
| тальном положении путём опиловки противовеса. i 8. Поверхность паза кулисы должна быть тщательно отполиро-' вана; при осмотре лупой с пятикратным увеличением не должны
быть заметны следы износа. Кулиса не должна провёртываться
|
относительно своего футора.
9. Поводок со шпилькой должен быть статически отбалансирован путём опиловки противовеса. Балансировка опиловкой поводка или шпильки не допускается.
10. Шпилька поводка доджна быть тщательно отполирована
к укреплена перпендикулярно плоскости поводка.•
11. Полированные рабочие поверхности камней-подшипников
и подпятников не должны иметь следов каких-либо повреждений,
видимых при осмотре лупой с пятикратным увеличением.
12. Рабочие поверхности осей должны быть отполированы и не
должны иметь следов износа, видимых при осмотре лупой с пяти
кратным увеличением.
13. Полированные зубья трибки не должны иметь следов кор
розии и механического износа, видимых при наблюдении подлупой-
с пятикратным увеличением.
14. Спираль оси стрелки (при «подъёме на высоту») должна ра
ботать на раскручивание. Спираль должна быть предварительно
натянута в сторону раскручивания на угол 180°. Спираль должна
крепиться коническим штифтом надёжно и прочно.
15. Спираль переходной оси при «подъёме на высоту» должна
работать па раскручивание. Спираль должна быть предварительно
натянута в сторону раскручивания на угол 200—360°.
16. 
 Радиальный зазор оси трибки и оси стрелки должен нахо
Радиальный зазор оси трибки и оси стрелки должен нахо
диться в пределах от 0,015 до 0,03 мм. Осевая игра трибки и оси
стрелки должна находиться в пределах от 0,05 до 0,1 мм.
17. Рабочая часть тяги должна быть отполирована. Небольшой
перекос тяги допускается при условии отсутствия затирания и за
клинивания её на всём диапазоне работы механизма. Подгибание
тяги во'время сборки не допускается.
18. Игра тяги вдоль штифтов не должна превышать 0,2 мм.
Суммарный радиальный зазор тяги не должен превышать 0,02 мм.
Штифты тяги должны быть запилены на конус и хорошо отполиро
ваны. Плотность штифтовки тяги проверять при вращении её на
штифтах под действием собственного веса. Тонкие концы штифтов
должны быть загнуты без деформации рабочей части.
19. Резиновая трубка не должна иметь трещин, она должна сое
динять концы трубопровода без скручивания и резких перегибов.
20. Трубопровод должен быть прочно укреплён к основанию
механизма специальной колодочкой.
21. Упор должен быть неподвижно укреплён к стойке основания.
Платина упора должна быть расположена параллельно жёсткому
центру манометрической коробки.
22. При подаче в манометрическую коробку давления платина
упора должна касаться центра всей своей плоскостью, а при раз
режении должна касаться обоих концов шпильки, установленной
в стойке жёсткого центра манометрической коробки.
23. Собранный механизм должен быть отбалансирован до устой
чивого показания прибора при наклоне его в любую сторону на
90° от нормального рабочего положения.
24. Корпус прибора не должен иметь трещин и забоин. Резьба
под резьбовое кольцо должна быть исправна.
25. Все винты и гайки после сборки и регулировки механизма
должны быть законтрены нитроэмалью.
8. Регулировка механизма
Перед регулировкой механизма прибора проверить положение регулируемых деталей механизма, которое должно отвечать следующим условиям:
1. Плечо вилки 38 (фиг. 48) должно равняться 3—3,5 мм.
2. Поводок 49 и кулиса 50 (фиг 48) должны быть расположе
ны параллельно друг другу.
3. Трибка 48 должна входить г, зацепление с зубьями средней
части сектора. При этом спираль оси стрелки должна быть рас
кручена па угол 180°, а спираль переходном оси — на угол
200—360°.
4. При расположении поводка 49 параллельно кулисе 50 стрел
ка должна быть установлена против пулевой отметки шкалы.
Регулировку механизма на симметричность показаний производить в следующем порядке:
1. На капилляры штуцера одеть заглушённые резиновые трубочки или колпачки так, чтобы через капилляры не проходил из
штуцера воздух. Механизм установить на деревянную подставку и штунор механизма через тройник соединить с водяным двухколенным манометром с миллиметровой шкалой.
2. Открыть кран и создать в полости манометрической коробки
такое давление, при котором стрелка механизма повернётся
в сторону «спуск» на 180°. Кран от источника давления закрыть
и записать величину давления по водяному манометру.
3. Давление стравить; штуцер прибора присоединить к крану
вакуума. В манометрической коробке создать такое разрежение,
при котором стрелка механизма повернётся в сторону «подъём»
на 180°. Вакуумный кран закрыть и записать величину вакуума
по водяному манометру.
Примеры:
а) при давлении манометр показал 50 мм вод. ст., а при ваку
уме — 70 мм вод. ст. Для устранения такого дефекта шестерню
оси эксцентрика повернуть против часовой стрелки (если смо
треть со стороны шкалы механизма);
б) при давлении манометр показал 65 мм вод. ст., а при ваку
уме— 55 мм вод. ст. Для устранения дефекта шестерню эксцентри
ка 22 повернуть по ходу часовой стрелки (если смотреть со стчфо-
ны шкалы механизма).
Стрелка механизма вариометров ВАР-30-3 и ВАР-75 должна повернуться на угол 180° в сторону «спуска» и на угол 18Ю° в сторону «подъёма» при одном и том же показании водяного манометра (допуск на несимметричность 2 мм вод. ст.).
4. Механизм установить в корпус прибора, проверить корпус
на герметичность и произвести проверку и регулировку показаний
в соответствии с табл. 13.
Способы регулиров | ки вариометров BAP-I | Таблица 13 Ю-3 и ВАР-75 | |
№ п. п. | 1 Показания прибора при регулировке | Причины ! неисправности | Способы регулировки |
1 | 2 | 3 | 4 |
1 2 | При „подъёме" с вертикальной скоростью 75 м\сек вариометр' даёт поправку Гознаком „ + •, а при „спуске" со знаком „ —" При. подъёме" с вертикальной скоростью 75 м\сек вариометр даёт поправку со знаком „—", а при „спуске" со знаком , + " i | Поводок 49 расположен непараллельно кулисе 50 (см. фиг. 19) Поводок ^расположен непараллельно кулисе 50 | Шестерню оси эксцентрика 22 повернуть на некоторый угол против часотй стрелки. Стрелку пересадить на оси, установив её против нулевой отметки шкалы; и повторить проверку Шестерню оси эксцентрика 22 повернуть на некоторый угол по чй-совой стрелке. Стрелку пересадить на оси. установив её против нулевой отметки шкалы, и повторять проверку |
| Продолжение | ||
1 | 2 | 4 | |
3 4 5 6 | Вариометр по всему диапазону шкалы при „подькмг" и „спуске* имеет поправку со знаком „ + " Вириометр по всему диапазону шкалы при „прдъёме" и „спуске" имеет поправку со знаком „—" Вариометр при„подъё-ме" в первой четверти шкалы имеет возрастающую поправку со знаком „ + .*, во второй убывающую поправку с тем же знаком Вариометр при„подъёме" и „спуске" в первой четверти шкалы имеет возрастающую поправку со знаком „—", а во второй—убывающую поправку с тем же знаком | а) велико плечо вилки 38 (фиг. 48); б) короток капил ляр или капилляр имеет большой внутренний диаметр; в) негерметичен корпус прибора а) мало плечо вилки 38; б) засорился один из капилляров; в) установленный капилляр имеет слишком малый внутренний диаметр или велик по длине Велико смещение осей 46' и 55(фиг4!)) Мало смещение осей 48 и 53 | а) ослабить стопорный винт 39, укоротить плечо вилки 38 и вилку укрепить стопорным винтом 39; С) заменить капилляр более длинным или капилляром с меньшим диаметром; в) устранить негерметичность корпуса прибора а) ослабить стопорный винт 39, удлинить плечо вилки 38 и снова завернуть стопорный винт ей*; б) очистить капилляры; в) укоротить капилляр Уменьшить смещение осей 48 и 53. Для этого ослабить винты средней платины 46. На несколько градусов отвернуть левый регулировочный винт 45 и на столько же завернуть правый регулировочный винт 52. Повторить проверку Увеличить смещение осей 48 и 53. Для этого ослабить винты средней платины 46. Регулировочный винт 52 отвернуть на несколько градусов, а регулировочный пинт 45 завернуть на столько же. Завернуть до отказа винты средней платины 46. Повторить проверку |


2. Аналогично проверить работу механизма при разрежении (при вращении стрелки в сторону «подъём»).
Ограничение хода манометрической коробки при разрежении регулировать шпилькой, вставленной в отверстие стойки центра манометрической коробки. После регулировки положения упора снять резиновые колпачки с капилляров. Штупср отсоединить от резиновой груши, снять стрелку с оси, отвернуть шкалу от основания механизма и механизм установить в корпус прибора.
9. Сборка прибора
1. Перед установкой механизма в корпус прибора все винты
и гайки аккуратно законтрить нитроэмалью.
2. На штуцер 14 (см. фиг. 46) надеть резиновую прокладку 13.
Механизм прибора осторожно опустить в корпус так, чтобы шту
цер свободно проходил через отверстие на дне корпуса.
3. Установить распорное кольцо 4 так, чтобы оно плотно
лежало по всей окружности кольцевою паза.
4. На штуцер навернуть ганку //, убедившись в том, что лови
тели вошли в свои отверстия, гайку // подтянуть до отказа и на
штуцер навернуть вторую гайку 12.
5. Установить шкалу 4, насадить стрелку против нулевой отмет
ки шкалы, вложить резиновую прокладку 3, стекло 5, шайбу 2
и специальным ключом ввернуть резьбовое кольцо /.
Внешний вид отремонтированного прибора должен удовлетворять техническим условиям на отремонтированные приборы (при-лож. 3).
Отремонтированный прибор проверить* на соответствие его ТУ, руководствуясь методикой, изложенной в главе X, раздел 6.
Р е г у л и р о в к а п о л о ж еп и я упора
1. Штуцер механизма соединить г резиновой грушей. Плавно нажимая на. резиновую грушу, следить за ходом стрелки в сторону «спуск». Если стрелка остановится ранее предела, указанного в-разделе 6 (гл. X), упор следует поднял, кверху и повторить проверку.
