
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
УДК 658.511.012.05
Использование конструкторского твердотельного моделирования в разработке технологического процесса.
За последние годы число проектирования технологических процессов возросло на несколько порядков. В этих условиях необходимо использовать опыт квалифицированных технологов и конструкторов, которые не мало за свою трудовую деятельность проанализировали изготовление сотни тысяч деталей. Разработка технологического процесс начинается с конструирования деталей, но в настоящие время все конструирование ведется в твердотельных моделях это оправдано. После конструирования твердотельных моделей конструктор переводит деталь в двух мерную модель (чертеж), и все построение трех мерной твердотельной модели теряется. Беря чертеж технолог заново начинает проектировать технологически процесс для изготовления детали, но маршрутный технологический процесс уже был спроектирован конструктором в дереве описания проекта твердотельного моделирования (CATIA, Unigraphics, T-FLEX CAD и т. д.). Почему бы его неиспользовать для проектирования технологии?
Основываясь на опыте проектирования технологических процессов изготовления деталей, описание изготовление ведется по описанию изготовления конструкторских поверхностей. Технолог описывает изготовление детали основываясь на механической обработке поверхностей. С другой стороны конструктор проектирует твердотельную модель выталкивая или вращая поверхности, все эти действия записываются в дерево изготовления модели. Дерево создание модели может использовать технолог для создания технологического процесса (Рис. 1).
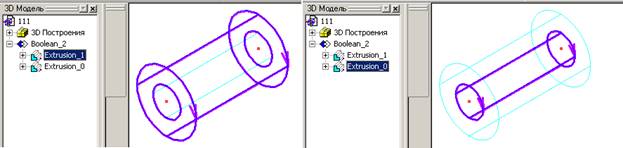
Рис. 1 Дерево описания проекта твердотельного моделирования
Для создания твердотельной модели представленной на рис. 1 конструктор с начало «выдавил» первый цилиндр, затем второй и после этого сделал булеву операцию. При описание тех же самых действий с точки зрения технологии, технолог опишет булеву операцию как «Токарную операцию», а «выдавливание» цилиндров как «Токарные переходы». В токарных переходах идет раскрытие обработки поверхностей выдавленных цилиндров. Цилиндрическая поверхность разбивается на три элементарные поверхности: две торцовых и цилиндрическую наружную, при этом внутренней цилиндр – это еще одна поверхность. Таким образом цилиндр на рис. 1 представлен четырьмя элементарными поверхностями: внутреннем, наружным цилиндром и двумя торцовыми. На этапе конструирования конструктор задавал размеры. На эти размеры опирается технолог при проектирование технологического процесса. Для полного описания поверхностей детали по точности, шероховатости и отклонениям для конструктора высвечиваются окно по заполнению отклонений. Окно представляет собой таблицу (рис. 2), в которой есть две закладки: элемент и параметры. Закладка элемент характеризуется тем, что в ней поверхности описываются индивидуальным кодом. Индивидуальный код присваивает сама система при выборе конструктором поверхности на твердотельной модели.
Рис. 2 Общий вид окна параметров
В автомате система присваивает тип поверхности, это меняется в ручном режиме. Номер элемента идет по порядку, если вид и тип элемента совпадают. Номер элемента можно менять, но он не должен совпадать с уже имеющимся кодом. В данной закладке строки: кода, вида, типа, номера, названия – заполняются в автомате системой при указание поверхности конструктором на твердотельной модели, но он может изменить эти строки в ручную. Строку шероховатости конструктор заполняет в ручную благодаря выпадающему списку. Выпадающей список строки шероховатости имеет все значения согласно единой системе конструкторской документации. Строка сопряжение заполняются конструктором по желанию. В строке сопряжения указывается код поверхности с которой непосредственной соприкасается исходный элемент. Например: поверхность с кодом 030101 (наружная цилиндрическая правая) соприкасается с элементом 010101 (наружная торцовая правая), таким образом в строке сопряжения появляется код элемента 010101. Заполнив закладку элементов конструктор нажимает клавишу «Взять с чертежа» и система переводит все данные в закладку параметры. В закладке параметры элементу присваиваются значения размеров, которые конструктор вводил при проектирование твердотельной модели. При этом в столбце Имя появляются размеры диаметра (D) и длины (L). В столбце Значение присваиваются конкретные числа, взятые с данной поверхности. Далее конструктор вручную заполняет столбцы: Вал. доп. – допуск на вал; Отв. доп – допуск на отверстие; Текст. значение – текстовая информация; Отн. параметры – относительные параметры. При чем заполняя ячейки в столбцах Вал. доп и Отв. доп система предложит выпадающей список все значения которого согласны с единой системе конструкторской документации. Значения в ячейках Верхний (верхнее отклонение) и Нижний (нижнее отклонение) пересчитываются системой под конкретный размер элемента. В ячейках столбца Имя, конструктор добавляет в ручную все необходимые параметры и отклонения, заполняя соответственно столбцы Значен, Вал. доп, Отв. доп, Текст. значение и Отн. параметры. После того как конструктор записал все необходимые параметры, он нажимает кнопку Сохранить и система сохраняет все значения, привязывая их к элементам твердотельной модели. Таким образом в систему записываются все необходимые параметры так, если бы мы их указывали на чертеже.
При проектировании технологического процесса на конкретное изделие технолог открывает файл с твердотельной моделью данного изделия, открывает САПР ТП (систему автоматизированного проектирования технологических процессов). В системе автоматизированного проектирования технолог, через кнопку создать вводит наименование и обозначение нового технологического процесса. В дереве проектирования технологических процессов появится наименование и обозначение нового технологического процесса, далее нажав кнопку Назначить, система возьмет с твердотельной модели все элементы поверхностей с значениями и перекинет их САПР ТП. Убедившись в том, что система взяла все элементарные поверхности со значениями описанные конструктором, технолог нажимает кнопку Сформировать. Система начнет формировать конкретный технологический процесс на основе типовых технологических процессов при этом в процессе проектирование система основывается на дерево построения твердотельной модели. Каждый типовой технологический процесс представляет собой набор типовых операций и переходов с условиями выбора оснащения, расчета режимов резания и нормирования. После формирование конкретного технологического процесс система выведет его дерево. Просматривая дерево спроектированного технологического процесса технолог может вручную изменять последовательность текстов операций и переходов, наименование инструмента и оснащения, режимы резания и нормирования. Просмотрев весь технологический процесс и что то поменяв в конкретном технологическом процессе технолог нажимает кнопку Пересчитать, и система учитывая изменение технолога по новый формирует конкретный технологический процесс.
На базе Института авиационных технологий и управления создается система позволяющая вести разработку технологического процесса основываясь на опыте конструирования твердотельной модели. Принцип работы и организация системы описан выше. При внедрение ее в технологическое проектирование позволит снизить время на проектирование технологических процессов на порядок, за счет освобождения конструктора от проектирования чертежей (рис. 3), а технолога от ввода в систему технологического проектирования данных с чертежа, выбора технологического текста и оснащения, а также расчета режима резания, нормирования. Окупаемость данной системе произойдет за несколько месяцев после внедрения ее на предприятии.
 |
а) б)
Рис. 3 Этапы проектирования конструкторской и технологической документации. а) – до внедрения системы; б) – после внедрения системы.
Литература:
1. САПР в технологии машиностроения: Учеб. пособие/, , и др. – Ярославль; Ярославский государственный технический университет, 1995. – 298 с.
2. Системы автоматизированного проектирования технологических процессов, приспособлений и режущих инструментов. Учебник для вузов/ , , ; Под общ. ред. . – М.: Машиностроение, 1988. – 352 с.
3. IBM PC для пользователя. Изд. 6 – е, перераб. и доп. – М.: ИНФА, 1995. – 432 с.
4. Джонс Дж. К. Методы проектирования: Пер. с англ. 2 – е изд. доп. – М.: Мир, 1986. – 326 с.
5. Прохоров и ЭВМ. – М.: Машиностроение, 1987. – 272 с.
6. Системы автоматизированного проектирования. В 9 – ти кн. Кн. 6. Автоматизация конструкторского и технологического проектирования. Учеб. пособие для втузов/, ; Под ред. . – М.: Высшая школа, 1986. – 191 с.
7. , Лебедев молодого бойца. Наставление по компьютерному делу. – М.: Изд – во «Торговый дом «Русская редакция», 2000. – 544 с.
