
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Обрабатывающий центр Olivetti Horizon 110
Общие сведения
Горизонтальный обрабатывающий центр с непрерывным числовым программным управлением CNC для 4-х одновременных осей, автоматической сменой инструмента и автоматической сменой детали.
Технические характеристики
Наименование | измерения | ||
величины | единицы | ||
Поворотный стол несущий деталь | Диаметр плоскости стола | 600 | мм |
Точность позиционирования | ± 6 | сек | |
Точность повторяемости | ± 3,6 | сек | |
Скорость холостого хода | 1260 | град/мин | |
Скорость рабочего перемещения | 0,1+1260 | град/мин | |
Максимальная нагрузка на стол | 500 | кг | |
Максимальный момент при опрокидывании | 2000 | Нм | |
Максимальный момент при вращении блокированной плоскости стола | 1200 | Нм | |
Ускорение (как при холостом ходе, так и при рабочем перемещении) | 16 | град/сек2 | |
Время автоматической смены детали (соответствующее времени замены плоскости поворотного стола) | 10 | сек | |
Стойка | Продольный ход (ось X) | 500 | мм |
Ход оси X относительно центра поворотного стола | к инструментальному магазину | 275 | мм |
в противоположном направлении | 225 | мм | |
Точность позиционирования | ± 0,010 | мм | |
Точность повторяемости | ± 0,005 | мм | |
Скорость холостого хода | 12 | м/мин | |
Ускорение при холостом ходе | 800 | мм/сек2 | |
Скорость рабочего перемещения (непрерывная гамма) | 0,01+10000 | мм/мин | |
Полезное усилие на ось X | 900 | кг | |
Головка, несущая шпиндель | Вертикальный ход (ось У) | 450 | мм |
Точность позиционирования | ± 0,010 | мм | |
Точность повторяемости | ± 0,005 | мм | |
Скорость холостого хода | 12 | м/мин | |
Ускорение при холостом ходе | 800 | мм/сек2 | |
Скорость рабочего перемещения (непрерывная гамма) | 0,01+10000 | мм/мин | |
Полезное усилие на ось У | 900 | кг | |
Шпиндель | Поперечный ход пеноли (ось z ) | 350 | мм |
Точность позиционирования | ± 0,015 | мм | |
Точность повторяемости | ± 0,007 | мм | |
Скорость холостого хода | 12 | м/мин | |
Ускорение при холостом ходе | 800 | мм/сек2 | |
Скорость рабочего перемещения (непрерывная гамма) | 0,01+1000 | мм/мин | |
Полезное усилие на ось z | 800 | кг | |
Диаметр шпинделя у переднего суппорта | 80 | мм | |
Диаметр пеноли | 150 | мм | |
Оправка шпинделя | станд. конус ИС04 | ||
Сила блокирования державки | 1100 | кг | |
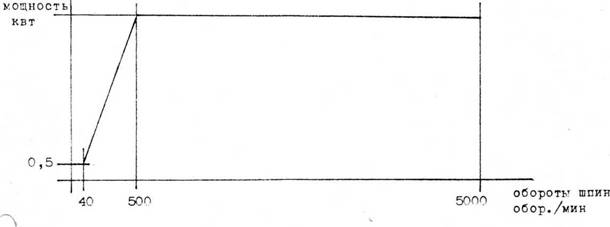
Скорость вращения шпинделя (функция S) | Диапазон скорости вращения шпинделя | 40+5000 | обор/мин |
Мощность шпинделя | |||
| |||
для получения этих результатов необходимо: - выполнить приближение с односторонним приближением, - температура не должна выходить за пределы: 20 градусов ±1 градус по С. - влажность – 50% - вибрация - амплитуда 10 им, частота 50 гп |
Состав стандартного базового комплекса
Структура изготовлена по принципу нововведения и с современной технологи ей и состоит из;
· станины с повышенной жёсткостью, реализованной из сварной листовой стали
· основания подвижной стойки (ось X) на цилиндрических направляющий закреплённых на станине
· стойка реализована посредством двух вертикальных параллельных колонн, установленных на основании и анкерованных сверху горизонтальной перекладиной и закрытых по бокам двумя. структурами из ребристой стали
· головки несущей шпиндель перемещающейся (ось У) по вертикальным колоннам представляющим стойку
· пеноли несущей шпиндель (ось z) перемещающейся внутри головки, расположенной в центре двух вертикальных направляющих колонн
· поворотного стола с ЧПУ (ось В) с неподвижной мастью встроенной в станину и вращающейся частью несущей деталь встроенной в устройство автоматической смены детали
· устройства автоматической смены детали позволяющего непосредственную замену двух вращающихся частей, несущих деталь (одинаковых между собой) на неподвижной части поворотного стола
· группы магазина инструмента и смены инструмента
· группы устройства перемещения стружки (пепевого типа) и устройства охлаждения инструмента с рекуперацией силой тяжести охлаждающей жидкости в зоне смены детали и в рабочей зоне
· олеодинамичеcкой централи для питания всех органов управления различными службами (смена и разблокирование инструмента, поворотного стола, смены детали) и для подачи масла под давлением к направляющим перемещения осей, гидростатического типа. Охлаждение масла осуществляется посредством воздушного теплообменника для: служб и холодильника для олеостатики.
· системы управления ВЕКТОР и электроаппаратуры, находящихся в едином шкафу, который укреплён на структуре станка
· защитных ограждений. Станок окружён ограждениями, гарантирующими максимальную безопасность оператору работающему на станке и в то же самое время обеспечивает хорошую видимость рабочей зоны и различных органов станка.
Ограждения состоят из, распределённых должным образом,
прозрачных элементов из защитного стекла и металлических решеток.
Ограждения прикреплены к структуре и снабжены дверцами (с защитными датчиками) в рабочей зоне и в зоне загрузки инструмента и, кроме этого, в задней части для осуществления проверки.
