
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral

Краткое руководство по установке и подключению лазерных станков
Qualitech серии 11G
Благодарим Вас за приобретение лазерного станка Qualitech 11G. Это руководство поможет Вам подключить Ваш станок и подготовить его к работе.
Подготовка рабочего места
Убедитесь, что место, в которое вы собираетесь устанавливать лазерный станок
Qualitech 11G, оборудовано системой пожаротушения, обладает хорошей вентиляцией. Рабочее место должно быть чистым, напряжение должно соответствовать стандарту в 220В, 50Гц. Температура в помещении не должна опускаться ниже 5 °С и подниматься выше 40°С, влажность должна находиться в пределах 40-75%, также в помещении не должно находиться конденсата.
Установка
Получив и распаковав станок, проверьте целостность шлангов системы охлаждения излучателя, так как иногда при транспортировке шланги могут трескаться.

Рис. 1
Ни рисунке 1 указаны трубки, которые требуется проверить. Если какой-то шланг даёт течь — надо заменить порвавшуюся часть.
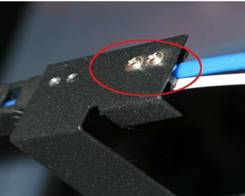
Рис. 2
Также обратите внимание, чтобы болты крепления кабель-каналов рядом с направляющими по Х и У осям были закручены до конца. На рисунке 2 показано место, где находится винт крепления кабель-канала. Теперь вы можете перейти к установке и подключению станка.
Установите ваш станок на устойчивой поверхности, чтобы свести к минимуму влияние вибрации на точность при гравировке на высоких скоростях.
Установка лазерного излучателя
 С началом комплектации лазерных станков 11-й серии излучателями Reci(рисунок 3) для большей сохранности во время транспортировки перед отправкой их стали упаковывать в коробки.
С началом комплектации лазерных станков 11-й серии излучателями Reci(рисунок 3) для большей сохранности во время транспортировки перед отправкой их стали упаковывать в коробки.
Рис. 3
 По этой причине перед тем как подключать систему охлаждения требуется открыть заднюю крышку станка, снять верхнюю часть крепления трубки (рисунок 4) в задней части станка.
По этой причине перед тем как подключать систему охлаждения требуется открыть заднюю крышку станка, снять верхнюю часть крепления трубки (рисунок 4) в задней части станка.
Рис. 4
Достать лазерный излучатель из коробки под станком, освободить его от поролона, аккуратно положить излучатель таким образом, чтобы выходное отверстие (рисунок 5) было направлено к первому отражающему зеркалу(рисунок 6).
 |
Рис. 5
 |
Рис. 6
Обратите внимание, что требуется оставить примерно 3-5 см до первого отражающего зеркала для того, чтобы в дальнейшем можно было проверять и при необходимость корректировать юстировку лазерного луча без съёма излучателя. Теперь поставьте обратно верхние скобы крепления, затяните их таким образом, чтобы труба могла внатяг проворачиваться, подключите шланги системы охлаждения, провода питания(рисунки 7а, 7б, 7в, 7г).
 |  |
Рис. 7а | Рис. 7б |
Рис. 7в (снизу трубки) |
Рис. 7г |


После того, как вы закончите полное подключение станка проверьте юстировку луча — лазерный луч должен попадать в одно и то же место (либо очень близко к одному и тому же месту, в идеальном случае настройка идёт по центру юстировочного креста) на 2-м и3-м зеркалах во всех крайних положениях лазерной головы(рисунок 8).
 |
Рис. 8
Если такого попадания нет, либо расхождение превышает 2-3мм в крайних положениях, то рекомендуется провести дополнительную юстировку, либо проверить положение лазерного излучателя.
Юстировка (проверка пути лазерного луча по всем зеркалам и фокусирующей линзе) настраивается положением отражающих зеркал, основная идея юстировки — заставить луч идти по зеркалам как можно более ровно, в этом случае станок будет работать наиболее оптимально. Следует отметить, что юстировку лучше всего проводить на максимальной мощности не более 12-15%, так как в противном случае вам будет весьма сложно оценить точность попадания луча.
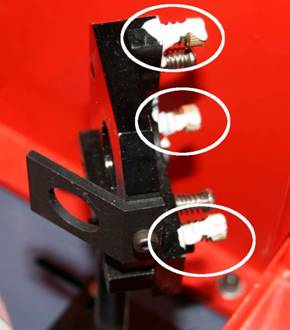 |
Рис. 9
Чтобы провести юстировку вы должны с помощью болтов (указаны на рисунке 9) на креплениях отражающих зеркал выставить положение зеркал таким образом, чтобы они попадали на следующее по ходу лазерного луча зеркало.
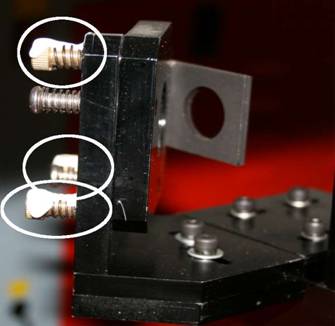 |
Рис. 10
Когда вы добились нужного по падания на одном зеркале, то вы переходите ко второму зеркалу (рисунок 10) и настраиваете его таким же образом. После этого вы переходите к последнему зеркалу и снимаете нижнюю часть лазерной головы (рисунок 11).
Рис. 11
Теперь вы подносите к нижней части кусок бумаги и проверяете, чтобы луч попадал в одно и то же место во всех углах рабочего поля. В идеале луч должен идти по центру отверстия. Если всё именно так, то вы ставите обратно снятую часть лазерной головы и ваш станок полностью отъюстирован.
Подключение системы охлаждения
В базовой комплектации станков Qualitech 11G, начиная с модели 6090, основным элементом охлаждения является чиллер CW-3000.
 |
Рис.12
На рисунке 12 показана передняя панель чиллера модели CW-3000. Питание чиллера подключается к станку, как показано на рисунке 13.
 |
Рис. 13
С помощью шлангов вы подключаете выходное отверстие на чиллере (отмечено эллипсом на рисунке 14) к входному отверстию на станке (отмечено на рисунке 15).
 |
Рис. 14
Второй шланг одним концом вы подключаете к входному отверстию на чиллере (отмечен прямоугольником на рисунке 14), а вторым концом к выходному отверстию на станке (отмечено на рисунке 16).

Рис. 15

Рис. 16
Следите, чтобы температура воды при работе не опускалась ниже 15 градусов и не поднималась выше 30 градусов. Для охлаждения излучателя рекомендуется использовать очищенную, либо дистиллированную воду во избежание попадания загрязнения внутрь излучателя.
Подключение воздушного компрессора
В комплекте со станками Qualitech 11G поставляются воздушный компрессор для подачи воздуха в зону реза. Достаньте воздушный компрессор и подключите его при помощи третьего шланга (показано на рисунке 17) к отверстию подачи воздуха на задней части станка (показано на рисунке 18).
 |
рис. 17

рис. 18
Подключение станка к внешней вытяжке
Станки Qualitech 11G комплектуются центробежным вентилятором типа «ракушка», поэтому требуют подключения при помощи гофра большого диаметра вытяжки к станку (показано на рисунке 19), а при помощи гофра маленького диаметра вытяжка соединяется с зоной сброса выхлопа.
 |
Рис. 19
Заземление
Заземление является очень важным условием точной и качественной работы станков Qualitech 11G. Если ваш станок подключается в энергосеть без встроенного заземления, то вы можете заземлить его самостоятельно, подключив провод заземления к контакту, который находится в нижней части станка на одной из его опор(показан на рисунке 20).
Рис. 20 |

Подключение к компьютеру и настройка программ
Когда вы подключили все основные элементы вашего станка, требуется подключить его по USB-порту к компьютеру (показан на рисунке 21) и установить драйвера для лазерного гравера Qualitech 11G. На рисунке 22 обозначен порт подключения внешних USB-устройств для перемещения файлов во внутреннюю память станка.
 |  |
Рис. 21 | Рис. 22 |
После подключения шнура включите компьютер и лазерный станок. Система определит подключение нового оборудования и предложит указать местоположение драйверов. Требуется указать папку с USB-драйвером на CD-диске, который идёт в комплекте с вашим станком. Нужный драйвер будет располагаться в папке с именем USB, однако вам нужно выбрать тип драйвера (х32 или х64) в соответствие с разрядностью вашей операционной системы.
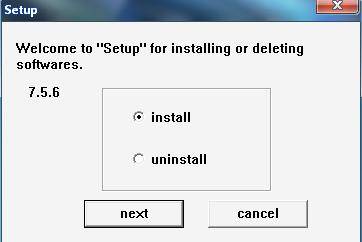
Рис. 23
После установки драйверов требуется установить дополнение для работы со станком для CorelDraw или AutoCAD. На примере операционной системы Windows XP SP3 и программы CorelDRAW 12 мы установим ПО Corel 7.5.6, как это будет показано на рисунках. Так на рисунке 23 показано главное меню установщика. В нём вы можете установить программу на ваш компьютер или стереть её.
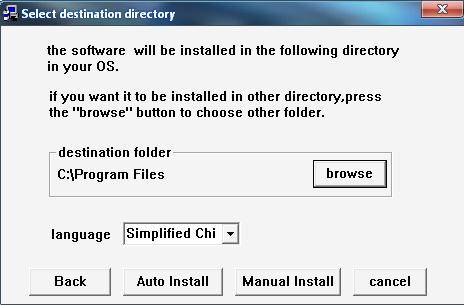 |
Рис. 24
В этом окне мы выбираем папку установки программы (рисунки 24, 25). Нужно указать папку, в которую вы установили вашу версию CorelDRAW 12.
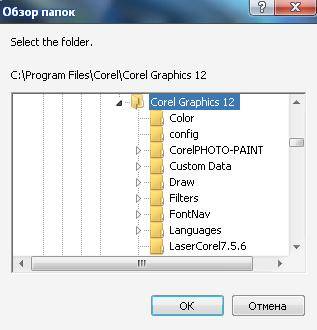
Рис. 25
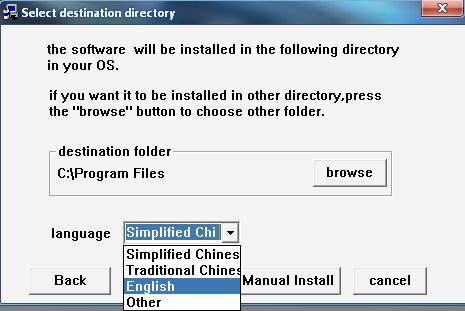 |
Рис. 26
Выбрать язык установки. После выбора этих пунктов вы нажимаете кнопку Auto Install и программа автоматически устанавливает всё необходимое ПО на ваш компьютер. После этого вы запускаете вашу версию CorelDRAW 12, и там появляется дополнительное меню (отмечено на рисунке 27), которое и позволит вам переводить ваши рисунки в задания для станка.
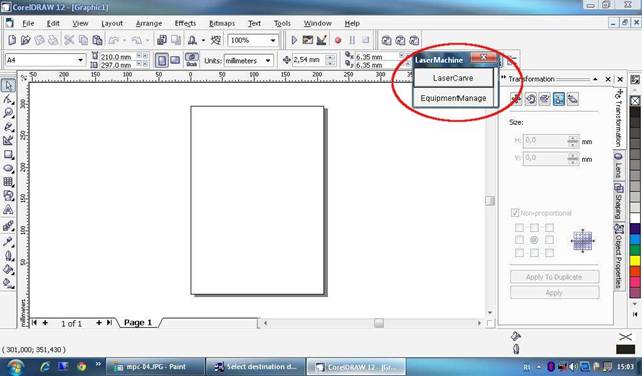 Рис.27
Рис.27
Убедитесь также, что у вас отключена задержка загрузки VBA (раздел Tools → Options), показано на рисунке 28. Так как в противном случае дополнение не сможет корректно работать.
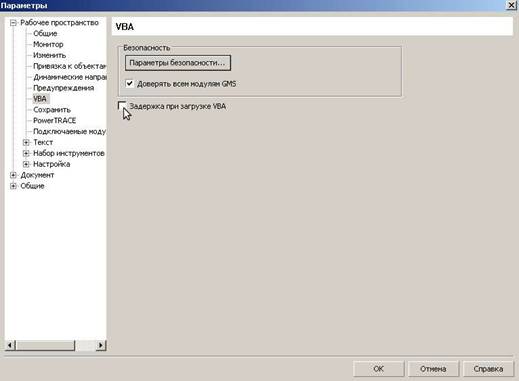 |
Рис. 28
Теперь ваш станок подключён и полностью готов к работе. Перед работой также рекомендуется проверить путь лазерного луча. На каждом из зеркал лазерный луч должен попадать в одно и то же место, если же точка, куда приходит лазерный луч, серьёзно отличается между зеркалами, то обратитесь к мануалу для юстировки лазерного луча, либо в службу поддержки для вызова специалиста.
Памятка по работе и обслуживанию
лазерных станков Qualitech
ЗАПРЕЩАЕТСЯ:
Включать станок и работать с ним без подключённой системы охлаждения Работать со станком без заземления Оставлять станок в работе без присмотра Подставлять руки или другие части тела на пути следования лазерного лучаРЕКОМЕНДУЕТСЯ:
Подключать станок через стабилизатор напряжения. Избегать непрерывной работы станка более 8-ми часов. Если время работы без перерыва превышает 1.5-2 часа, то желательно сделать паузу в 5-10
Рекомендации по работе со станком и его обслуживанию
Для охлаждения станка рекомендуется использовать очищенную, либо дистиллированную воду, так как это позволит максимально продлить срок службы вашего излучателя. Температура воды во время работы должна находиться в пределах от 15 до 24 градусов по цельсию, так как слишком холодная или слишком горячая вода будут снижать срок службы излучателя. Рекомендуется обновлять воду раз в неделю для поддержания её чистоты.
Следите за чистотой отражающих зеркал и фокусирующей линзы. Рекомендуется протирать их по мере загрязнения, либо падения мощности излучения. Для обработки зеркал и линзы используйте хлопковую ткань и спиртосодержащие чистящие средства, чтобы на поверхности не оставалось разводов, так как это может привести к снижению мощности лазерного луча и ускоренному прогоранию зеркал и линзы.
Следите за чистотой приводных ремней. Пыль и другой шлак, который может оседать на ремни в процессе работы, приводят к увеличенному износу ремней и зубчатых колёс. Рекомендуется очищать их еженедельно. В отличие от стальных направляющих ремни не требуют смазки, так как это приводит к их ускоренному износу.
Следите за чистотой и смазкой стальных направляющих, так как загрязнение и крупные частицы шлака, оседающие на направляющих, могут повредить подшипники бегунков и самих направляющих, а также, в ряде случаев, способствовать развитию коррозии. Менять смазку на направляющих рекомендуется еженедельно (либо чаще при интенсивной работе). Для удаления старой смазки рекомендуется использовать хлопковую ткань. После полного удаления старой смазки и всех шлаков с направляющей нанесите на направляющую новую смазку, проведите бегунок по новой смазке для попадания смазки на подшипники.
Данное пособие создано в ознакомительных целях, перед началом работы изучите инструкцию.
 Служба технической поддержки
Служба технической поддержки
Skype: reklab-support
Mail: *****@***com
Site: www. reklab. ru/page/911
