

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Государственное управление образования Псковской области
ГБПОУ ПО Псковской области
«Псковский агротехнический колледж»
Открытый урок - урок на производстве
«Все о резьбе. Изображение, обозначение, изготовление и контроль»
Выполнили: преподаватели
,
,
2015
Аннотация
Изготовляемые промышленностью машины, станки, приборы и аппараты состоят из различных определенным образом объединенных и взаимосвязанных деталей, которые соединяются между собой различными способами. Соединение деталей обеспечивает их определенное взаимное положение в процессе работы. Различают разъемные и неразъемные соединения деталей. К разъемным относят соединения, допускающие разборку и повторную сборку соединяемых деталей без разрушения и повреждения. К ним относятся, например, соединения, выполняемые с помощью резьбы.
В настоящей методической разработке на тему: «Все о резьбе. Изображение, обозначение, изготовление и контроль» раскрываются форма, средства и методы обучения, элементы современных педагогических технологий применительно к конкретной теме урока: « Резьба. Основные сведения». Данная тема актуальна, у педагогов накоплен богатый опыт, что и определило цель методической разработки: раскрытие опыта проведения занятий по изучению темы учебной программы, осуществление связи теории с практикой на занятиях.
Методическая разработка - это коллективная работа, направленная на профессионально - педагогическое совершенствование преподавателя.
Методическая разработка - это разработка конкретного учебного занятия, предназначенная для закрепления и углубления полученных студентами знаний о резьбе, формированию представлений о технологии обработки деталей с резьбой и контролю качества изготовления резьбовой поверхности.
Методическая разработка - это пособие, раскрывающее формы, средства, методы обучения, как элемент современных педагогических технологий обучения и воспитания применительно к конкретной теме урока. Привитие любви к технике, аккуратности и точности в работе, умение пользоваться справочными данными, умение пользоваться штангенциркулем и резьбомером.
Содержание
Введение……………………………………………………………............. 4
Раздел 1. Общие сведения о резьбе………………………………………... 5
1.1 Разъемные соединения ………………………………………... 5
1.2 Стандартные резьбы общего назначения.
Классификация резьб ………………………………………… 8
1.3 Изображение резьбы на чертеже ……………………………… 12
1.4 Обозначение резьбы на чертеже
Примеры обозначения резьб………………………………… 15
Раздел 2. Нарезание резьбы на стержне и в отверстии…………………... 18
2.1 Упражнение по нарезанию наружной резьбы
круглыми плашками………………………………………….. 20
2.2 Упражнение по нарезанию резьбы клуппами с раздвижными
плашками ……………………………………………………… 22
2.3 Упражнение по нарезанию внутренней
резьбы метчиками……………………………………………... 22
Раздел 3. Проверка качества изготовления детали с резьбой……………... 24
3.1 Упражнение по измерению и проверке
наружной резьбы ……………………………………………… 24
3.2 Упражнение по измерению и проверке
внутренней резьбы …………………………………………….. 25
Заключение……………………………………………………………………. 26
Список литературы…………………………………………………………….. 27
Введение
Методическая разработка « Все о резьбе. Изображение, обозначение, изготовление и контроль » логично структурированный и подробно описанный ход проведения учебного занятия.
Поставленные педагогом цели, средства их достижения, ожидаемые результаты сопровождаются соответствующими методическими советами.
Методическая разработка представляет собой разработку темы учебной дисциплины и направлена на профессионально-педагогическое совершенствование преподавателя.
Тема разработки была тщательно выбрана, исходя из необходимости углубить и закрепить теоретические знания о резьбе и совместить теоретические знания с их практическим применением, а значит сформировать у студента полное представление о технологии обработки деталей с резьбой.
Раздел 1. Общие сведения о резьбе
Изготовляемые промышленностью машины, станки, приборы и аппараты состоят из различных определенным образом объединенных и взаимосвязанных деталей; которые соединяются между собой различными способами. Соединение деталей обеспечивает их определенное взаимное положение в процессе работы.
Различают разъемные и неразъемные соединения деталей. К разъемным относят соединения, допускающие разборку и повторную сборку соединяемых деталей без разрушения и повреждения. К ним относятся, например, соединения, выполняемые с помощью болта с гайкой.
К неразъемным относят соединения деталей с жесткой механической связью, сохраняющейся в течение всего срока их службы. Разборка таких соединений невозможна без разрушений или повреждений самих деталей или связывающих их элементов. К неразъемным можно отнести, например, соединения деталей сваркой, заклепками, пайкой.
В свою очередь, разъемные соединения делятся на подвижные, допускающие перемещение одной детали относительно другой, и неподвижные, в которых детали не могут перемещаться одна относительно другой. Примером подвижного соединения деталей может быть соединение подвижной гайки с винтом суппорта токарного станка, а неподвижного — соединение деталей при помощи винта.
Выделяют также группы специальных соединений, к которым относятся соединения деталей в передачах у машин, например соединения зубчатых колес. Сюда же относят соединения деталей с помощью пружин, когда после снятия нагрузки детали надо вернуть в исходное положение.
При выполнении на чертежах соединений деталей используют их полные, упрощенные или условные изображения.
1.1 Разъемные соединения
В настоящее время в машиностроении широкое распространение получили разъемные соединения: резьбовые, зубчатые (шлицевые), шпоночные, штифтовые, шплинтовые, клиновые, соединения сочленением.
Большое распространение в современном машиностроении получили разъемные соединения деталей машин, осуществляемые с помощью резьбы. Резьбовое соединение может обеспечивать относительную неподвижность деталей или перемещение одной детали относительно другой. Основным соединяющим элементом в резьбовом соединении является резьба.
Резьбой называется поверхность, образованная при винтовом движении плоского контура по цилиндрической или конической поверхности. При этом образуется винтовой выступ соответствующего профиля, ограниченный винтовыми и цилиндрическими или коническими поверхностями, рисунок 1 а, б
Рисунок 1
Рисунок 2
Резьбы классифицируются по форме поверхности, на которой она нарезана (цилиндрические, конические), по расположению резьбы на поверхности стержня или отверстия (наружные, внутренние), по форме профиля (треугольная, прямоугольная, трапецеидальная, круглая), назначению (крепежные, крепежно-уплотнительные, ходовые, специальные и др.),
направлению винтовой поверхности (левые и правые) и по числу заходов (однозаходные и многозаходные).
Все резьбы делятся на две группы: стандартные и нестандартные.
У стандартных резьб все их параметры определяются стандартами.
Основные параметры резьбы определены ГОСТ 11708—82. Резьбу характеризуют три диаметра: наружный d (D), внутренний d1(D1) и средний d2(D2).
Диаметры наружной резьбы на стержне обозначают d, d1, d2, а внутренней резьбы в отверстии — D, D1 и D2 , рисунок 2
Наружный диаметр резьбы d (D) — диаметр воображаемого цилиндра, описанного вокруг вершин наружной или впадин внутренней резьбы. Этот диаметр для большинства резьб является определяющим и входит в условное обозначение резьбы.
Рисунок 3
Профиль резьбы — контур сечения резьбы плоскостью, проходящей через ее ось, рисунок 1, 2.
Угол профиля резьбы — угол между боковыми сторонами профиля, рисунок 2.
Шаг резьбы Р — расстояние между соседними одноименными боковыми сторонами профиля в направлении параллельной оси резьбы, рисунок 1
Ход резьбы t— расстояние между ближайшими одноименными боковыми сторонами профиля, принадлежащего одной и той же винтовой поверхности, в
направлении, параллельном оси резьбы, рисунок 1. В однозаходной резьбе, рисунок 1, а ход равен шагу, а в многозаходной, рисунок 1,б — произведению шага Р на число заходов n, t = n Р.
На рисунке 3, а — длина резьбы l, длина резьбы с полным профилем l1.
Сбег резьбы — участок неполного профиля в зоне перехода резьбы в главную часть предмета l з.
Недовод резьбы l4 — величина ненарезанной части поверхности между концами сбега и опорной поверхностью детали.
Недорез резьбы l2 включает в себя сбег и недовод резьбы. Чтобы устранить сбег или недорез резьбы, выполняют проточку b, рисунок 3, б. Чтобы облегчить ввинчивание резьбового стержня, на конце резьбы выполняют коническую фаску с под углом 45° , рисунок 3, б.
1.2 Стандартные резьбы общего назначения. Классификация резьб
Резьба метрическая является основной крепежной резьбой. Это резьба однозаходная, преимущественно правая, с крупным или мелким шагом. Профилем метрической резьбы служит равносторонний треугольник. Выступы и впадины резьбы притуплены, рисунок 4, (ГОСТ 9150—81).
Резьба трубная цилиндрическая имеет профиль в виде равнобедренного треугольника с углом при вершине 55°, рисунок 5), вершины и впадины скруглены. Эту резьбу применяют в трубопроводах и трубных соединениях (ГОСТ 6351—81).
Рисунок 4
Рисунок 5
Рисунок 6
 Рисунок 7
Рисунок 7
Резьба трапецеидальная служит для передачи движения и усилий. Профиль трапецеидальной резьбы — равнобокая трапеция с углом между боковыми сторонами 30°, рисунок 6. Для каждого диаметра резьба может быть однозаходной и многозаходной, правой и левой (ГОСТ 9484—81)
Резьба упорная имеет профиль неравнобокой трапеции, рисунок 7. Впадины профиля закруглены, для каждого диаметра имеется три различных шага. Служит для передачи движения с большими осевыми нагрузками (ГОСТ 10177—82).
Резьба круглая для цоколей и патронов, для предохранительных стекол и светильников, для санитарно-технической арматуры (ГОСТ 13536—68) имеет профиль, полученный сопряжением двух дуг одного радиуса, рисунок 8 (ГОСТ 13536—68).
Резьба коническая дюймовая с углом профиля 60° (ГОСТ 6111—52) применяется для герметических соединений в трубопроводах машин и станков; нарезается на конической поверхности с конусностью 1 : 16, рисунок 9.
Рисунок 8
Рисунок 9
Резьба трубная коническая имеет профиль, аналогичный профилю резьбы трубной цилиндрической; применяется в вентилях и газовых баллонах. Возможно соединение труб, имеющих коническую резьбу (конусность 1 : 16), с изделиями, имеющими трубную цилиндрическую резьбу (ГОСТ 6211—81).
Специальные резьбы — это резьбы со стандартным профилем, но отличающиеся от стандартных размеров диаметра или шага резьбы, и резьбы с нестандартным профилем.
Нестандартные резьбы — квадратная и прямоугольная, рисунок 10 — изготовляются по индивидуальным чертежам, на которых заданы все параметры резьбы.
1.3 Изображение резьбы на чертеже
Изображение резьбы на чертеже выполняется по ГОСТ 2.311—68.
На стержне резьбу изображают сплошными основными линиями по наружному диаметру и сплошными тонкими линиями — по внутреннему диаметру, на рисунке 11, а показана резьба на цилиндре, а на рисунке11, б — на конусе.
Рисунок 10
Рисунок 11
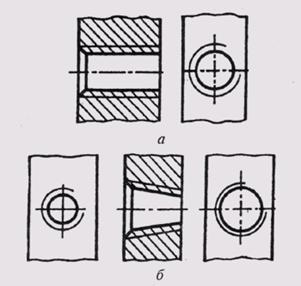
Рисунок 12
В отверстии резьбу изображают сплошными основными линиями по внутреннему диаметру и сплошными тонкими линиями — по наружному диаметру, на рисунке 12, а резьба показана в отверстии цилиндрическом, а на рисунке 12, б — в коническом.
На изображениях, полученных проецированием резьбовой поверхности на плоскость, перпендикулярную ее оси, сплошную тонкую линию проводят дугой на 3/4 длины окружности, разомкнутую в любом месте, но не заканчивающуюся на осях. Сплошную тонкую линию при изображении резьбы проводят на расстоянии не менее 0,8 мм от основной линии и не более величины шага резьбы. Видимая граница резьбы проводится сплошной
основной линией в конце полного профиля резьбы до линии наружного диаметра резьбы. Сбег резьбы изображается сплошной тонкой линией, как показано на рисунке 13.
Фаски на резьбовом стержне или в резьбовом отверстии, не имеющие специального конструктивного назначения, не изображаются в проекции на плоскость, перпендикулярную оси стержня или отверстия. Сплошная тонкая линия изображения резьбы должна пересекать линию границы фаски, рисунок 13, 14. Штриховку в разрезах и сечениях доводят до сплошной основной линии.
Рисунок 13
Рисунок 14

Рисунок 15
Резьбу с нестандартным профилем изображают, как показано на рисунке 15, со всеми размерами и дополнительными данными с добавлением слова «резьба».
В резьбовых соединениях резьба условно вычерчивается на стержне, а в отверстии — только та часть резьбы, которая не закрыта стержнем, рисунок16.
1.4 Обозначение резьбы на чертеже. Примеры обозначения резьб
Обозначение резьбы включает в себя: вид резьбы, размер, шаг и ход резьбы, поле допуска, класс точности, направление резьбы, номер стандарта.
Вид резьбы условно обозначается:
М — метрическая резьба (ГОСТ 9150—81);
G — трубная цилиндрическая резьба (ГОСТ 6357—81);
Тг — трапецеидальная резьба (ГОСТ 9484—81);
S — упорная резьба (ГОСТ 10177—82);
Rd — круглая резьба (ГОСТ 13536—68);
R — трубная коническая наружная (ГОСТ 6211—81);
Rr — внутренняя коническая (ГОСТ 6211—81);
Rp — внутренняя цилиндрическая (ГОСТ 6211—81);
К — коническая дюймовая резьба (ГОСТ 6111—52).
Размер конических резьб и трубной цилиндрической резьбы условно обозначается в дюймах (1" = 25,4 мм), у всех остальных резьб наружный диаметр резьбы проставляется в миллиметрах.
Шаг резьбы не указывают для метрической резьбы с крупным шагом и для дюймовых резьб, в остальных случаях он указывается. Для многозаходных резьб в обозначение резьбы входит ход резьбы, а шаг проставляется в скобках.
Рисунок 16
Рисунок 17
Направление резьбы указывают только для левой резьбы, LH. Поле допуска и класс точности резьбы на учебных чертежах можно не проставлять.
Примеры обозначения резьб:
М 30 — метрическая резьба с наружным диаметром 30 мм и крупным шагом резьбы;
М 30 х 1,5 — метрическая резьба с наружным диаметром 30 мм, мелким шагом 1,5 мм;
G 1 1/2-A— трубная цилиндрическая резьба с размером 1 1/2", класс точности А;
Тг 40x6 — трапецеидальная резьба однозаходная с наружным диаметром 40 мм и шагом 6 мм;
Тг 20 х 8 (Р4) — трапецеидальная резьба двухзаходная с наружным диаметром 20 мм, ходом 8 мм и шагом 4 мм;
S 80 х 10 — упорная резьба однозаходная с наружным диаметром 80 мм и шагом 10 мм;
S 80 х 20 (Р10) — упорная резьба двухзаходная с наружным диаметром 80 мм, ходом 20 мм и шагом 10 мм;
Rdl6 — резьба круговая с наружным диаметром 16 мм;
Rdil6LH— резьба круглая с диаметром 16 мм, левая;
R 1 1/2— резьба трубная коническая с размером 1 1/2".
К 1 1/2 ГОСТ 6111—52 — резьба коническая дюймовая с размером 1 1/2".
Обозначения резьб согласно ГОСТ 2.311—68 относят к наружному диаметру, как показано на рисунке 17.
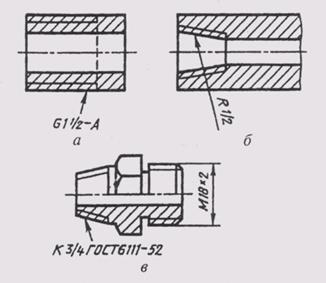
Рисунок 18
Обозначение конических резьб и трубной цилиндрической резьбы наносят, как показано на рисунке 18, а, б, в.
Соединение деталей осуществляют с помощью резьбовых изделий.
Раздел 2. Нарезание резьбы на стержне и в отверстии
После объяснения теоретического материала преподавателями инженерной графики, мастер производственного обучения разбил группу на подгруппы для выполнения практического задания. Каждый студент должен был выполнить задание по нарезанию наружной и внутренней резьбы на основании чертежа.


2.1 Упражнение по нарезанию наружной резьбы круглыми
плашками
Данное упражнение состоит из двух заданий.
Учебное задание 1 содержит прогонку неполной резьбы на болтах.
Выполняя это задание, студент приобретает первичные навыки в правильном выборе плашек по заданной резьбе, установке круглых плашек в плашкодержателе, движении и вращении плашкодержателя с плашкой при нарезании резьбы.
Последовательность выполнения задания:
1. Подготовка к прогонке резьбы. Измеряют наружный диаметр штангенциркулем так, чтобы его губки были наложены на вершину резьбовых ниток.
Определяют шаг и систему резьбы резьбомером.
Подбирают шаг и систему резьбы резьбомером.
Подбирают цельную круглую плашку по установленным данным.
Очищают ее резьбовые канавки от пыли и грязи
Проверяют остроту и исправность режущих кромок.
Выбирают плашкодержатель по круглой плашке. Устанавливают в нем плашку клеймением вверх. Закрепляют плашку в плашкодержателе специальными винтами.
Закрепляют болт в тисках вертикально и проверяют его положение угольником.
Кисточкой наносят на болт и плашку соответствующую смазку.
2. Прием прогонки резьбы. Накладывают плашку с плашкодержателем на конец стержня болта и слегка повертывают так, чтобы зубья плашки вошли в резьбу болта примерно на две-три нитки.
Вращают плашкодержатель с плашкой на ¾ оборота по ходу резьбы и ½ оборота в противоположную сторону, так как такое переменное вращение способствует лучшему удалению стружки, облегчает нарезку и создает чистую
резьбу.
По окончании нарезки свинчивают и снимают с болта плашку.
Учебное задание 2 содержит нарезку на болтах (шпильках) метрической резьбы круглыми плашками.
Последовательность выполнения задания:
1. Подготовка к нарезанию резьбы.
Проверяют диаметр нарезаемого стержня штангенциркулем в
соответствии с заданным диаметром резьбы по таблице.
Проверяют, есть ли фаска на конце стержня, а если ее нет, то необходимо опилить напильником, выдержав одинаковый угол наклона и одинаковую ширину фаски по всей окружности
Отмеривают на стержне длину нарезаемой части.
Подбирают по заданной резьбе две круглые плашки, разрезную и цельную.
Устанавливают в плашкодержатель сначала разрезную плашку, укрепляя ее винтами так, чтобы она не была сжата, а имела наибольший диаметр.
Закрепляют стержень в тисках вертикально и проверяют его положнение.
Наносят смазку на стержень болта ( шпильки) и плашку.
2. Приемы нарезания резьбы. Накладывают плашку рабочим отверстием на нарезаемый конец стержня, чтобы резьба не получилась косой.
Делают небольшой нажим, сохраняя одинаковое давление на обе ручки плашкодержателя, поперечно вращают его по направлению резьбы. Нажим надо делать до тех пор, пока плашка сама не пойдет по направлению резьбы до конца нарезаемой части.
Выполнив один проход, обратным вращением сводят плашку со стержня.
Повторяют переменные вращения плашкой, выполняют второй проход по нарезке резьбы
Свинчивают и снимают со стержня плашку.
Вынимают из плашкодержателя разрезную плашку и вместо нее устанавливают и закрепляют цельную плашку.
Накладывают цельную плашку на конец стержня и слегка навертывают, чтобы зубья плашки вошли в резьбу стержня примерно на одну-две нитки.
Попеременно вращают плашку в ту или другую сторону, цельной плашкой калибруют резьбу до конца нарезки.
Свинчивают и снимают со стержня плашку.
2.2 Упражнение по нарезанию резьбы клуппом с раздвижными
плашками
Для нарезания наружной резьбы на стержнях, кроме круглых плашек, применяют раздвижные призматические плашки, которые дают возможность при нарезании резьбы регулировать ее диаметр. Крепятся эти плашки в специальных приспособлениях, называемых клуппами.
Последовательность выполнения задания:
1. Подготовка к нарезанию резьбы.
Подбирают раздвижные плашки и клупп по диаметру резьбы.
Очищают плашки и клупп от пыли и грязи.
Устанавливают две раздвижные плашки и сухарь в призматические направляющие клуппа, после чего сжимают плашки специальным винтом, размещенным в корпусе клуппа.
Измеряют наружный диаметр стержня штангенциркулем и сличают размер по таблице.
Если на стержне нет фаски, запилить напильником фаску на торце, выдержав одинаковый угол наклона и одинаковую ширину фаски по всей длине окружности.
Отмеривают на стержне масштабной линейкой длину нарезаемой части.
Зажимают болт (шпильку) в тисках вертикально и проверяют угольником его положение.
2. Прием нарезания резьбы. Накладывают клупп с раздвижными плашками на стержень так, чтобы заборная часть плашек была размещена на фасках стержня на две-три нитки резьбы.
Сжимают плашки винтом, чтобы их резьбовые нитки с некоторым усилием обжали стержень. При этом плоскость плашек по отношению к оси болта должна быть перпендикулярной.
Делают равномерный небольшой нажим на ручки клуппа, попеременно его вращают по направлению резьбы на ¾ рабочего оборота в одну сторону и на ½ оборота назад.
Такое вращение выполняют до тех пор, пока не будет выполнен первый проход на заданную длину нарезаемой резьбы.
Нажим надо делать до тех пор, пока плашки не пойдут по заданному направлению резьбы.
Свинчивают клупп со стержня, вновь сжимают плашки винтом, чтобы они повторно врезались в массу стержня, вращая клупп, продолжают выполнять второй проход резьбы.
Полный профиль резьбы при таком способе нарезки получают за три-четыре прохода. Перед каждым повторным проходом поверхность резьбы стержня и резьбу плашек очистить от стружек и вновь смазать олифой.
По окончании последнего похода резьбы, при сжатых плашках вплотную друг к другу свинчивают клупп с плашками со стержня.
2.3 Упражнение по нарезанию внутренней резьбы метчиками
Упражнение состоит из двух заданий.
Учебное задание 1 содержит прогонку неполной резьбы гаек.
Выполняя это задание студент овладевает навыками правильного подбора метчиков по заданной резьбе, выбора размера воротка и установки в нем метчика, держания и вращения воротка с метчиком при нарезке резьбы.
Последовательность выполнения задания:
1. Подготовка к подгонке резьбы. Измеряют внутренний диаметр резьбы короткими ножками штангенциркуля, располагая их строго диаметрально.
Определяют шаг, направление витков резьбы и систему резьбы резьбомером так, чтобы нитки резьбы гайки и нитки шаблона совпали.
Подбирают по установленным данным комплект метчиков.
Выбирают вороток по диаметру нарезаемой резьбы.
Закрепляют гайку в тисках так, чтобы направление метчика в работе было вертикальным.
2. Прием прогонки неполной резьбы в гайке.
Вводят в резьбовое отверстие гайки рабочий конец среднего метчика, чтобы его резьба вошла по направлению резьбы гайки. На метчик и отверстие гайки наносят смазку.
Надевают на квадрат хвостовой части метчика вороток.
Обхватывают обе ручки воротка руками и вращают так, чтобы через ¾ оборота по направлению резьбы делать ½ оборота в обратную сторону. Этот способ попеременного вращения уменьшает нагрузку на метчик.
По окончании нарезания резьбы вывертывают метчик из гайки или пропускают его насквозь.
Устанавливают в отверстие гайки третий, калибровочный метчик по направлению резьбы, надевают вороток, смазывают олифой и начинают вращать также, как и второй.
По окончании нарезания вывертывают метчик из отверстия.
Учебное задание 2 содержит нарезание метрической резьбы в отверстии
Последовательность выполнения задания:
1. Подготовка к нарезанию резьбы. Измеряют диаметр отверстия и проверяют его соответствие данным таблицы.
Подбирают необходимый комплект метчиков и вороток к ним.
Раззенковывают готовое отверстие на глубину 1 мм
Для лучшего ввода заборной части метчика.
Зажимают брусок в тисках.
2. Приемы нарезания резьбы. Вводят в отверстие первый, черновой метчик, предварительно смазав его и отверстие олифой.
Надевают на квадрат хвостовой части метчика вороток.
Проверяют правильность установки метчика по угольнику.
Слегка нажимают руками на вороток и вращают его по направлению резьбы. Для уменьшения усилия через каждые ¾ оборота следует делать 1/2оборота в обратную сторону, контролируя положение метчика к нарезаемой плоскости.
Окончив нарезание, вывертывают черновой метчик из отверстия или пропускают его насквозь.
Вставляют в отверстие второй средний метчик так, чтобы его заборная часть вошла по направлению нарезанной резьбы.
На метчик и в отверстие наносят смазку.
Надевают на метчик вороток, вращая его также, как и первый черновой метчик. По окончании нарезания вывертывают метчик из отверстия.
Вставляют в отверстие по совпадению резьбовых ниток третий, чистовой метчик и производят третий проход нарезаемого отверстия.
Раздел 3. Проверка качества изготовления детали с резьбой
По окончании практического задания эксперты, назначенные из группы проверили качество выполненной работы.
3.1 Упражнение по измерению и проверке наружной резьбы
Сами распространенными видам проверки резьбы является определение левой и правой резьбы, системы резьбы, диаметра резьбы проверочными и измерительными инструментами - резьбомера и резьбового калибра.
Резьбомер применяют для определения системы резьбы, размера шага резьбы. Он состоит из наборов стальных пластинок, на которых выполнен профиль резьбы с надписями размеров резьбы.
Резьбовой калибр-кольцо применяют для комплектной проверки резьбы. Для проверки применяют комплект, состоящий из двух колец, из которых одно проходное, а другое непроходное.
Правую или левую резьбу определяют по расположению ниток резьбы: если нитки от основания резьбы поднимаются под углом вправо - следовательно резьба правая, а если поднимается влево, резьба левая.
Выполняя эти упражнения, студенты приобретают навыки по технике измерений резьбы резьбомером и калибр-кольцом, а также измерение диаметра резьбы штангенциркулем.
Качество выполненных работ оказалось на должном уровне.
3.2 Упражнение по измерению и проверке внутренней резьбы
Выполняя это задания, студенты овладевают методами проверки внутренней резьбы резьбомером, калибр-пробкой и штангенциркулем.
Резьбомер является одномерным инструментом как для измерения наружных, так и внутренних резьб. Для проверки последовательно накладывают пластинки резьбомера на проверяемую резьбу так, чтобы шаблон (гребенка) был размещен вдоль оси резьбы, а зубья гребенки вошли в резьбовые нити. Подбор выполняют до тех пор, пока профиль резьбы шаблона точно совпадает с резьбой.
Резьбовой калибр-пробка служит для проверки взаимного соотношения элементов внутренней резьбы. Резьбовой калибр-пробка имеет прходную и непроходную сторону.
Штангенциркулем пользуются для определения диаметра внутренней резьбы.
4.Заключение
Все студенты освоили навыки выполнения работ по нарезанию резьбы вручную с помощью метчиков и на станке плашкой. Сформировано представление о технологии обработки деталей с резьбой и контроль качества изготовления резьбовой поверхности.
Проявилась любовь к технике, аккуратность и точность в работе, умение пользоваться справочными данными, умение пользоваться штангенциркулем, резьбомером, резьбовыми калибрами.
В конце занятия были подведены итоги: поставленные цели и задачи были достигнуты.

Список литературы
1.Боголюбов графика. М., Машиностроение,2000
2. , и др. Инженерная графика М., Высшая школа, 2007
3. , и др. Сборник заданий по инженерной графике М., Высшая школа, 2007
4. , и др. Инженерная графика. Практикум. Тамб. гос. техн. ун-т, 2010
5. Лагерь графика. Высшая школа,2009
