
Міністерство освіти і науки України
Національний технічний університет України
“Київський політехнічний інститут”
Кафедра виробництва приладів
ТЕХНОЛОГІЯ ПРИЛАДОБУДУВАННЯ
Методичні вказівки
до виконання лабораторної роботи
№ 4
ВИЗНАЧЕННЯ ПОХИБКИ ЗАКРІПЛЕННЯ ЗАГОТОВКИ В ТРЬОХКУЛАЧКОВОМУ ПАТРОНІ
Київ 2011
ВИЗНАЧЕННЯ ПОХИБКИ ЗАКРІПЛЕННЯ ЗАГОТОВКИ В ТРЬОХКУЛАЧКОВОМУ ПАТРОНІ
Мета роботи: ознайомитися з видами похибок закріплення заготовки в трьохкулачковому патроні і вплив їх на точність виготовлення деталей; провести дослідження похибок закріплення в залежності від зусилля, які прикладені при закріпленні заготовки.
1. Теоретичні положення
В роботі розглядаються види похибок закріплення заготовки в трьохкулачковому патроні. При закріпленні заготовки в трьохкулачковому патроні виникнення вісьової похибки є наслідком пружної деформації в результаті зміщення передньої стінки патрона.
Так, при повороті спірального диска 1 патрона (Рис. 1) зусилля Р намагається перемістити кулачок 3 до центру і закріпити заготовку 4. З боку заготовки на кулачок діє сила реакції Р' і, таким чином, при закріпленні заготовки на кулачок патрона діє момент, що намагається повернути кулачок в напрямку стрілки М.
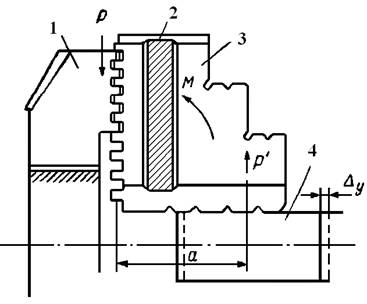
Рис. 1 Загальний вид установки заготовки в трьохкулачковому патроні для визначення похибки закріплення
Цьому повороту перешкоджають направляючі 2 корпуса патрона, проте перекидний момент достатньо великий для того, щоб деформувати направляючі разом з всією передньою стінкою корпуса патрона.
Так як зусилля, які прикладені при закріпленні заготовки, непостійні, отже, і ця похибка носить випадковий характер то задачою роботи є визначення середнього значення цієї похибки.
2. Обладнання, інструменти і матеріали
1. Робоче креслення деталі.
2. Зразки деталей.
3. Токарний верстат.
4. Трьохкулачковий патрон.
5. Вимірювальний інструмент: індикаторна головка (ціна поділу 0,01 мм) зі стійкою.
6. Довідники, посібники.
3. Порядок виконання роботи.
1. Встановити оброблювану заготовку в трьохкулачковий патрон і, не закріплюючи її щільно, притиснути буртиком до торцевих поверхонь кулачків.
2. У цьому положенні підвести супорт з закріпленим у державці резцетримача індикатором (ц/п = 0,01 мм), вимірювальний наконечник якого повинний торкатися торця заготовки що закріплюється по лінії центрів, із натягом 1-2 мм; після чого закріпити супорт і встановити стрілку індикатора на нуль.
4. Багаторазово закріплюючи заготовку (25-30 разів), при кожній її повторній установці записувати показання індикатора, що фіксує дійсний розмір похибки.
5. Опрацювати - результати вимірів методом побудови графіка осьових зсувів заготовки в залежності від способу установки.
6. Співставивши отримані дані з рекомендованими розмірами (табл. 1) і скласти звіт із висновком.
Таблиця 1
Похибки осьової установки при закріплені заготовок у трьокулачковому патроні
Затискний розмір, мм | Інтервал переміщень, мм | Середнє квадратичне відхилення, σ мм | Середнє значення σ для групи розмірів, мм | Середнє значення похибки вісьової установки, мм |
5 | 0,055 | 0,012 | 0,007-0,0165 | 0,04-0,07 |
15 | 0,065 | 0,0147 | ||
60 | 0,065 | 0,014 | 0,05-0,1 |
4. Зміст звіту
1.Назва роботи
2. Данні про вимірювальні засоби; а) назва; б) ціна подилки;
3. Ескіз схеми установки заготовки з простановкою розмірів;
4.Ескізи допоміжних пристроїв (патрона, державки тощо);
5. Данні про заміри згідно форми (табл. 2.)
6. Побудова і анализ графіка вісьових зміщень.
Таблица 2
Результати дослідження вісьових зміщень
Показання індикатора, мм | Число показань індикатора | Частота принята до побудови, % |
0 … … | ||
N | 100 |
Контрольні питання
1. Методи вимірювання вісьових зміщень?
2. Як залежить величина вісьового зміщення від зусилля затиску?
3. Як експериментально визначити середню похибку вісьового зміщення заготовки?
