
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Устанавливаем форкамерную головку на "Волгу" ГАЗ-24-10
"Волга" ГАЗ-3102 отличается от своих "родственников" не только измененной внешностью, но и завидной резвостью. Причем последнее – не следствие увеличения рабочего объема двигателя и расхода топлива. Технические характеристики двигателей ЗМЗ-4022.10 (ГАЗ-3102) и ЗМЗ-402.10 (ГАЗ-24-10) отличаются незначительно. Но откуда тогда ощущение "более сильного мотора" у "тридцать первой"? Секрет в иной организации рабочего процесса двигателя. Особенность конструкции ЗМЗ-4022.10 – форкамерно-факельное зажигание, снижающее расход топлива и токсичность отработавших газов, а также улучшающее приемистость двигателя.
Немного теории. Для полного сгорания топлива в цилиндре двигателя необходимо выдерживать определенную пропорцию между топливом и воздухом в рабочей смеси. На один килограмм бензина требуется примерно 14,8 кг воздуха. Если последнего больше, то смесь бедная, меньше – богатая. Для уменьшения токсичности выхлопных газов и большей экономичности двигателя предпочтительна обедненная смесь. Но она хуже воспламеняется от искры и медленнее горит, поэтому максимальной мощности не получишь. Богатая смесь, наоборот, хорошо воспламеняется и горит, но полностью не сгорает – не хватает кислорода. Форкамерно-факельный процесс объединяет эти противоположности и обеспечивает эффективное сгорание в двигателе бедных смесей, причем быстрее, чем горят богатые. Следствие – лучшая приемистость при меньшем расходе топлива.
|
 Рис.1 Устройство форкамерной головки: 1 - выпускной клапан; 2 - впускной клапан; 3 - клапан форкамеры; 4 - свечи зажигания; 5 - дополнительная камера (форкамера); 6 - сопловые каналы; 7 - камера сгорания.
Рис.1 Устройство форкамерной головки: 1 - выпускной клапан; 2 - впускной клапан; 3 - клапан форкамеры; 4 - свечи зажигания; 5 - дополнительная камера (форкамера); 6 - сопловые каналы; 7 - камера сгорания. Камера сгорания в головке блока разделена на две части (рис. 1): основную 7 и дополнительную 5 – форкамеру (отсюда название). Они соединены между собой двумя каналами 6. В основную камеру подается бедная топливно-воздушная смесь через впускной клапан 2. Одновременно в форкамеру из дополнительной (форкамерной) секции карбюратора через клапан 3 поступает богатая смесь, которая легко воспламеняется искрой свечи 4. В форкамере нарастает давление. По сопловым каналам 6 в основную камеру с большой скоростью выбрасываются факелы горящих, а также еще не сгоревших, но нагретых частиц топлива. Они перемешивают и воспламеняют бедную смесь в основной камере. В остальном работа этого двигателя протекает как обычно, по четырехтактному циклу.
ГАЗ-3102 поставлялись в свое время только в номенклатурные структуры и в спецорганы, причем для последних проходили так называемый "наркомовский" контроль при сборке, поэтому качество их было значительно выше. В руки частников "тридцать первые" попадали из госгаражей, уже не первой свежести, с пробегом около 200 тыс. км. Порой плачевное состояние двигателей таких автомобилей не позволяло ощутить их достоинства. Большинство владельцев, не зная, с какой стороны подойти к необычному мотору, заменяли форкамерные головки на привычные от ЗМЗ-402. Но те, кто ездил на исправном ГАЗ-3102, уже не откажутся от реализованных в нем решений и будут искать способы продления ее "жизни". Владельцы же обыкновенных "волг" могут с минимальными затратами переоборудовать свои двигатели. Для этого потребуются от “тридцать первой" "Волги": головка блока цилиндров в сборе с коллекторами и клапанным механизмом; укороченные до 276 мм штанги; крышка головки блока; карбюратор К-156; воздушный фильтр; блок электромагнитных клапанов; вакуумный выключатель (датчик) 453710; электронный блок 37.3761; распределитель зажигания Р-147Б с приводом (как доработать штатный привод, мы расскажем в следующем номере); коммутатор 3734 (ТК-102); дополнительный резистор СЭ-107; катушка зажигания Б-114Б.
Рассмотрим переоборудование на примере ГАЗ-24-10.
Прежде всего проведем ревизию форкамерной головки, которую удалось достать. Новую купить сложно, но те, что были в употреблении, как правило, вполне поддаются ремонту.
|
|
|
|
|
|
 1. Ключом "на 17" отворачиваем 10 гаек крепления впускного и выпускного коллекторов.
1. Ключом "на 17" отворачиваем 10 гаек крепления впускного и выпускного коллекторов.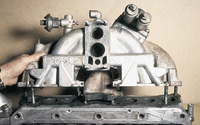 2. Сняв толстостенные шайбы со шпилек, отделяем верхнюю часть блока коллекторов, а затем - нижнюю.
2. Сняв толстостенные шайбы со шпилек, отделяем верхнюю часть блока коллекторов, а затем - нижнюю. 3. Ключом "на 12" отворачиваем 4 болта...
3. Ключом "на 12" отворачиваем 4 болта... 4. ...и снимаем
4. ...и снимаем 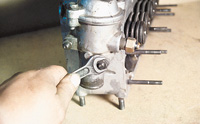 5. Ключом "на 13" отворачиваем 2 гайки...
5. Ключом "на 13" отворачиваем 2 гайки... 6. ...и снимаем коробку термостата. Если нужно, очищаем ее от накипи.
6. ...и снимаем коробку термостата. Если нужно, очищаем ее от накипи.
Блок дополнительного (форкамерного) клапана - самостоятельный узел и снимается с головки блока в сборе.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 7. Ключом "на 17" отворачиваем гайку крепления...
7. Ключом "на 17" отворачиваем гайку крепления... 8. ...и снимаем фигурную шайбу.
8. ...и снимаем фигурную шайбу. 9. Снимаем прижимную скобу.
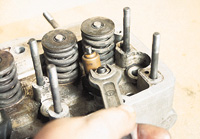
9. Снимаем прижимную скобу. 10. Широкой отверткой раскачиваем корпус клапана...
10. Широкой отверткой раскачиваем корпус клапана... 11. ...и вынимаем его из гнезда. Не пользуйтесь молотком - изделие из чугуна может расколоться.
11. ...и вынимаем его из гнезда. Не пользуйтесь молотком - изделие из чугуна может расколоться. 12. Для рассухаривания основных клапанов можно использовать любое из приспособлений. Рабочим столом с рычагом-оправкой удобнее пользоваться вдвоем (слева). Струбцина со специальной оправкой позволяет работать одному (справа).
12. Для рассухаривания основных клапанов можно использовать любое из приспособлений. Рабочим столом с рычагом-оправкой удобнее пользоваться вдвоем (слева). Струбцина со специальной оправкой позволяет работать одному (справа). 13. Сжимая пружину, освобождаем и вынимаем сухари (первый способ)
13. Сжимая пружину, освобождаем и вынимаем сухари (первый способ) 14. (второй способ)
14. (второй способ) 15. Снимаем тарелку...
15. Снимаем тарелку... 16. ...внутреннюю и наружную пружины.
16. ...внутреннюю и наружную пружины. 17. Очистив от смолистых отложений выерхнюю часть стержней, вынимаем клапаны.
17. Очистив от смолистых отложений выерхнюю часть стержней, вынимаем клапаны. 18. Снимаем маслосъемные колпачки. Повторно они не используются из-за старения резины.
18. Снимаем маслосъемные колпачки. Повторно они не используются из-за старения резины. 19. Снимаем опрную шайбу, предохраняющую от износа место контакта гловки с пружинами. Она же их центрирует.
19. Снимаем опрную шайбу, предохраняющую от износа место контакта гловки с пружинами. Она же их центрирует. 20. Проверяем плоскостность головки и, если необходимо, притираем ее круговыми движениями на шлифовальном круге.
20. Проверяем плоскостность головки и, если необходимо, притираем ее круговыми движениями на шлифовальном круге.
Если зазор между стержнем клапана и направляющей втулкой превышает 0,25 мм (или заметен эллипс отверстия), то втулки заменяем новыми. Для этого очищаем камеры сгорания, каналы и втулки от нагара.
|
|
 21. Через оправку (см. рис. 2) выбиваем направляющие со стороны седел клапанов.
21. Через оправку (см. рис. 2) выбиваем направляющие со стороны седел клапанов. 22. Новые втулки запрессовываем через оправку (рис. 2) прессом или струбциной: впускные - до упора в стопорное кольцо, выпускные - до выступания их над головкой на 21 мм.
22. Новые втулки запрессовываем через оправку (рис. 2) прессом или струбциной: впускные - до упора в стопорное кольцо, выпускные - до выступания их над головкой на 21 мм.
|
|

 24. Набор для ручной обработки седел клапанов включает в себя по три зенкера (верхние - для выпускных, нижние - для впускных) с конусами 90; 60; 120о (углы обработки 45; 30; 60о соответственно).
24. Набор для ручной обработки седел клапанов включает в себя по три зенкера (верхние - для выпускных, нижние - для впускных) с конусами 90; 60; 120о (углы обработки 45; 30; 60о соответственно).
|
|
|
|
|
 25. Придаем фаскам седел угол 45о.
25. Придаем фаскам седел угол 45о. 26. Шарошкой 60о (конус 120о) доводим наружный диаметр рабочей фаски до размера на 0,5-1 мм меньше диаметра тарелки клапана.
26. Шарошкой 60о (конус 120о) доводим наружный диаметр рабочей фаски до размера на 0,5-1 мм меньше диаметра тарелки клапана. 27. Зенкером 30о (конус 60о) обрабатываем внутренний диаметр седел до получения ширины рабочей фаски впускных калапанов 1,8-2,3 мм и 2,3-2,5 мм - выпускных.
27. Зенкером 30о (конус 60о) обрабатываем внутренний диаметр седел до получения ширины рабочей фаски впускных калапанов 1,8-2,3 мм и 2,3-2,5 мм - выпускных. 28. Допутимо повторное использование старых клапанов после обработки из фаски на угловом шлифстанке (можно в токарном) под углом 45о(до получения гладкого пояска).
28. Допутимо повторное использование старых клапанов после обработки из фаски на угловом шлифстанке (можно в токарном) под углом 45о(до получения гладкого пояска). 29. В дело пойдут только те клапаны, у которых остаточная тощина края тарелки не менее 1,5 мм. В противном случае велика вероятность прогорания края клапана из-за перегрева тонкой стенки.
29. В дело пойдут только те клапаны, у которых остаточная тощина края тарелки не менее 1,5 мм. В противном случае велика вероятность прогорания края клапана из-за перегрева тонкой стенки.
Герметичность клапанов достигается притиркой с пастой, состоящей из одной части абразивного порошка М20 и двух частей моторного масла. Для закрепления инструмента при ручной притирке существует несколько способов подготовки клапанов.
|
|
|
 30. (Слева направо). Припивается шплинт, расплавленным
30. (Слева направо). Припивается шплинт, расплавленным  31. Наносим притирочную пасту на рабочую фаску седла.
31. Наносим притирочную пасту на рабочую фаску седла. 32. Вставляем в напраляющую клапан с пружиной, удерживающей его в приоткрытом состоянии.
32. Вставляем в напраляющую клапан с пружиной, удерживающей его в приоткрытом состоянии.
| При изменении характера звука притираемого клапана притирочную пасту нужно заменить. Для этого вынимаем клапан, насухо вытираем обрабатываемые поверхности и наносим свежую пасту. Притирку ведем до образования на фаске седла сплошного матового пояска. |
 33. Изменяя направление вращения через каждые 3/4 оборота по часовой стрелке (вперед) и 1/2 оборота назад, периодически приживаем клапан к седлу.
33. Изменяя направление вращения через каждые 3/4 оборота по часовой стрелке (вперед) и 1/2 оборота назад, периодически приживаем клапан к седлу.
| Фотокамерным клапанам тоже необходима реставрация. |
 34. Когда карандашные штрихи, нанесенные на фаску седла, при повороте клапана стираются, притирка закончена.
34. Когда карандашные штрихи, нанесенные на фаску седла, при повороте клапана стираются, притирка закончена.
|
|
|
|
 35. Для извлечения клапана из корпуса отделяем стопорную шайбу.
35. Для извлечения клапана из корпуса отделяем стопорную шайбу. 36. Снимаем малолитражный колпачок.
36. Снимаем малолитражный колпачок. 37. Осаживаем тарелку пружины.
37. Осаживаем тарелку пружины. 38. Сжав пружину пальцами, вынимаем сухари.
38. Сжав пружину пальцами, вынимаем сухари.Окончание. Начало см. в ЗР, 1998, № 8.
|
|
|
| В противном случае возможный подсос в форкамеру масла и топливно-воздушной смеси отразится на работе двигателя. Перед сборкой тщательно моем детали, продуваем сжатым воздухом каналы головки. | |
| >Ремонт впускного коллектора состоит из проверки технического состояния вакуум-датчика и электромагнитных клапанов системы ступенчатого пуска воздуха (ССПВ), очистки воздушных каналов. | |
|
|
|
|
|
|
|
|
|
|
|
|

















Проверяем герметичность мембраны вакуумного датчика (453710). Это выключатель с нормально замкнутыми контактами и регулируемым порогом срабатывания. В системе ССПВ он должен разрывать цепь при разрежении во впускном коллекторе 540 мм рт. ст. (0,73 кгс/см2). Если нет вакуумного стенда, можно использовать сжатый воздух, подводимый к атмосферному выводу датчика. Требуемое давление (0,73 кгс/ см2) устанавливаем газовым редуктором. К клеммам подключаем омметр или контрольную лампочку с источником тока (при размыкании контактов омметр покажет бесконечное сопротивление, а лампочка погаснет).
|
|


Сборку головки проводим в обратной последовательности.
|
|
|
|
|
|
| Очень важно совместить канал в опоре с отверстием в оси. Коромысла и промежуточные опоры при сборке устанавливаем на свои места. | |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| Перед установкой форкамерной головки переносим установочную втулку с первого ряда шпилек на второй. |
|
| Рис. 4. Переходная пластина для согласования привода двигателя ЗМЗ-402.10 с распределителем Р-147Б: 1 – штатная пластина; 2 – изготовленный хомут. |
|
|
|










































| Рис. 6. Монтажная схема подключения приборов системы ступенчатого пуска воздуха (ССПВ) и контактно-транзисторного зажигания: 1 – коммутатор (3102); 2 – дополнительный резистор (3102); 3 – дополнительное реле стартера (24-10); 4 – блок электромагнитных клапанов (3102); 5 – вакуумный датчик-выключа; 6 – катушка зажигания (3102); 7 – электронный блок управления (3102); 8 – предохранитель ЭПХХ (24-10); 9 – замок зажигания (24-10); 10 – распредели |

Монтаж головки 3102 отличается от 24-10 лишь креплением оси коромысел (десять гаек под ключ "на 13"). Если нет "родной" прокладки под головку, можно использовать от "двадцать четвертой", прорубив в ней недостающие отверстия (сверить по головке). Гайки головки затягиваем в три приема с окончательным моментом 7,5–7,8 кгс. м (контрольная протяжка примерно через час). Штанги толкателей нужной длины (276 мм) можно изготовить из любых "волговских", перенасадив стальные колпачки на укороченные на токарном станке дюралевые стержни. Регулировка зазоров газораспределительного механизма, как на всех "волгах" (0,38–0,4 мм), последними выставляются форкамерные (0,18–0,2 мм).
Если нет возможности заменить привод распределителя зажигания специальным под Р-147Б, можно дополнить переходной пластиной штатную конструкцию (рис. 4).
Схема подключения приборов системы зажигания и ССПВ – на рис. 6. Обратите внимание на порядок соединения секций блока электромагнитных клапанов с дросселями различного сечения (см. фото 58). Исполнительная часть клапанов (соленоид, сердечник с клапаном) идентична установленным в топливной магистрали автобусов ЛАЗ и ЛиАЗ. Желательно приобрести новый карбюратор К-156 (цена в Москве чуть больше 1 тыс. руб.), так как от изуродованных обычно неквалифицированным обслуживанием приборов порой невозможно добиться нормальной работы.
Во избежание прорыва газов в соединении приемных труб с коллекторами (из-за нарушения параллельности сопрягаемых плоскостей) окончательно затягивать крепления коллекторов к головке нужно после монтажа "штанов", хотя это очень неудобно.
Вадим ПИСКУНОВ
Технический центр ЗР "Можайский"
