
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Глава 7. СМАЗОЧНО-ОХЛАЖДАЮЩИЕ ТЕХНОЛОГИЧЕСКИЕ
СРЕДЫ (СОТС)
Смазочно-охлаждающие технологические среды, подводимые в зону резания для снижения трения, улучшения теплоотвода и удаления стружки, по своему агрегатному состоянию подразделяются на смазочно-охлаждаю-щие жидкости, газообразные охлаждающие среды и твердые смазки.
В силу наилучшего сочетания эксплуатационных свойств наибольшее распространение в обычных условиях получили смазочно-охлаждающие жидкости.
7.1. Смазочно-охлаждающие жидкости (СОЖ)
Большинство операций механической обработки осуществляется с применением смазочно-охлаждающих жидкостей. При резании СОЖ должны оказывать смазочное, охлаждающее и моющее действие.
Под смазочным действием понимают способность СОЖ образовывать на контактных поверхностях инструмента, на стружке и детали прочные поверхностно-активные пленки, предотвращающие соприкосновение передней поверхности инструмента со стружкой и задней поверхности с поверхностью резания.
Поверхностно-активные вещества (стеариновая кислота, натриевое мыло) образуют на поверхностях заготовки и инструмента стойкие пленки. Попадая в микротрещины со стороны свободной поверхности стружки, эти пленки производят расклинивающее действие, охрупчивая обрабатываемый материал и снижая тем самым удельную работу резания.
Пленки на контактных поверхностях инструмента, создаваемые маслами, а также химическими соединениями на основе серы и хлора, способны выдерживать высокие контактные давления и не разрушаться при достаточно высоких температурах. Благодаря этим пленкам в зоне контакта имеет место гидродинамическое трение, что также приводит к снижению тепловыделения на площадках контакта.
Охлаждающее действие СОЖ заключается в том, что, обладая большей теплопроводностью и теплостойкостью, чем деталь, инструмент и стружка, СОЖ позволяет перераспределить тепловые потоки в зоне резания, уменьшить температуру резания. Теплообмен происходит тем интенсивнее, чем холоднее СОЖ и выше скорость ее относительного движения.
Под моющим действием СОЖ понимают способность жидкостей удалять продукты изнашивания с поверхности резания и контактных поверхностей инструмента. Моющее действие проявляется в уменьшении абразивного износа инструмента и снижении высоты микронеровностей на чистовых операциях.
Помимо рассмотренных действий, определенные вещества, входящие в состав СОЖ, способны образовывать с инструментальным материалом соединения на контактных поверхностях, играющие роль защитных покрытий и снижающие интенсивность адгезии и диффузии. Тем самым уменьшается износ режущего инструмента как результат контактных взаимодействий.
Способность в той или иной степени выполнять указанные функции зависит от состава СОЖ. Кроме того, к СОЖ предъявляется целый ряд технических и гигиенических требований, без выполнения которых СОЖ не может быть рекомендована к применению. Прежде всего, СОЖ не должна содержать веществ, оказывающих вредное действие на организм человека, не должна иметь неприятного запаха и образовывать тумана.
СОЖ не должна вызывать коррозии обрабатываемого материала, деталей станка и инструментов. СОЖ должна быть по возможности более стабильной, т. е. с течением времени и под действием различных загрязнений не подвергаться химическому и бактериологическому разложению. Желательно, чтобы СОЖ была прозрачной. Кроме того, важным требованием является возможность последующей утилизации СОЖ без ущерба для окружающей среды.
Выполнение всех указанных требований обеспечивается введением в СОЖ соответствующих антикоррозионных, бактерицидных, антивспенивающих и других присадок. Поэтому, как правило, состав современных марок СОЖ очень сложен, а выбор оптимальной марки СОЖ для конкретных условий обработки представляет собой не менее трудную задачу, чем выбор инструментального материала.
Все современные СОЖ можно разделить на три группы. К первой группе относятся минеральные масла различной вязкости. Для улучшения смазывающих свойств к ним добавляют до 30% растительных и животных жиров, а также до 1,7% серы, способствующей сохранению смазочных свойств при высоких контактных давлениях и температурах.
Масла в качестве СОЖ применяют при сравнительно невысоких скоростях резания и повышенных требованиях к шероховатости поверхности (протягивание, зубообработка, нарезание резьбы, фасонное точение и т. п.).
Во вторую группу входят масляные эмульсии ("водорастворимые" масла). Они представляют собой сложную систему, состоящую из двух нерастворимых жидкостей – воды и масла. Масло находится в виде отдельных мелких капель, для предотвращения слияния которых в жидкость вводится эмульгатор – поверхностно-активное вещество (растворимое в воде мыло). Мыло в эмульсии играет в основном антикоррозионную роль, а снижение трения на контактных поверхностях обеспечивается за счет пленок, образуемых мылом.
Основным достоинством эмульсий является их высокая охлаждающая способность, поэтому эмульсии применяются на операциях, проводимых с высокими скоростями резания в условиях интенсивного тепловыделения (черновое точение, сверление, фрезерование).
Третью группу СОЖ составляют синтетические жидкости, не имеющие в своем составе масел. Они содержат, как правило, смачивающие средства, некоторые виды мыл, антифрикционные и моющие присадки. Эти виды СОЖ менее склонны к разложению, чем масла и эмульсии, обладают повышенными охлаждающими свойствами. Однако, как правило, синтетические СОЖ более дорогие, а некоторые из них теряют свои свойства при попадании в них масла из гидросистемы станка.
7.2. Способы подвода СОЖ в зону резания
Эффективность влияния СОЖ на процесс резания зависит не только от ее свойств, но и от способа подвода СОЖ к зоне обработки.
Полив свободно падающей струей является старым, универсальным и достаточно надежным способом подачи СОЖ в зону резания (рис. 44, а). При охлаждении свободно падающей струей жидкость следует подводить непрерывной струей, начиная с момента врезания, а струю направлять в то место, где отделяется стружка. Это позволяет отводить наибольшее количество тепла. Скорость падения струи 60-80 м/мин, а расход жидкости зависит от вида обработки.
Достоинствами метода является простота и надежность, а недостатками – сильное разбрызгивание жидкости при высоких скоростях резания; невозможность наблюдения за местом обработки; большой расход жидкости и ее постепенный нагрев.
|
а б в |
Рис. 44. Способы подвода СОЖ в зону резания: а – свободно падающей струей; б – по внутренним каналам инструмента; в – напорно-струйное охлаждение |
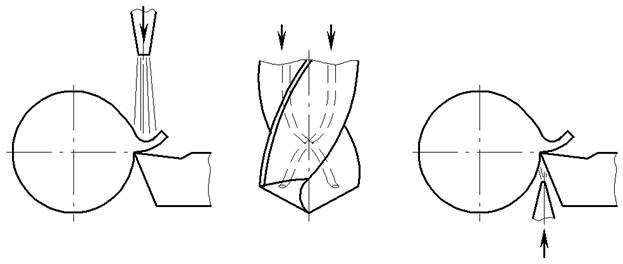
При охлаждении по внутренним каналам инструмента (рис. 44, б) достигается большой эффект по повышению стойкости. Так, при обработке высокопрочных сталей удается увеличить скорость резания на 25-40%. Стойкость сверл с внутренним подводом СОЖ повышается в 3-10 раз по сравнению с обычными.
При таком способе подвода улучшаются условия удаления стружки из отверстия. При использовании подвода СОЖ по внутренним каналам к твердосплавной пластине токарного резца можно использовать замкнутую циркуляционную систему с насосом и холодильником, что значительно уменьшает расход СОЖ. Этот же способ используется и для подвода СОЖ в зону шлифования через поры шлифовального круга за счет центробежных сил от пустотелой оправки, на которой закреплен круг.
При использовании напорно-струйного охлаждения СОЖ направляется под давлением 1,5-2 МПа к режущей кромке резца со стороны его задней поверхности (рис. 44, в). Расстояние от отверстия до режущей кромки должно быть как можно меньше, чтобы уменьшить рассеивание струи. Вследствие давления частицы жидкости интенсивнее проникают в микротрещины и зазоры зоны контакта.
Этот способ охлаждения особенно эффективен для резцов из быстрорежущей стали. Их стойкость возрастает в 3-7 раз по сравнению со стойкостью при охлаждении свободно падающей струей, и в 10-20 раз – при резании без охлаждения. К недостаткам этого метода следует отнести трудность обеспечения точного направления струи в зону резания, сложность защиты от брызг, необходимость оснащения станка специальным насосом.
Охлаждение распыленной жидкостью. При этом способе охлаждения СОЖ с помощью сжатого воздуха распыляется и в виде тумана с большой скоростью (до 300 м/с) подается в зону резания. Расход жидкости очень мал, а стойкость инструмента повышается в 2-4 раза по сравнению с охлаждением свободно падающей струей. Кроме того, не требуется точное направление струи на зону обработки. Распыленная жидкость представляет собой прозрачную смесь мельчайших капелек жидкости с воздухом. Распыленная жидкость оказывает повышенное смазочное и охлаждающее действие.
Механизм действия распыленной СОЖ следующий. На выходе из сопла смесь жидкости и воздуха расширяется, следовательно, температура ее снижается. Распыленные частицы жидкости, попадая на разогретую поверхность металла, легко испаряются, интенсивно поглощая дополнительное тепло. Распыленная жидкость, имея меньшую вязкость, легче проникает в микротрещины. Охлаждающий и смазочный эффект увеличивается. Недостатком этого способа является слишком громкий свист истекающей струи воздуха.
7.3. Газообразные охлаждающие среды и твердые смазки
В качестве газообразных охлаждающих средств используются воздух, кислород, углекислота и азот. Охлаждение может быть контактным (когда газовая струя подводится непосредственно в зону резания) и бесконтактным (когда отвод тепла осуществляется за счет циркуляции сжиженных газов в теле инструмента).
Особенно эффективно охлаждение газовыми средами с минусовыми температурами. Эффект создается не только за счет охлаждения зоны резания, но и за счет охлаждения обрабатываемого металла, что вызывает снижение его пластичности и снижение износа по передней поверхности инструмента.
Эффективность газовых сред заключается не только в интенсивном охлаждении за счет высоких скоростей обдува зоны резания, но и в их способности выносить из зоны обработки мельчайшие частицы продуктов резания, что особенно важно при чистовой обработке хрупких материалов, например, чугуна.
Твердые смазочно-охлаждающие смазки применяются в виде твердых пленок, наносимых на поверхность инструмента или обрабатываемой детали, а также в виде мелких частиц, добавляемых в СОЖ и в газообразные охлаждающие среды для улучшения их смазывающих свойств.
Твердые пленки состоят из дисульфида молибдена, сульфида марганца или графита в сочетании с различными наполнителями и органическими смолами. Пластинчатые кристаллы этих материалов обладают высокой прочностью на сжатие, но малой прочностью на сдвиг, что в условиях резания приводит к их скольжению относительно друг друга с очень малым внутренним трением.
Охлаждающий эффект таких покрытий невелик, но за счет снижения трения можно значительно увеличить стойкость инструмента. Например, использование никельфосфорных твердых покрытий на инструментах из быстрорежущих сталей позволяет на 20% увеличить производительность при обработке жаропрочных сталей.
7.4. Влияние СОТС на стойкость инструмента
В результате применения смазочно-охлаждающих технологических сред уменьшается сила и температура резания, увеличивается стойкость режущего инструмента, повышается точность обработки и улучшается качество обработанной поверхности.
Степень влияния СОЖ на стойкость инструмента, прежде всего, определяется видом СОЖ. Водные эмульсии в большей степени снижают температуру в зоне резания, поэтому с точки зрения повышения стойкости их применение более эффективно.
Однако эффект СОЖ зависит и от вида обрабатываемого материала. При обработке хрупких материалов (чугунов) тепловыделение всегда меньше, чем при обработке пластичных (сталей). Поэтому при резании чугуна применение СОЖ менее эффективно, чем при резании стали. По той же причине охлаждающее действие СОЖ при чистовой обработке с малыми сечениями проявляется слабее, чем при черновых режимах резания.
Твердые сплавы обладают более высокой теплостойкостью, чем быстрорежущие стали, поэтому влияние СОЖ на их стойкость сказывается меньше, чем на стойкость инструментов из быстрорежущих сталей.
Кроме того, следует отметить случаи, когда применение СОЖ является нежелательным. Например, при точении или шлифовании чугуна твердосплавным инструментом применение СОЖ не приводит к существенному увеличению стойкости. В то же время затрудняется уборка мокрой стружки из труднодоступных мест станка, что приводит к появлению коррозии.
А охлаждение зубьев твердосплавной фрезы за время их прохода по воздуху приведет к большему перепаду температур, чем без охлаждения, что вместо повышения стойкости будет способствовать ускоренному трещинообразованию.
Таким образом, выбор СОТС для конкретных условий обработки предполагает решение комплексной задачи, в которую обязательно входят в качестве исходных данных обрабатываемый материал, качество обработки, производительность и стойкость. А выбор СОЖ неотделим от выбора инструментального материала и режимов резания.
