
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Магистрант2 года
Научные руководители – д-р хим. наук, проф. , заслуженный деятель науки РФ, д-р хим. наук, проф.
ТЕХНОЛОГИЧЕСКИЕ ПАРАМЕТРЫ ПЕРЕРАБОТКИ ПВХ
Поливинилхлорид применяется с 1927 года. Помимо использования первичных полимеров в развитых странах (Японии, Германии, США и др.) на сегодня широко распространена практика применения повторной переработки различных типов полимеров, в том числе и поливинилхлорида.
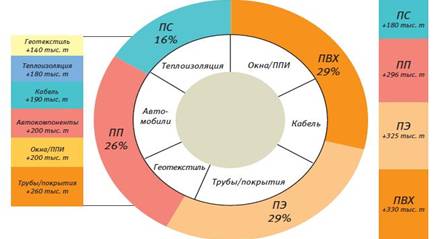
Рис.1 Прогноз прироста потребления полимеров в РФ по основным секторам на 2015г. (источник – «Маркет Репорт»)
Как показал опыт многих передовых стран, наиболее перспективным путем решения проблем ТБО является рециклинг, внедрение малоотходных технологий и ресурсосбережения за счет использования отходов и продуктов их переработки в промышленное производство[3].
В Европе все больше ПВХ-изделий подвергается рециклингу, который особенно выгоден, если продукты используются в долговременных целях, что как раз подходит для строительной отрасли. По данным независимого норвежского статистического агентства «Det Norske Veritas», подтверждено снижение вредных выбросов в результате производства ПВХ в ЕС, несмотря на рост его производства в целом. Главным аргументом в пользу безопасности поливинилхлорида является то, что в Европе он рекомендован для применения в изготовлении окон для детских и медицинских учреждений.
Проблема вторичного использования полимеров была обозначена в СССР еще в 1963 году. Было показано, что отходы полимеров - являются огромным потенциальным резервом сырья. Что затраты на уничтожение полимерных отходов в 6-8 раз превышают затраты на уничтожение других видов отходов[3].
Утилизация ПВХ требует особого внимания и правильной организации. Ее сложность состоит в том, что ПВХ не разлагается в природе, а при сжигании выделяет опасные для экологии вещества, по этим причинам захоронение и сжигание ПВХ являются не эффективными, но и вредными.
На сегодня в крупных городах России появились компании, занимающиеся не только сбором и утилизацией отходов, а также и их переработкой. Так как ПВХ может использоваться для вторичной переработки, то по этой причине утилизация ПВХ предусматривает сбор пришедших в негодность изделий из поливинилхлорида, их складирование и затем вывоз к месту переработки. Такой подход к утилизации ПВХ следует считать наиболее правильным и направленным на сохранение экологии.
В процессе переработки полимеры подвергаются воздействию высоких температур, сдвиговых напряжений и окислению, что приводит к изменению структуры материала, его технологических и эксплуатационных свойств. На изменение структуры материала решающее влияние оказывают термические и термоокислительные процессы.
Наряду с учетом влияния условий эксплуатации и кратности переработки вторичных полимерных материалов, необходимо оценивать рациональное соотношение отходов и свежего сырья в композиции, предназначенной к переработке.
При экструзии изделий из смешанного сырья существует опасность брака из-за разной вязкости расплавов, поэтому предлагается экструдировать первичный и вторичный ПВХ на разных машинах, однако порошкообразный ПВХ практически всегда можно смешивать с вторичным полимером.
Важной характеристикой, определяющей принципиальную возможность вторичной переработки ПВХ отходов (допустимое время переработки, срок службы вторичного материала или изделия), а также необходимость дополнительного усиления стабилизирующей группы, является время термостабильности.
Основными методами переработки отходов ПВХ являются: литье под давлением; экструзия;каландрование и прессование.
Проблема регенерации отходов ПВХ-пластиков в настоящее время интенсивно разрабатывается, однако имеется немало трудностей, связанных, прежде всего с наличием наполнителя. Некоторые разработчики пошли по пути выделения полимера из композита с последующим его использованием. Однако зачастую эти технологические варианты неэкономичны, трудоемки и пригодны для узкого ассортимента материалов.
Известные способы прямого термоформования требуют высоких дополнительных затрат (подготовительные операции, добавка первичного полимера, пластификаторов, использование специального оборудования) или не позволяют перерабатывать высоконаполненные отходы (ПВХ-пластики).![]()

Технологические параметры получения вторичного ПВХ зависят от многих свойств первичного материала, находящегося в эксплуатации, как под действием механических воздействий, так и при воздействии различных агрессивных сред. Такие материалы к тому же имеют другую, отличную от первичного ПВХ структуру. Зависимости структуры от механических свойств полимеров описаны в работах многих известных ученых, в том числе Е [2].
ПВХ может подвергаться переработке до 5 раз. Данный показатель характеризует данный полимер не только как экологичный, но и как рациональный материал использования природных ресурсов.
В чистом виде ПВХ не перерабатывается, в силу низкой устойчивостик действию высоких температур и высокой вязкости расплавов, для стабилизации
и модификации егосвойств на производстве используются различные добавки.
На данный момент в России в качестве добавок в ПВХ материалахприменяется преимущественно продукция зарубежных фирм, предлагаемая на российском рынке по высоким ценам. Использование импортных добавок повышает себестоимость продукции и тем самым снижает экономическую эффективность применения таких ПВХ материалов встроительстве.
Поэтому сегодня актуальными являютсяисследования по разработке новых высокоэффективных модификаторов ПВХ
на основе отечественного сырья, предназначенных для направленного регулированиятехнологических и физико-механических свойств ПВХ.
Нами была разработана рецептура изготовления листового материала на основе вторичного поливинилхлорида.
В результате проведения исследования была подобрана рецептура опытного ПВХ – материала.
Табл.1Рецептура опытного ПВХ-материала
Содержание | % | |
отходы | 80 | |
в т. ч. | пластифицированные собственные отходы | 42 |
непластифицированные отходы других предприятий (бутылки, пленка, обрезки и др.) | 38 | |
композиция из первичного сырья и добавок | 20 | |
в т. ч. | смола ПВХ | 18,2 |
стеарат кальция | 0,2 | |
тринатрийфосфат | 0,7 | |
белила сухие титановые | 0,6 | |
пигментные красители | 0,3 | |
Технологический процесс производства листового ПВХ с использованием отходов включает следующие технологические операции: сортировка и подготовка отходов ПВХ; подогрев отходов; приготовление композиции; вальцевание; прессование; резка; сортировка и складирование готовой продукции.
Получаемый материал непрозрачный, однослойный или многослойный, различной окраски (в зависимости от добавленного пигмента), соответствует ТУ 205 РСФСР 908-84, отвечает установленным требованиям по водонепроницаемости, водопоглощению, теплостойкости и механической прочности.
В качестве вторичного сырья применяются практически любые отходы ПВХ, поскольку при глубоком старении ПВХ изменению подвергаются лишь тонкие поверхностные слои, а основная масса сохраняет свои свойства. При этом полностью сохраняются все эксплуатационные качества изделия из первичного материала. Кроме того, полученные из вторичного сырья изделия отвечают самым жестким экологическим требованиям. Поскольку ПВХ оптимально подходит для рециклирования и повторного использования, возникают идеальные условия для создания замкнутого цикла кругооборота этого вещества, то есть процесс безотходной утилизации и переработки вносит значительный вклад в дело защиты окружающей среды.
Нами были проведены опыты по испытанию образцов из технологических и бытовых отходов поливинилхлорида на разрыв при различной скорости растяжения.
Образцы ПВХ, изготовленный по ГОСТподвергались растягивающей нагрузке. Образец 1 – черного цвета (однослойный), а образец 2 – красного цвета (двухслойный).
В таблице 2 приведены данные после обработки результатов испытаний.
На рис. 2 изображен график влияния скорости деформирования на прочность (а) и модуль упругости (б) в полулогарифмических координатах.
Табл.2Влияние скорости деформирования на физико-механические свойства материала
Скорость перемещения захватов v, мм/мин | № образца | Предел прочности при растяжении sр, МПа | Относительное удлинение (деформация) eр, % | Модуль упругости при растяжении Е, МПа |
0,08 | 1 | 49,57 | 3,90 | 2060 |
2 | 49,70 | 4,60 | 1950 | |
0,40 | 1 | 51,85 | 4,00 | 2110 |
2 | 52,68 | 4,80 | 2010 | |
2,00 | 1 | 52,71 | 4,00 | 2220 |
2 | 54,71 | 5,10 | 1880 | |
20,00 | 1 | 59,35 | 4,20 | 2880 |
2 | 60,03 | 5,30 | 2790 |
а)б)
Рис.2. График влияния скорости деформирования на прочность(а) и модуль упругости (б)
Знаярезультаты экспериментальных исследований, нами были получены параметры (а и n) используемые в формуле Гуля. В табл.3приведены их расчетные значения.
В ходе анализа полученных экспериментальных данных была замечена следующая закономерность, справедливая для всех твердых тел: разрушающее напряжение пропорционально скорости деформирования.
В данной работе проведено исследование введенияв технологические и бытовые отходы поливинилхлорида, композиций из первичного сырья и добавок, что позволило достичь улучшения физико-механических свойств, так и улучшениятехнологических характеристик материала. Таким образом, добавки
данного типа перспективны для использования в качестве модификаторов ПВХ-материалов.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. , Попова и свойства полимерных строительных материалов. М.:МГСУ,2013.- 203с.
2. Гуль и прочность полимеров. М.: Химия, 1978. -328с.
3. , Попова проблемы твердых бытовых отходов: Монография.- М.:МГСУ,2010.-216с.
4. , , Булгаков прочность и пожаробезопасность материалов из вторичного поливинилхлорида. М.: МГСУ, 2006.- 166с.
