

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
КВАДРАНТ 1 ВВЕРХУ СПРАВА = +X +Y
КВАДРАНТ 2 ВВЕРХУ СЛЕВА = –X +Y
КВАДРАНТ 3 ВНИЗУ СЛЕВА = –X –Y
КВАДРАНТ 4 ВНИЗУ СПРАВА = +X –Y
Когда мы задаём нуль где-либо на оси X или на оси Y мы автоматически задаём нулевую рабочую точку и получаем точку пересечения числовых прямых. Это точка пересечения, где оба нуля сходятся вместе и образуют четыре квадранта по сторонам, вверху и внизу. Размеры квадрантов зависят от местоположения нулевой точки относительно стола станка. Например, если в станке VF-1 рабочая нулевая точка задана в центре стола, мы будем иметь четыре квадранта размером 254 мм на 203 мм.
ИСХОДНОЕ ПОЛОЖЕНИЕ СТАНКА
Принцип исходного положения станка можно проследить в процессе возвращения всех осей станка в исходное положение. Возвращение в ноль, применяемое при включении станка, производит перемещение всех осей станка в положительном направлении до достижения концевых выключателей. При достижении этого условия единственным возможным направлением перемещения по какой из либо осей является отрицательным (за исключением оси Z, имеющей дополнительные 101 мм положительного перемещения). Поэтому эта позиция определяет ИСХОДНОЕ ПОЛОЖЕНИЕ Вашего станка и в этой точке автоматически устанавливается нулевое значение для каждой из трёх осей, при отправки осей в исходное положение клавишей POWER UP/RESTART. Теперь позитивные квадранты не могут быть доступны и все перемещения осуществляются в квадранте –X и –Y. Только установка нового нулевого значения по каждой из осей делают доступными другие квадранты.
 Иногда в процессе обработки детали используется более одного квадранта. Таким примером может служить круглая деталь, в которой нулевая точка определяется местом пересечения осей симметрии. При обработке данной детали вы будете использовать перемещения по всем четырём квадрантам. При приобретении большего опыта в программировании и установке деталей вы будете лучше представлять, как перемещается инструмент относительно детали, как определить нуль детали и как перемещается инструмент относительно установленного нуля.
Иногда в процессе обработки детали используется более одного квадранта. Таким примером может служить круглая деталь, в которой нулевая точка определяется местом пересечения осей симметрии. При обработке данной детали вы будете использовать перемещения по всем четырём квадрантам. При приобретении большего опыта в программировании и установке деталей вы будете лучше представлять, как перемещается инструмент относительно детали, как определить нуль детали и как перемещается инструмент относительно установленного нуля.
АБСОЛЮТНОЕ И ОТНОСИТЕЛЬНОЕ ПОЗИЦИОНИРОВАНИЕ
При абсолютном позиционировании все координаты задаются по отношению к началу координат, фиксированной нулевой точке, являющейся нулём детали. Это наиболее общий тип позиционирования.
Другой тип позиционирования называется относительное позиционирование. При относительном позиционировании положение задаётся по отношению к предыдущей позиции инструмента. Новые координаты вводятся в единицах расстояния и направления относительно последней позиции, а не нуля станка. Другими словами, при относительном позиционировании, текущая позиция является нулевой точкой для следующего перемещения.
Ниже представлен пример использования относительного позиционирования. Обратите внимание, что перемещение по шкале от X 4.25 до X 2.025 является относительным перемещение X–2.225 хотя инструмент при этом остаётся в положительном диапазоне числовой прямой. Таким образом, перемещение задаётся относительно последней позиции инструмента, а не нулевой точки. Знаки «+» и «–» определяют направление перемещения, а не местоположение координаты относительно нуля.

Помните, что при абсолютном позиционировании мы рассматриваем координату и направление перемещения относительно нулевой позиции, а при относительном — от последней позиции.
G90 — КОМАНДА АБСОЛЮТНОГО ПОЗИЦИОНИРОВАНИЯ
Когда используется команда абсолютного позиционирования G90 каждое значение перемещения и его направление задаётся относительно нуля станка или детали. Нуль детали обычно устанавливается на угле для прямоугольных деталей, в центре круглых деталей или в центре существующего отверстия.
Ключом к пониманию абсолютных размеров является то, что они всегда измеряются относительно базового нуля детали. Этот нуль детали (коды G рабочих смещений G54–G59 и G110–G129) задаётся оператором вводом значения смещения относительно исходной позиции станка на дисплее нулевых точек с использованием режима Ручного Перемещения. Также можно переключится на использования другого нуля детали, используя выбор соответствующего G кода рабочего смещения, что используется при обработке нескольких деталей, закреплённых одновременно в разных частях стола станка.
Каждая размерность или точка X-Y называется координатой. Если позиционирование задано как перемещение вправо на 50 мм и вниз на 35 мм (по направлению к Вам) по отношению к нулю детали, то координатой по X будет X50.0, а координатой по Y будет Y–35.0. Станок будет позиционировать инструмент в эту точку безотносительно от его предыдущей позиции.
X50.0 Y–35.0 может быть центром отверстия, конечной точкой дуги или концом линии, которое задаёт значение координаты.
G91 — КОМАНДА ОТНОСИТЕЛЬНОГО ПОЗИЦИОНИРОВАНИЯ
Этот код является модальным и изменяет интерпретацию задания координат перемещения станка. Ввод данного кода действует и на все последующие команды перемещения, делая их относительными.
Относительные размеры определяют отношение одной позиции по отношению к другой (предыдущей) позиции. Это может быть удобным путём задания перемещения (особенно в фиксированных циклах G81–G89, G73, G74 и G77) в зависимости от чертежа детали.
Когда используется команда относительного позиционирования, каждое измерение или перемещение задаётся как фактический размер перемещения до следующей позиции (конечной точки дуги, центра отверстия или конца линии), и всегда определяется по отношению к текущей позиции.
Когда вы запрограммировали в области действия кода G91 перемещение по оси X значением X50.0, а по оси Y значением Y–35.0 станок произведёт перемещение по осям на заданное расстояние в заданном направлении безотносительно того, какое значение имеет текущая координата.
Абсолютное позиционирование является наиболее употребительным при программировании обработки деталей. Однако относительное позиционирование может облегчить создание программы в определённых случаях. Отличным примером этого может служить написание подпрограмм. Если вы имеете шесть одинаковых карманов, вы можете облегчить процесс программирования, написав подпрограмму обработки одного кармана в приращениях и вызвать её шесть раз для каждого кармана, задавая только начальную точку обработки.
УПРАЖНЕНИЕ НА ПОЗИЦИОНИРОВАНИЕ
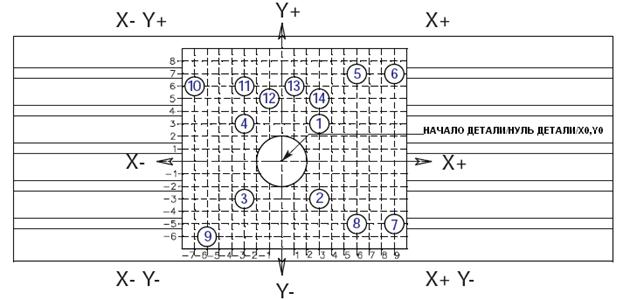
Какие значения для координат X и Y для каждого отверстия при программировании в абсолютном G90 позиционировании когда каждое перемещение производится относительно нулевой точки детали X0 Y0.
ТОЧКА 1 = X________ Y________
ТОЧКА 2 = X________ Y________
ТОЧКА 3 = X________ Y________
ТОЧКА 4 = X________ Y________
ТОЧКА 5 = X________ Y________
ТОЧКА 6 = X________ Y________
ТОЧКА 7 = X________ Y________
ТОЧКА 8 = X________ Y________
Какие значения каждого отверстия при ОТНОСИТЕЛЬНОМ G91 позиционировании, когда каждое движение задаётся относительно предыдущей позиции и нулевая точка сдвигается в эту позицию.
ОТ ТОЧКИ 8 ДО ТОЧКИ 9 = X________ Y________
ОТ ТОЧКИ 9 ДО ТОЧКИ 10 = X________ Y________
ОТ ТОЧКИ 10 ДО ТОЧКИ 11 = X________ Y________
ОТ ТОЧКИ 11 ДО ТОЧКИ 12 = X________ Y________
ОТ ТОЧКИ 12 ДО ТОЧКИ 13 = X________ Y________
ОТ ТОЧКИ 13 ДО ТОЧКИ 14 = X________ Y________
ОТ ТОЧКИ 14 ДО ТОЧКИ 15 = X________ Y________
ОТ ТОЧКИ 15 ДО ТОЧКИ 16 = X________ Y________
ПРОГРАММИРОВАНИЕ В КОДАХ
Программа обработки детали для любого станка с ЧПУ состоит из определения перемещения инструмента, изменения скорости обработки и частоты вращения шпинделя. Она также состоит из вспомогательных командных функций, таких как смена инструмента, включение или выключение охлаждения и команд внешних М-функций.
Перемещение инструмента состоит из команд ускоренного позиционирования, команд движения по прямой или окружности с контролем скорости перемещения.
Фрезерный станок HAAS имеет три оси, определяемые как ось X, ось Y и ось Z. Оси X и Y будут задавать перемещение стола вокруг осевой линии шпинделя, в то время, как ось Z задаёт перемещение шпинделя вниз к или вверх от стола станка. Позиция «машинного нуля» будет при положении шпинделя, указывающего вниз на верхний правый угол стола, когда стол полностью переместился влево по оси X, полностью по направлению к Вам по оси Y и ось Z вверху в позиции смены инструмента. Движение по оси X будет перемещать стол направо с отрицательными значениями и налево с положительными значениями. Движение по оси Y будет перемещать стол по направлению к Вам с положительными значениями и от Вас с отрицательными значениями. Движение по оси Z перемещает инструмент по направлению к столу с отрицательными значениями и от стола с положительными значениями.
Программа пишется как множество инструкций, заданных в порядке их выполнения. Инструкции, если дать их по-русски, могут выглядеть так:
ЛИНИЯ №1 = ВЫБРАТЬ РЕЖУЩИЙ ИНСТРУМЕНТ
ЛИНИЯ №2 = ВКЛЮЧИТЬ ШПИНДЕЛЬ И ЗАДАТЬ ЕГО ОБОРОТЫ
ЛИНИЯ №3 = УСКОРЕННОЕ ПЕРЕМЕЩЕНИЕ К НУЛЮ ДЕТАЛИ
ЛИНИЯ №4 = ВКЛЮЧИТЬ ОХЛАЖДЕНИЕ
ЛИНИЯ №5 = ВЫБРАТЬ СКОРОСТЬ И СДЕЛАТЬ РЕЗ(Ы)
ЛИНИЯ №6 = ВЫКЛЮЧИТЬ ШПИНДЕЛЬ И ОХЛАЖДЕНИЕ
ЛИНИЯ №7 = ОТОЙТИ НА РАССТОЯНИЕ БЕЗОПАСНОСТИ
ЛИНИЯ №8 = ВЫБРАТЬ ДРУГОЙ ИНСТРУМЕНТ
и так далее. Но наша система управления понимает инструкции, если они заданы в машинном коде, также определяемом как программированием в G и M кодах. Перед обсуждением значений и использования этих кодов будет полезно обратить внимание на нижеследующие указания.
ФОРМАТ ПРОГРАММЫ
Не существует никаких требований по отношению позиций адресных кодов. Они могут быть помещены в любом порядке в блоке программы. Каждый может форматировать программу в любом удобном для него порядке. Но формат программы или стиль программирования очень важная часть программирования для станков с ЧПУ. Некоторые команды могут быть размещены в любом месте блока программы, некоторые только в определённой позиции, поэтому существует несколько стандартных правил написания программы, которых следует придерживаться. Главное, чтобы программист придерживался определённого формата, который последователен и эффективен, так, чтобы любой оператор станка с ЧПУ в цехе мог понимать его.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 |
