
6. Режим ручного управления
6.1 Устройства обеспечения безопасности и прогрев станка
6.1.1 Устройства обеспечения безопасности
Станок оснащен следующими защитными устройствами для безопасной работы.
Перед началом работы необходимо проверить кнопку аварийного останова и переключатель системы централизованной блокировки дверей.
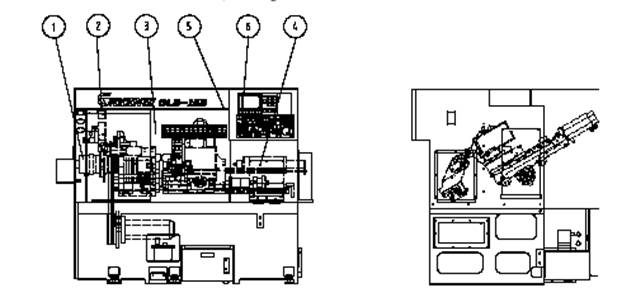
Рис.6.1.1
№ | Устройство | Назначение | Расположение |
1 | Бесконтактный переключатель для зажима заготовки в патроне | Обеспечивает надежное закрепление заготовки в патроне | Задняя сторона цилиндра патрона |
2 | Датчик давления | Контроль давления в гидросистеме | Гидростанция |
3 | Передняя дверца | Предотвращает разбрызгивание стружки и СОЖ | Передняя сторона станка |
4 | Блокировка задней бабки | Подтверждение соответствующего положения | Задняя часть задней бабки |
5 | Переключатель системы централизованной блокировки дверей | Защищает от поражения электротоком | Над передней дверцей |
6 | Лампа аварийной сигнализации системы смазки | Указывает на недостаток смазочного масла | Пульт оператора |
7 | Кнопка аварийного останова | Остановка работы при аварийной ситуации | Пульт управления |
8 | Программный ограничитель хода по осям X и Z | Ограничивает величину хода направляющей | Программное обеспечение устройства ЧПУ |
6.1.2 Прогрев станка
Возобновление работы станка после длительного простоя и т. п. без предварительного прогрева может привести к поломкам и неисправностям.
В связи с этим необходимо ежедневно производить прогрев перед началом работы станка. Это обеспечит длительный срок эксплуатации оборудования.
ИНСТРУКЦИЯ ПО ПРОГРЕВУ СТАНКА
1) Проведение прогрева : не менее 15 мин.
2) Частота вращения двух шпинделей:
(5-мин. прогон на каждом) : 500 об/мин – 1500 об/мин – макс. частота вращения.
3) Перемещение направляющей : макс. величина перемещения по каждой оси.
4) Поворот барабана револьверной головки.
Примечания (1) Во время прогрева станка необходимо проверить распределение смазочного масла. (2) В холодную погоду длительность прогрева станка увеличивается. |
6.2 Переключатели и кнопки на панели управления
Рис. 6.2.1 Пульт управления
Дополнительная панель 1 Дополнительная панель 2
Рис.6.2.2
6.2.1 Кнопки и переключатели (стандартные функции)
1). Кнопка включения питания (POWER ON) | |
| Система ЧПУ включается нажатием кнопки включения питания (POWER ON). |
2). Кнопка выключения питания (POWER OFF) | |
| Система ЧПУ выключается нажатием кнопки выключения питания (POWEROFF) |
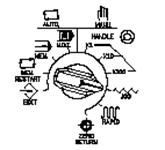
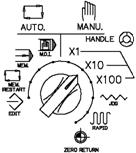
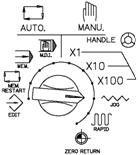
3).Переключатель режима (MODE switch) | |
| Используйте этот переключатель для выбора режима работы. |
[Редактирование] (EDIT) | |
| Данный режим используется для редактирования текста управляющей программы в памяти СЧПУ. |
[ Перезапуск памяти] (MEMORY RESTART) | |
| Режим используется, когда необходим непрерывный цикл выполнения программы в памяти при использовании устройства подачи прутка или другого автоматического устройства загрузки |
[Ручной Ввод Данных] (M.D.I) | |
| Режим используется, когда необходимы операции с РВД (ручным вводом данных). |





(Б). (Ручной режим) | |
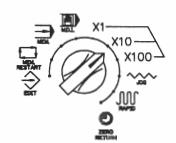
[МАХОВИЧОК] (HANDLE) | |
| Режим используется, когда необходимо управлять движениями суппорта вручную (с помощью импульсного генератора). х1 – шаг перемещения 0,001мм/импульс х10 – шаг перемещения 0,01мм/импульс х100 – шаг перемещения 0,1мм/импульс |
[УСТАНОВОЧНОЕ ПЕРЕМЕЩЕНИЕ] (JOG) | |
| Режим используется для перемещения суппорта и салазок суппорта. Клавиши установочного перемещения (JOG buttons): «+-Х», «+-Z» (по осям Х и Z соответственно). Скорость движения суппорта или салазок суппорта может быть изменена переключателем скорости подачи (FEEDRATE OVERRIDE). |
[УСКОРЕННОЕ ПЕРЕМЕЩЕНИЕ] (RAPID) | |
| Режим используется для быстрого перемещения суппорта или салазок суппорта с помощью клавиш установочного перемещения (JOG buttons): «+-Х», «+-Z» (по осям Х и Z соответственно). Скорость ускоренного перемещения может быть изменена переключателем ручной коррекции (RAPID OVERRIDE). |
[НУЛЕВАЯ ТОЧКА] (ZERO RETUTRN) | |
| Режим используется для вывода суппорта и салазок суппорта в нулевую точку |
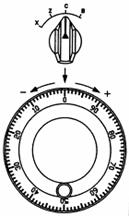
4).МАХОВИЧЕК (ручной импульсный генератор) с переключателем выбора оси HANDLE (Manual pulse generator) | |
| |
Режим ручного ввода данных используется в следующих целях: * обработка сырых кулачков, * обработка заготовки простого профиля. |

(ПРИМЕЧАНИЕ) Меры предосторожности в начале обработки (1) Проверить данные, записанные в буфер памяти устройства ручного ввода данных. (2) Установить переключатель ручной коррекции быстрой подачи в положение LОW (Минимальная). (3) Установить переключатель ручной коррекции рабочей подачи на «0 %». (4) Нажать кнопку запуска (START) и установить переключатель ручной коррекции рабочей подачи в положение, соответствующее выбранной величине. |
<Ниже приводится пример обработки в режиме ручного ввода данных>
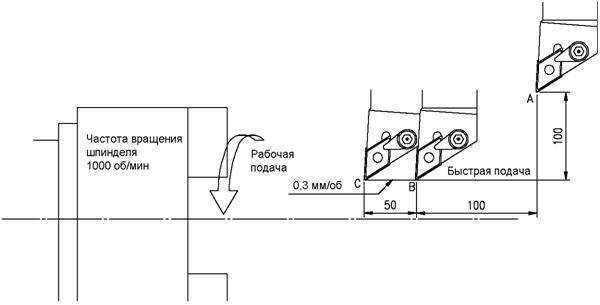
Рис. 6.6.1
*** ДАННЫЕ ***
Скорость вращения шпинделя и номер позиции револьверной головки S1000 M03 T0500 | |
Быстрая подача (A→B) | G00 U-200. W-100. |
Рабочая подача (B→C) | G01 W-50. F0.3 |
1) Команда задания скорости вращения шпинделя и номера позиции револьверной головки (номера инструмента).
(1) | Установить переключатель "MODE" (режим) в положение "MDI" (ручной ввод данных). | |
| ||
(2) | Нажать кнопку "PROGRAM" (программа) | |
| ||
(3) | Ввод данных с помощью клавиатуры и клавиши INPUT (ввод) в следующем порядке. S1000 INPUT M03 INPUT T0500 INPUT | |
| ||
(4) | Нажать кнопку "START" (старт) | |
* Револьверная головка разворачавается в позицию №5.
* Шпиндель начинает вращаться со скоростью 1000 об/мин.
2) Команда быстрого перемещения от А к В.
(1) | Ввод данных с помощью клавиатуры и клавиши INPUT (ввод) в следующем порядке. GOO INPUT U-200. INPUT W-100. INPUT | |
| ||
(2) | Нажать кнопку "START" (старт) |
Сппорт начинает перемещаться от точки к точке В по осям Х и Z.
3) Команда рабочей подачи от В к С.
(1) | Ввод данных с помощью клавиатуры и клавиши INPUT (ввод) в следующем порядке. G01 INPUT W-50. INPUT F0.3 INPUT | |
| ||
(2) | Нажать кнопку "START" (старт) |
* Убедиться в корректности координат уппорта, отображаемых на дисплее.
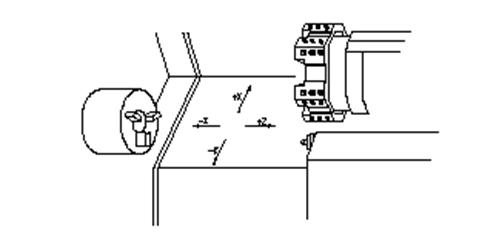
6.8 Как перемещать суппорт и салазки по осям Х и Z
По осям X и Z салазки можно перемещать несколькими способами, описанными ниже.
При перемещении салазок внимательно следите за следующими факторами.
(1) револьверная головка (или инструмент) и патрон не должны мешать друг другу. (2) револьверная головка (или инструмент) и задняя бабка не должны мешать друг другу. (3) Если суппорт и салазки расположены слишком близко к предельной позиции перемещения, переместите их в противоположном направлении.
А. Функции кнопок [JOG]
(1) | Установить переключатель "MODE" режим) в положение "JOG" или "RAPID" ускоренное перемещение). |
|
(2) | Перемещать суппорт с помощью кнопок "JOG" |
|
Суппорт перемещается, когда кнопка [JOG] нажата. | ||
**** Перемещения суппорта ****
1) Перемещение суппорта в режимах [JOG] и [RAPID] заблокировано, если вручную не выполнен выход в нулевую точку.
2) После ручного выполнения выхода суппорта в нулевую точку.
* Скорость в режиме [ JOG ] — Определяется положением переключателя "FEEDRATE OVERRIDE" (изменение скорости подачи) в диапазоне 0-1260 мм/мин.
* Скорость в режиме [ RAPID ] — Определяется положением переключателя "RAPID OVERRIDE" (быстрая подача).
(Low, 25 , 100%)
по оси Х: 20 м/мин. при 100%
по оси Z: 24 м/мин. при 100%
Б. Использование ручного импульсного генератора (HANDLE)
1) | Установить переключатель режимов в положение HANDLE (Ручной импульсный генератор, величина подачи х1, х10, х100) |
|
| [х1] –0,001 мм/импульс [х10] –0,01 мм/ импульс [х100] –0,1 мм/ импульс | |
2) | Выбрать ось (X или Z) с помощью селекторного переключателя. |
|
| ||
3) | Повернуть маховичок в нужном направлении |
|
Режим подачи с помощью ручного импульсного генератора (HANDLE) используется в следующих случаях: * обработка сырых кулачков; * обработка заготовки простого профиля; * прочее. |
| |




6.9 Отвод рабочего органа в нулевое положение в режиме ручного управления
Отвод рабочего органа в нулевое положение в режиме ручного управления должен осуществляться после включения питания УЧПУ. Действия следует выполнять в следующем порядке.
(ПРИМЕЧАНИЕ) Если направляющая расположена вблизи точки нулевого положения, необходимо выполнить одно перемещение направляющей в противоположном направлении (-X, - Z). |
1) | Установить переключатель в положение ZERO RETURN |
|
| ||
2) | Выбрать направление движения |
|
| При одновременном нажатии обеих кнопок +X и +Z перемещение будет производиться по двум осям одновременно | |
3) | После завершения возврата в нулевое положение загорятся зеленые сигнальные лампочки. |
|




6.10 Приведение в действие шпинделя
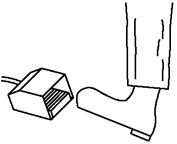
1) | Для закрытия патрона используется ножной педальный переключатель. |
| |
| *Патрон открывается и закрывается путем нажатия на ножной педальный переключатель. *Закрытие патрона сопровождается включением сигнальной лампочки (Патрон закрыт). | ||
| |||
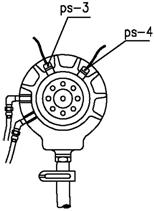
(ПРИМЕЧАНИЕ) Необходимо убедиться, что бесконтактный переключатель блокировочного устройства патрона находится во включенном состоянии. | |||
| См. п. 7.2.6. Подтверждение закрытия патрона: бесконтактный переключатель PS-4 находится в крайнем заднем положении | ||
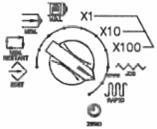
2) | Установить переключатель режимов в положение MANU. (Режим ручного управления). |
| |
| |||
3) | Повернуть переключатель настройки частоты вращения шпинделя против часовой стрелки, чтобы не допустить непредвиденного ускорения вращения шпинделя |
| |
| |||
4) | Частоту вращения шпинделя можно изменить поворотом переключателя настройки частоты вращения шпинделя. |
|






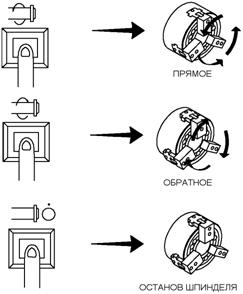
* Использование кнопки работы шпинделя в толчковом режиме при рабочей подаче При нажатии и удерживании этой кнопки шпиндель начинает вращаться против часовой стрелки с низкой частотой вращения. ◊ Частота вращения шпинделя устанавливается PMC-параметром (К12,К13) ◊ Стандартная величина рабочей подачи составляет 193 об/мин |
6.11 Поворот барабана револьверной головки
Перед поворотом барабана револьверной головки необходимо убедиться в отсутствии следующих неисправностей:
*проверка столкновения между револьверной головкой (или инструментом) и патронами (либо левого, либо правого шпинделя);
* проверка вылета режущих инструментов (относительно резцедержателей или барабана револьверной головки).
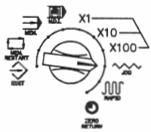
1) | Установить переключатель режимов в положение JOG (Толчковый режим, рабочая подача) |
|
| *Выбрать режим MANU. (Ручное управление). | |
2) | Переместить направляющие по осям X, Y и Z в безопасное положение для поворота барабана револьверной головки с помощью кнопок толчковой |
|
| ||
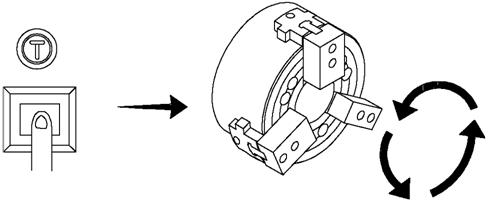
3) | Установить переключатель поворота барабана револьверной головки в нужное положение |
|
| ||
4) | Нажать кнопку поворота. |
|
| ||
* Револьверная головка поворачивается в кратчайшем к указанной цели направлении. | ||



6.12 Отключение питания
Для отключения питания необходимо выполнить следующие действия.
1) | Отодвинуть направляющие по осям X и Z от патронов. | ||
| |||
2) | Убедиться, что работа всех рабочих органов прекратилась |
| |
| *шпиндель; *перемещение направляющих; *поворот барабана револьверной головки. |
| |
Нажать кнопку аварийного останова (EMERGENCY STOP). |
|
| |
|
| ||
3) | Нажать кнопку отключения питания УЧПУ (OFF). |
|
|
|
| ||
4) | Отключить главный рубильник |
|
|
|
| ||
5) | Отключить главный цеховой рубильник подачи питания. |
| |
|
| ||
6) | Питание отключено. |
| |
| |||
(ПРИМЕЧАНИЕ) По окончании работы необходимо протереть станок. |
| ||




6.13 Работа в режиме автоматического управления
Для начала работы в режиме автоматического управления необходимо выполнить следующие действия.
1) | Отвод рабочего органа в нулевое положение в режиме ручного управления по осям X и Z. | ||
| *Подробное описание порядка действий см. в разделе 6.8. *Процедуру производить необязательно, если зажглись зеленые сигнальные лампочки. *Процедуру производить необязательно, если она только что завершена. | ||
2) | Закрыть патрон(ы) нажатием ножного педального переключателя. | ||
| *Подробное описание порядка действий см. в разделе 6.9. *Процедуру производить необязательно, если зажглась лампочка, сигнализирующая о закрытии патрона. | ||
3) | Закрыть переднюю дверцу. | ||

(ПРИМЕЧАНИЕ) Для начала фактической обработки необходимо выполнить дополнительные действия. Для получения более подробной информации по фактической обработке см. раздел 8.4. |
6.13 Функции G-кодов
Система G-кодов (Примечание 7) | Группа | Функция | |||
А | B | C | |||
|
|
| 01 | Позиционирование (в режиме быстрых перемещений) | |
G01 | G01 | G01 | Линейная интерполяция (подача) | ||
G02 | G02 | G02 | Круговая интерполяция (по час. стр.) | ||
G03 | G03 | G03 | Круговая интерполяция (прот. час. стр.) | ||
G04 | G04 | G04 | 00 | Выстой (задержка по времени) | |
G10 | G10 | G10 | Настройка данных |
| |
G20 | G20 | G70 | 06 | Ввод данных в дюймовой системе | |
G21 | G21 | G71 | Ввод данных в метрической системе |
| |
G27 | G27 | G27 | 00 | Проверка возврата в опорную точку | |
G28 | G28 | G28 | Переход в положение возврата в опорную точку | ||
G30 | G30 | G30 | |||
Возврат в опорную точку во 2-й, 3-й, 4-й раз |
| ||||
G32 | G33 | G33 | 01 | Нарезание наружной резьбы |
|
G36 | G36 | G36 | 00 | Автоматическая компенсация на износ инструмента по оси X | |
G37 | G37 | G37 | |||
Автоматическая компенсация на износ инструмента по оси Z |
| ||||
|
|
| 07 | Отмена коррекции на радиус при вершине инструмента | |
G41 | G41 | G41 | Левая коррекция на радиус при вершине инструмента | ||
G42 | G42 | G42 | Правая коррекция на радиус при вершине инструмента | ||
G50 | G92 | G92 | 00 | Настройка системы координат, установка максимальной частоты вращения шпинделя | |
G65 | G65 | G65 | |||
Вызов макрокоманды |
| ||||
G70 | G70 | G72 | 00 | Цикл чистовой обработки | |
G71 | G71 | G73 | Съем припуска при токарной обработке | ||
G72 | G72 | G74 | Съем припуска при подрезке торца | ||
G73 | G73 | G75 | Повтор цикла | ||
G74 | G74 | G76 | Сверление с периодическим выводом сверла по оси Z | ||
Прорезание канавок по оси X | |||||
G75 | G75 | G77 | |||
Цикл нарезания многозаходной резьбы | |||||
G76 | G76 | G78 | |||
G90 | G77 | G20 | 01 | Цикл обработки по наружному/внутреннему диаметру |
|
G92 | G78 | G21 |
| ||
G94 | G79 | G24 |
| ||
Цикл нарезания наружной резьбы |
| ||||
Цикл токарной обработки заднего торца |
|
| |||
G96 | G96 | G96 | 02 | Поддержание постоянной скорости резания |
|
|
|
|
| ||
Отмена режима поддержания постоянной скорости резания |
|
| |||
G98 | G94 | G94 | 05 | Минутная подача |
|
|
|
| Подача на оборот |
| |
|
(Примечание 1) G-коды, помеченные значком “![]() ”, относятся к начальным G-кодам, действующим при включении питания станка. Коды G20 и G21 сохраняются в том же виде, в котором они находились до последнего отключения питания. Коды G00 и G01 могут быть выбраны при настройке параметров.
”, относятся к начальным G-кодам, действующим при включении питания станка. Коды G20 и G21 сохраняются в том же виде, в котором они находились до последнего отключения питания. Коды G00 и G01 могут быть выбраны при настройке параметров.
(Примечание 2) G-коды группы 00 не являются модальными. Они действуют только в пределах указанного кадра.
(Примечание 3) При вводе G-кода, не указанного в таблице, или задании дополнительного G-кода, не предусмотренного в системе команд, на экране появляется предупредительный сигнал № 000.
(Примечание 4) Количество G-кодов, которое может быть указано в одном и том же кадре. При указании более одного G-кода, принадлежащего одной группе, действуют последний указанный G-код.
(Примечание 5) Если в режиме постоянного цикла используется какой-либо G-код группы 01, постоянный цикл автоматически отменяется и вводится функция кода G80. Однако на G-коды группы -1 G-коды постоянного цикла не влияют.
(Примечание 6) На экране отображается G-код из каждой группы.
(Примечание 7) G-коды системы B и C устанавливаются произвольно. G-коды системы B и C устанавливаются параметром № 000: GSPC.
6-14 Команды группы М
M | Функция | M | Функция |
M00 | остановка программы | M24 | отмена снятия фаски |
M01 | дополнительная остановка | М29 | жесткое нарезание резьбы |
M02 | останов выполнения программы | М30 | Конец программы |
M03 | вращение шпинделя вперед | М37 | Тормоз шпинделя |
M04 | реверсивное вращение шпинделя | М38 | Отмена тормоза шпинделя |
M05 | остановка шпинделя | М43 | * Синхронизация шпинделей по ч. с. |
M08 | подача СОЖ | М44 | * Синхронизация шпинделей пр ч. с. |
M09 | отключение подачи СОЖ | М45 | * Отмена синхронизации шпинделей |
M10 | разжим главного патрона | М68 | Выдвижение ловителя деталей |
M11 | зажим главного патрона | М69 | Задвижение ловителя деталей |
M14 | Выдвижение пиноли | М70 | * Выкл. продува шпинделя |
M15 | Задвигание пиноли | М71 | * Вкл. продува шпинделя |
M18 | * отмена позиционирования шпинделя | М72 | * Выдвижение толкателя деталей |
M19 | * позиционирование шпинделя | М73 | * Вращение приводного инструментата по ч. с. |
М20 | Вкл. обдува шпинделя | М74 | * Вращение приводного инструментата пр ч. с. |
М21 | Выкл. обдува шпинделя | М75 | * Выключение вращения приводного инструмента |
M23 | снятие фаски | M98 | Вызов подпрограммы |
M99 | Конец подпрограммы |
*: Опциональная функция.
