
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Вариант 34
Задача 2: “Расчет и планировка поточной линии”
Содержание задачи:
1.Определить такт работы поточной линии r при заданном объеме выпуска изделий, учитывая при этом регламентированные перерывы.
2. Рассчитать потребное число рабочих мест Ci и их загрузку по операциям технологического процесса.
3. Выбрать тип поточной линии, наиболее соответствующей условиям производства, и вид транспортных средств.
4. Выполнить необходимые расчеты, определяющие компоновку и условия работы лини:
а) для рабочего конвейера: шаг конвейера l0, скорость движения транспортера V, длина рабочих зон по операциям lp, длина дополнительной резервной зоны lдоп для одной наименее трудоемкой операции при условии колебаний фактического времени выполнения в пределах (0,8…1,3) tшт, длина рабочего участка линии Lраб и общая длина транспортера Lобщ; длительность производственного цикла; «косой» график.
б) распределительного конвейера: шаг конвейера l0, скорость движения транспортера V, необходимый комплект разметочных знаков (период) П, длина рабочего участка линии Lраб, общая длина транспортера Lобщ; разметка конвейера и закрепление знаков за рабочими местами по операциям технологического процесса (в виде таблицы на схеме планирования линии); длительность производственного цикла; «косой» график;
в) для прямоточной линии: регламент работы линии, период комплектования выработки (ритм работы линии R), график загрузки рабочих мест на линии с учетом возможного совмещения обслуживания и максимальной загрузки оборудования, величина межоперационных оборотных заделов z; эпюра межоперационных оборотных заделов на линии.
5. Скомпоновать и вычертить в масштабе схему планировки выбранной поточной линии, использовав условные обозначения станков. Определить величину производственной площади.
6. Определить потребное количество основных рабочих на линии, учитывая возможное совмещение профессий (и операций).
7. Определить сменную выработку на одного рабочего и один квадратный метр производственной площади.
Исходные данные к решению задачи:
Изделие: шестерня прямой передачи первичного вала
Программа запуска штук в смену – 90
Трегл. мин в смену – 30
Вес, кг - 7,5
Габариты (диаметр) – 210 мм
1. Технологический процесс обработки с нормами времени по операциям приведен в таблице 2:
Таблица 2
Номер опер | Наименование операций | Тип оборудования | Разряд | Норма времени tшт в мин |
1 | Черновое обтачивание и растачивание | Токарно-винторезный 1К62 | II | 14 |
2 | Чистовое обтачивание и растачивание | Тот же | II | 11 |
3 | Фрезерование зуба | Зубофрезерный 5310 | III | 30 |
4 | Долбление зуба | Зубодолбежный 5А12 | III | 10 |
5 | Зачистка заусенцев | Верстак | II | 5,2 |
6 | Сверление отверстий, равнорасположенных по окружностям | Вертикально-сверлильный 2А135 | II | 10,8 |
7 | Скругление зуба | Закругляющий 5582 | III | 5,5 |
8 | Контроль | Контрольный стол | IV | 3 |
2. Продолжительность смены – 8ч, режим работы – 1смена.
Решение.
Выбор организационных форм поточных линий определяется тактом работы линии, степенью синхронизации операций технологического процесса, уровнем загрузки рабочих мест на линии.
1. Определение такта работы поточной линии r с учетом заданного объема выпуска, при этом рассматривая регламентированные перерывы.
Такт поточной линии – период между запуском (выпуском) на линию данного объекта и следующего за ним объекта. Такт является функцией заданной программы выпуска.
![]()
Fд – действительный фонд времени за определенный плановый период;
Nз - количество запускаемых на поточную линию объектов производства за тот же период.
С учетом регламентированных перерывов (Трег – мин):
![]()
Тсм – продолжительность смены (мин);
f – количество рабочих смен.
![]()
2. Расчет потребного числа рабочих мест Ci и их загрузки по операциям технологического процесса.
Необходимое число рабочих мест для каждой операции:
![]()
Сpi – расчетное число рабочих мест на i-й операции;
tштi – норма времени на i-ю операцию, мин.
Таблица 3
№ операц. | tшт | Ср | Спринятое | Кзагр. (%) |
1 | 14,0 | 2,80 | 3 | 93 |
2 | 11,0 | 2,20 | 2 | 110 |
3 | 30,0 | 6,00 |
| 100 |
4 | 10,0 | 2,00 | 2 | 100 |
5 | 5,2 | 1,04 | 1 | 104 |
6 | 10,8 | 2,16 | 2 | 108 |
7 | 5,5 | 1,10 | 1 | 110 |
8 | 3,0 | 0,60 | 1 | 60 |
Коэффициент загрузки рабочих мест на каждой операции:
![]()
3. Выбор типа поточной линии, наиболее соответствующей условиям производства и вида транспортных средств.
Если Кзагр. рабочих мест на каждой операции изменяется в пределах от 88 до 112 % - непрерывно-поточная линия.
В противном случае, то есть, при Кзагр. <88% или более 112% - прямоточная однопредметно-поточная линия (прерывно-поточная). Это говорит о недозагрузке оборудования из-за несинхронности процесса.
Таким образом, выбираем прямоточную поточную линию.
Наиболее приемлемые транспортные средства для прямоточных линий – рольганги, наклонные плоскости, тельферы, электрокары.
4. Расчеты, определяющие компоновку и условия работы линии (регламент работы линии, период комплектования выработки (ритм работы линии) R, график загрузки рабочих мест на линии с учетом возможного совмещения обслуживания и максимальной загрузки оборудования, величина межоперационных оборотных заделов Z: эпюра межоперационных заделов на линии).
480 минут соответствуют 90 единицам произведенной продукции.
Пусть в данных условиях ритм работы будет равен R=240 мин – время, за которое производится 45 единиц продукции. Таким образом, смена будет включать 2R.
В таблице 4 в соответствии с номерами операций указаны: количества рабочих мест, принятые в условиях прямоточной линии (см. также таб.3); загрузка рабочих мест;
используемые в данном производственном процессе рабочие и их загрузка, с учетом совмещения операций.
Таблица 4
№ опера- ции | Количество рабочих мест | % загрузки рабочих мест | С учетом совмещения операций | ||||
Ср | Спр | Номер рабочего | № раб. места | % загрузки рабочего | Разряд | ||
1 | 2.80 | 3 | 100 | 1 |
| 100 | II |
100 | 2 | II | 100 | ||||
80 | 3 | III | 100 | ||||
2 | 2.20 | 3 | 100 | 4 | IV | 100 | II |
100 | 5 | V | 100 | ||||
20 | 3 | III | - | ||||
3 | 6.00 | 6 | 100 | 6 | VI | 100 | III |
100 | 7 | VII | 100 | ||||
100 | 8 | VII | 100 | ||||
100 | 9 | XIX | 100 | ||||
100 | 10 | X | 100 | ||||
100 | 11 | XI | 100 | ||||
4 | 2.00 | 2 | 100 | 12 | XII | 100 | III |
100 | 13 | XIII | 100 | ||||
5 | 1.04 | 1 | 104 | 14 | XIV | 100 | II |
6 | 2.16 | 3 | 100 | 16 | XV | 100 | II |
100 | 17 | XVI | 100 | ||||
16 | 15 | XVII | 86 | - | |||
7 | 1.10 | 2 | 100 | 18 | XVIII | 100 | III |
10 | 15 | XIX | - | - | |||
8 | 0.60 | 1 | 60 | 15 | XX | - | IV |

Из таблицы 4 видно, что потребное число основных рабочих для выполнения обработки партии изделий из 90 шт при рассмотренных условиях составляет 18 человек, при этом 8 человек II разряда, 9 человек III разряда и один человек IV разряда.
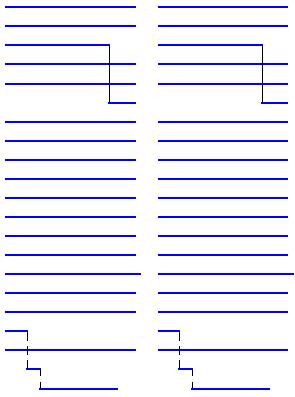
Ниже представлен график-регламент работы поточной линии с учетом совмещения операций, ритма работы линии, принятого количества рабочих мест и их коэффициента загрузки:
«График-регламент» Таблица 5
№ операции | Спр | % загрузки рабочих мест | График-регламент | |
R=240 мин | R=240 мин | |||
1 | 3 | 100 |
| |
100 | ||||
80 | ||||
2 | 3 | 100 | ||
100 | ||||
20 | ||||
3 | 6 | 100 | ||
100 | ||||
100 | ||||
100 | ||||
100 | ||||
100 | ||||
4 | 2 | 100 | ||
100 | ||||
5 | 1 | 104 | ||
6 | 3 | 100 | ||
100 | ||||
16 | ||||
7 | 2 | 100 | ||
10 | ||||
8 | 1 | 60 |
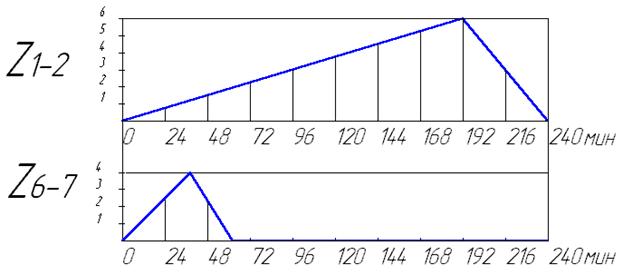
В связи с отсутствием синхронности процесса на прямоточной линии возникают (из-за разной производительности на смежных рабочих местах) межоперационные оборотные заделы. Изменение межоперационного оборотного задела (Zmoi, j) определяется:
![]()
Тп – период времени одновременно выполненных двух смежных операций, в течение которого производительность на каждой из них постоянна (количество рабочих мест не меняется);
Сi и Cj – количество рабочих мест на смежных i-х и j-х операциях в течение Тп.
Расчет всех межоперационных заделов приведен ниже, предварительно в таблице 6 указаны периоды Ti, которые рассматриваются при расчете межоперационных заделов:
Периоды времени по межоперационным заделам Таблица 6
T1, мин (% от R) | T2 мин (% от R) | T3 мин (% от R) | T4 мин (% от R) | |
Zmo1,2 | 192 (80) | 48 (20) | - | - |
Zmo6,7 | 38.4 (16) | 24 (10) | 177.6 (74) | - |
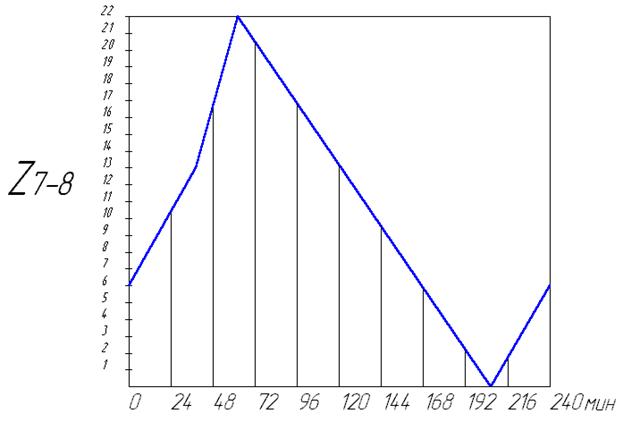
Zmo7,8 | 38.4 (16) | 24 (10) | 144 (60) | 33.6 (14) |
На основе сделанных расчетов построим эпюру межоперационных заделов:
5. Компоновка и прорисовка в масштабе схемы планировки прямоточной поточной линии, с использованием условных обозначений станков. Определение величины производственной площади.
В таблице 7 приведены габаритные размеры оборудования, применяемого на операциях рассматриваемого производственного процесса.
«Применяемое оборудование» Таблица 7
№ опер. | Наименование оборуд. | Модель | Габариты (длина, ширина, высота), мм | Оборуд. на схеме |
1 | Токарно-винторезный | 1К62 | 3107х1580х1210 | I - III |
2 | Токарно-винторезный | 1К62 | 3107х1580х1210 | III - V |
3 | Зубофрезерный | 5310 | 1562х925х1700 | VI - XI |
4 | Зубодолбежный | 5А12 | 1235х1025х1725 | XII, XIII |
5 | Верстак | 1200х800 | XIV | |
6 | Вертикально-сверлильный | 2А135 | 1240х816х2563 | XV - XVII |
7 | Закругляющий | 5582 | 1825х1500х1800 | XVIII, XIX |
8 | Контрольный стол | 1200х800 | XX |
Компоновку и прорисовку в масштабе схемы планировки прямоточной поточной линии можно увидеть в приложении.
Масштаб на схеме соответствует 1:80 мм
Размер используемой производственной площади равен A=301 квадратный метр (пустое помещение, без учета поставленного оборудования, мест для складирования).
6. Определение сменной выработки и размер производственной площади на одного рабочего.
Как было указано ранее, необходимо число рабочих для выполнения рассматриваемого технологического процесса в течение смены равно 18 человекам, таким образом, сменная выработка одного рабочего в смену составляет:
90шт/18 =5 изделий
Размер производственной площади на одного рабочего составляет: 301кв. м/18=16.7 кв. м.
